

線鍵合(WireBonding)
線鍵合是一種使用細金屬線,利用熱、壓力、超聲波能量為使金屬引線與基板焊盤緊密焊合,實現芯片與基板間的電氣互連和芯片間的信息互通。在理想控制條件下,引線和基板間會發生電子共享或原子的相互擴散,從而使兩種金屬間實現原子量級上的鍵合。
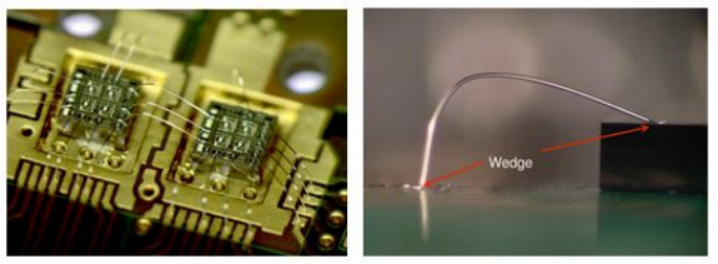
圖1
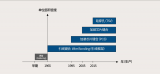
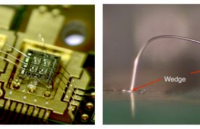
在IC封裝中,芯片和引線框架(基板)的連接為電源和信號的分配提供了電路連接。有三種方式實現內部連接∶倒裝焊(Flip Chip Bonding)、載帶自動焊(TAB 一Tape Automated Bonding)和引線鍵合(Wire Bonding)。雖然倒裝焊的應用增長很快,但是目前90%以上的連接方式仍是引線鍵合。這個主要是基于成本的考慮。雖然倒裝焊能大幅度提升封裝的性能,但是過于昂貴的成本使得倒裝焊僅僅用于一些高端的產品上。事實上對于一般產品的性能要求,用引線鍵合已經能夠達到。
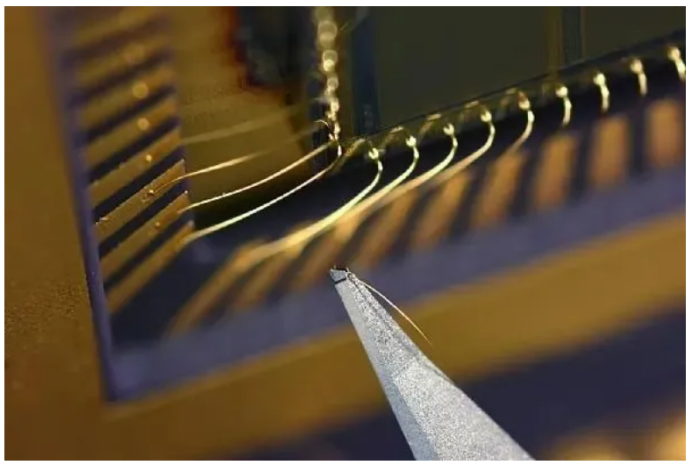
圖2
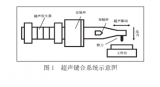
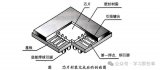
焊線的目的是將晶粒上的接點以極細的金線(18~50μm)連接到引線架上的內引腳。從而將集成電路晶粒的電路信號傳輸到外界。當引線架從彈匣內傳送至定位后,應用電子影 像處理技術來確定晶粒上各個接點以及每一接點所對應的內引腳上接點的位置,然后完成焊線的動作,焊線示意圖如圖三所示。焊線時,以晶粒上的接點為第一焊點,內引腳上的接點為第二焊點,焊線焊點如(圖3a)所示。首先將金線的端點燒結成小球,而后將小球壓焊在第一焊點上(此稱為第一焊,First Bond), 如(圖3b) 所示。接著依照設計好的路徑拉 金線,最后將金線壓焊在第二焊點上(此稱為第二焊,Second Bond),如(圖3c)所示。同時拉斷第二焊點與鋼嘴間的金線,完成一條金線線的焊線動作。接著便又結成小球開始下一條金線的焊線動作。
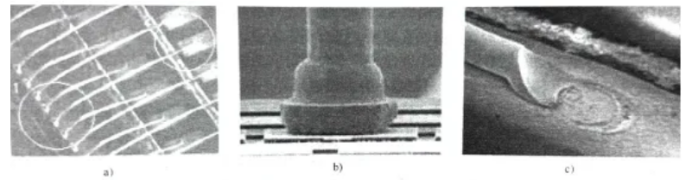
圖3
引線鍵合工程是引線架上的芯片與引線架之間用金線連接的工程。為了使芯片能與外界傳送及接收信號,就必須在芯片的接觸電極與引線架的引腳之間,一個一個對應地用鍵合線連接起來,這個過程稱為引線鍵合。
引線鍵合的主要材料
鍵合用的引線對焊接的質量有很大的影響,尤其對器件的可靠性和穩定性影響更大。理想引線材料具有以下特點:
1.能與半導體材料形成低電阻歐姆接觸。2.化學性能穩定,不會形成有害的金屬間化合物。3.與半導體材料接合力強。4.可塑性好,容易實現鍵合。
5.彈性小,在鍵合過程中能保持一定的幾何形狀。
引線鍵合的焊線材料
金線和鋁線是使用最普遍的焊線材料。金性能穩定,做出來的產品良率高,鋁雖然便宜,但不穩定,良率低。幾種主要的焊線對比如下:
1.金線:
使用最廣泛,傳導效率最好,金鑒實驗室根據LED產業的特點推出金線來料檢驗的服務,協助LED企業鑒定金線質量,選擇品質可靠的金線。
2.鋁線:
多用在功率型組件的封裝。
3.銅線:
由于金價飛漲,近年來大多數封裝廠積極開發銅線制程以降低成本。銅線對目前國內的部分封裝廠來說,在中低端產品上還是比較經濟的,但是需加保護氣體,剛性強。
4.銀線:
特殊組件所使用,在封裝工藝中不使用純銀線,常采用銀的合金線,其性能較銅線好,價格比金線要低,也需要用保護氣體,對于中高端封裝來說不失為一個好選擇。銀線的優勢如下:
- 一是銀對可見光的反射率高達90%,居金屬之冠,在LED應用中有增光效果。
- 二是銀對熱的反射或排除也居金屬之冠,可降低芯片溫度,延長LED壽命。
- 三是銀線的耐電流性大于金和銅四是銀線比金線好管理(無形損耗降低),銀變現不易五是銀線比銅線好儲放(銅線需密封,且儲存期短,銀線不需密封,儲存期可達6~12個月)。
在目前的集成電路封裝中,金線鍵合仍然占大部分,鋁線鍵合也只是占了較少一部分,鋁線鍵合封裝只占總封裝的 5%,而銅線鍵合大概也只有 1%。另外,引線架提供封裝組件電、熱傳導的途徑,也是所有封裝材料中需求量最大的。引線架材料有鎳鐵合金、復合或披覆金屬、銅合金三大類。
引線鍵合作用
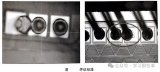
焊接時還要用到一種很重要的結構,叫作微管,即毛細管,如圖 2-8 所示,是引線鍵合機上金屬線最后穿過的位置。金屬線通過微管與芯片或焊盤上相應的位置進行接觸,并完成鍵合作用。微管的尖端表面的性質對于引線鍵合很重要,其表面主要分為 GM 和P型兩種。
- GM型:表面粗糙,在焊接時,可以更好地傳遞超聲波能量,提高焊接的效果,但是容易附著空氣中的污染物,又影響焊接,降低使用壽命。
P型:表面光滑,不易附著灰塵和異物,對于超聲波的傳遞效果不是很好。
引線鍵合的方式與特點
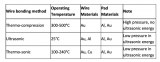
1.熱壓焊(Thermocompression Bonding,T/C)的工藝過程是在一定溫度下,施加-定壓力,劈刀帶著引線與焊區接觸并達到原子間距,從而產生原子間作用力,達到鍵合的目的。
- 溫度:高于200C。
- 壓力:0.5~1.5N/點。
- 強度(拽扯脫點的拉力大小):0.05~009N。
2.超聲焊(Ultrasonic Bonding)的工藝過程是刀在超聲波的作用下,在振動的同時去除了焊區表面的氧化層,并與煤區達到原子間距,產生原子間作用。從而達到鍵合目的。
- 溫度:室溫。
- 壓力:小于0.5N/點。
- 強度:0.07N。
3.熱聲焊是超聲波熱壓焊接方式 (Thermosonic & Ultrasonic Bonding,U/S&T/S),熱聲焊原理如圖4所示,即在一定壓力、超聲波和溫度共同作用一定時間后,將金球壓接在芯片的鋁盤焊接表面《金絲球焊)。
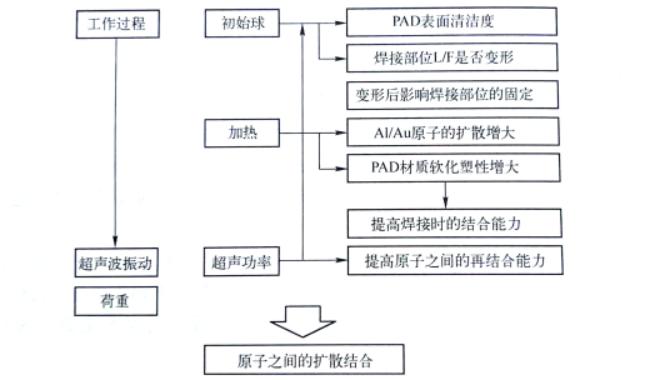
圖4
熱聲焊的意義
1.借助超聲波的能量,可以使芯片和劈刀的加熱溫度降低。金絲熱壓焊芯片溫度為330~350℃,劈刀溫度為165℃。熱聲焊:芯片溫度為125~300℃,劈刀溫度為125~165℃。2.由于溫度降低,可以減少金、鋁間金屬化合物的產生,從而提高鍵合強度,降低接觸電阻。3.可鍵合不能耐300℃以上高溫的器件。4.鍵合壓力、超聲功率可以降低一些。5.有殘余鈍化層或有輕微氧化的鋁壓點也能鍵合。6.工藝過程在于劈刀在加熱與超聲波的共同作用下,去除焊區表面的氧化層,達到鍵合的目的。
- 溫度:小于200℃。
- 壓力:0.5N/點。
- 強度∶0.09~0.1N。
注意:如溫度過高,芯片會變形,易形成氧化層;超聲焊和熱聲焊的焊接強度比熱壓焊強一些。

-
芯片
+關注
關注
459文章
51882瀏覽量
433128 -
基板
+關注
關注
2文章
295瀏覽量
23351 -
引線鍵合
+關注
關注
2文章
25瀏覽量
8312
發布評論請先 登錄
相關推薦
有償求助本科畢業設計指導|引線鍵合|封裝工藝
集成電路封裝中的引線鍵合技術

LED引線鍵合工藝評價
半導體集成電路引線鍵合的技術有哪些?
引線鍵合是什么?引線鍵合的具體方法
什么是引線鍵合?引線鍵合的演變
優化關鍵工藝參數提升功率器件引線鍵合的可靠性
金絲引線鍵合的影響因素探究
帶你一文了解什么是引線鍵合(WireBonding)技術?
引線鍵合的基礎知識
引線鍵合檢測的基礎知識
引線鍵合替代技術有哪些






 工商網監
工商網監

評論