

歡迎了解
聶洪林 陳佳榮 任萬春 郭林 蔡少峰 李科 陳鳳甫 蒲俊德
(西南科技大學 四川立泰電子有限公司)
摘要:
探究了引線鍵合工藝的重要參數對功率器件鍵合可靠性的影響機制,進而優化超聲引線鍵合工藝參數。采用單參數變化實驗設計方法,改變超聲功率、鍵合壓力、鍵合時間等關鍵參數制備芯片,利用拉斷力測試方法表征引線鍵合的質量,研究工藝參數與鍵合質量的映射關系,分析其影響機理;進一步利用正交實驗得到引線鍵合關鍵工藝參數的優化配方。實驗結果表明,當超聲功率 210 mW、鍵合時間 80 ms 和鍵合壓力 3.4 N 時,可得到較好的鍵合可靠性和數據收斂性。而且,參數中超聲功率對鍵合可靠性的影響最大,鍵合壓力次之,而鍵合時間的影響不顯著。
0 引言
集成電路技術的高速發展對封裝工藝的可靠性提出了更高要求,引線鍵合工藝是實現芯片內部器件與外部管腳之間可靠電氣連接的至關重要環節。超聲引線鍵合是目前的主流鍵合技術,具備低熱預算、高經濟性、強適配性等優點,占據了 90% 以上的應用市場。然而有統計表明,超過 25% 的半導體器件的可靠性問題是由引線鍵合失效導致。由于功率器件的工作電壓 / 電流較高,對工藝參數的優化和可靠性提升提出了更高要求。在超聲引線鍵合工藝中,對引線鍵合可靠性影響最大的關鍵工藝參數有超聲功率、鍵合壓力、鍵合時間等。鍵合參數設置不合理可能導致鍵合強度降低、變脆以及接觸電阻變大等問題,甚至出現器件開路或電性能退化等嚴重失效。因此,研究人員針對超聲引線鍵合的失效原因和參數優化展開了相關研究,羅玨等研究了第二點鍵合金絲的短尾失效問題,并討論其主要影響因素和形成
機理。范俊玲等通過調整鍵合壓力與超聲功率參數,討論了銀基鍵合線楔焊點形貌的影響因素。曹軍等深入研究了熱超聲鍵合工藝的燒球時間、超聲功率和鍵合壓力等參數對金絲鍵合質量的影響。然而,目前研究主要針對金絲或超細引線的鍵合失效,而較少關注功率器件的粗鋁線鍵合失效與參數優化問題,制約了大電流 / 電壓條件下的功率器件引線鍵合可靠性提高。
本文擬采用單一變量試驗法,設計功率器件的超聲引線鍵合工藝參數實驗,利用拉斷力測試設備表征引線鍵合的可靠性,討論鍵合可靠性背后的物理機制。進一步利用正交實驗給出超聲引線鍵合的工藝參數的最優配置,為功率器件的超聲引線鍵合工藝可靠性提高提供技術支撐。
1 超聲鍵合系統及其原理
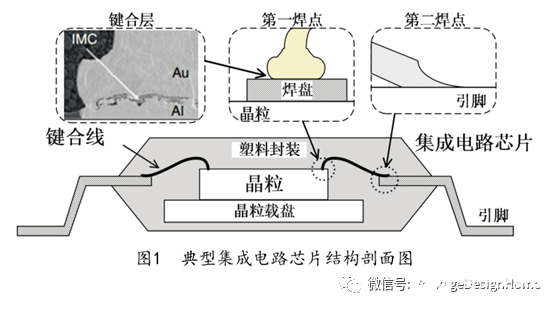
功率器件一般采用超聲引線鍵合法。如圖 1 所示,超聲引線鍵合系統主要由超聲發生器、安裝環、變幅桿及鍵合工具等組成。超聲發生器將工頻信號轉變為主頻約 60 KHz 的高頻正弦信號。再利用壓電陶瓷的逆壓電效應,將超聲發生器產生的高頻信號轉變成機械振動,經變幅桿調整使劈刀產生振幅為 4~5 μm 的前后振動。
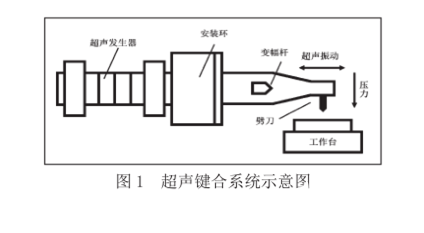
引線鍵合過程中,劈刀在鍵合線與界面之間施加一定的鍵合壓力。在超聲能量和壓力的共同作用下,一方面鍵合界面處的氧化膜破碎并露出潔凈界面,另一方面促使鋁線發生塑性形變使鍵合線與金屬面之間的原子層形成共價鍵結合,從而實現了芯片內部器件與外部管腳之間的緊密可靠電氣連接。
2 實驗設計
2.1 材料選用
材料選擇。功率器件選擇溝槽型肖特基功率二極管 ( 型號 :M30T100CT,四川立泰電子有限公司 )。芯片表面材質為CuAl 合金,硅基與芯片之間粘合鋁層厚度約為 4~5μm。為滿足功率器件大電流工作要求,鍵合線選擇直徑 380μm 的粗鋁絲 ( 純度 99.99%),并采用 TO-200 的封裝形式。鍵合設備采用全自動超聲鍵合機 ( 型號 :W60,創唯新 )。
2.2 實驗設計
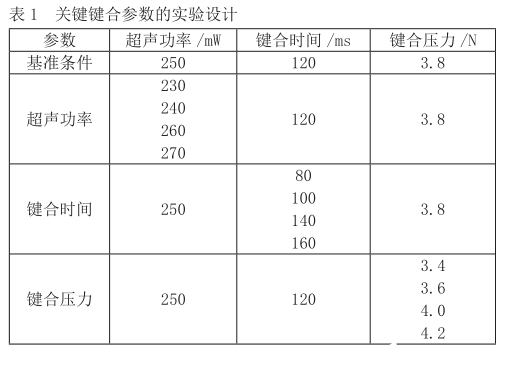
2.2.1 單參數變化實驗設計
在基準工藝參數條件基礎上,分別調整引線鍵合關鍵工藝參數,包括超聲功率、超聲時間以及鍵合壓力。每個關鍵工藝參數在基準上下分別取 2 個點,每個參數點鍵合 150 根鋁線,進行可靠性實驗 ( 如表 1)。由于第二鍵合點的可靠性遠優于第一鍵合點,因此本研究主要針對第一鍵合點的鍵合工藝參數進行優化實驗設計。
2.2.2 正交實驗設計
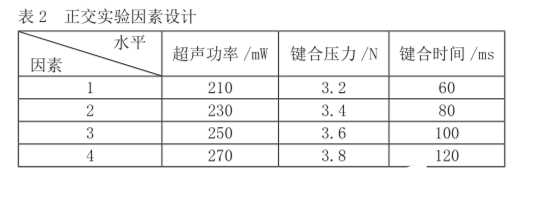
如表 2 所示,采用 3 因素 4 水平的正交實驗設計方案。3 因素包括影響鍵合強度的三個核心工藝參數:超聲功率、鍵合時間、鍵合壓力 ;4 水平是在單參數實驗結果基礎上,綜合高功率二極管的應用特征和工程經驗,設定工藝參數范圍和四個實驗點。每組設置 40 個樣本進行實驗以消除隨機誤差的影響,采用最大拉斷力 (F MBF ,Maximum Breaking Force) 的平均值表征正交實驗結果。進一步探究不同參數對鍵合質量的影響機制及最優參數配方。
2.3 鍵合質量評估方法
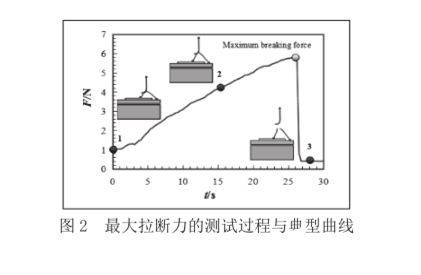
最大拉斷力測試。鍵合強度是評估鍵合質量好壞的重要技術指標, 其檢測方法可分為鍵合拉力測試 (BPT) 與剪切力測試 (BST) 兩種。本實驗采用拉斷力測試儀 ( 型號 :XL30) 測試最大拉斷力,以表征引線鍵合強度。所采用儀器和方法符合中國國家標準《微電子器件實驗方法和程序 (GJB-548B-2005)》和美國國家標準 (MIL-STD-883)。拉斷力測試過程如圖 2 所示,包括拉鉤與鍵合線對準、施力后鍵合線的彈 /塑性變形、拉斷三個主要階段。
物理失效的顯微觀察。測試后對產生的物理失效進行分析,采用光學顯微鏡 ( 型號 :AD409) 觀察具體失效部位及其形貌。引線鍵合可靠性與拉斷位置有關,如果出現在拉鉤施力處,則為正常拉斷;若在鍵合點處,則可靠性不合格 ;而位于頸縮點斷裂,則需要再次測量確認其可靠性。
3 結果與討論
3.1 基于單參數實驗的影響機制分析
3.1.1 超聲功率
利用單參數變化實驗法,改變超聲引線鍵合工藝的超聲功率 (230,240,250,260,270mW),制備好引線鍵合芯片后,分別測試其最大拉斷力。如圖 3(a) 所示,隨著超聲功率增加,最大拉斷力在給定功率范圍內呈波動式變化。其中在 240mW和 270mW 處,拉斷力分別比基準條件 250mW 處大 10.58% 和11.71%. 同時,240mW 與 260mW 處的標準差分別比基準條件小10.28% 和 12.70%. 如圖 3(b) 所示,超聲功率為 240mW 時,不僅拉斷力較大、鍵合強度高,而且測試數據收斂、可重復性好。
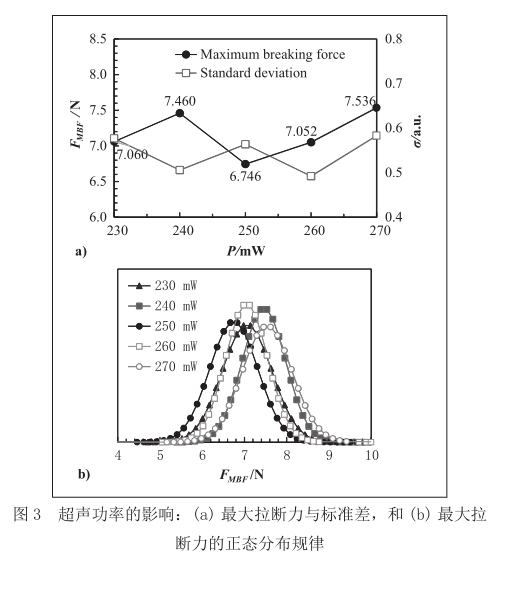
因此,在功率器件的粗鋁線鍵合工藝中,超聲功率將影響鍵合強度和工藝一致性。在基準條件基礎上,建議將粗鋁絲第一鍵合點的超聲功率控制在 240±5mW。
3.1.2 鍵合時間
如圖 4(a) 所示,改變超聲鍵合時間 (80,100,120,140,160ms)后,最大拉斷力先減小后增大。其中在80和100ms處,拉斷力分別比基準條件 120ms 處大 13.39% 和 10.27%,同時標準差分別比基準條件小 16.13% 和 16.49%。圖 4(b) 中,盡管在 140ms 處的數據收斂性最好,但其可靠性僅比基準條件高 4.39%。因此當鍵合時間為 80~100ms 時,鍵合強度高,而且測試數據收斂較好。
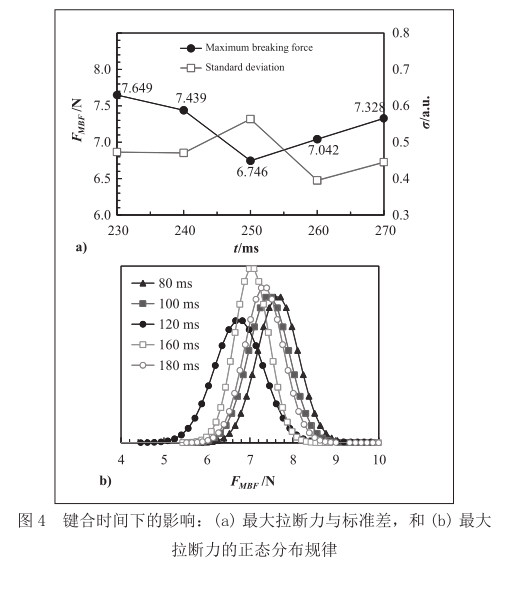
因此,在功率器件的粗鋁線鍵合工藝中,鍵合時間控制對鍵合可靠性的影響較大。在基準條件下,將超聲鍵合時間選取在 80~100ms 之間較合適。
3.1.3 鍵合壓力
如圖 5(a) 所示,改變鍵合壓力 (3.4,3.6,3.8,4.0,4.2N),拉斷力在 3.6N 處達到最大值 7.764N,比基準條件大 15.33%,而且此時的標準差最小,僅為 0.412。從圖 5(b) 中可以看出,鍵合壓力 3.6N 時,可靠性最好、數據最收斂。
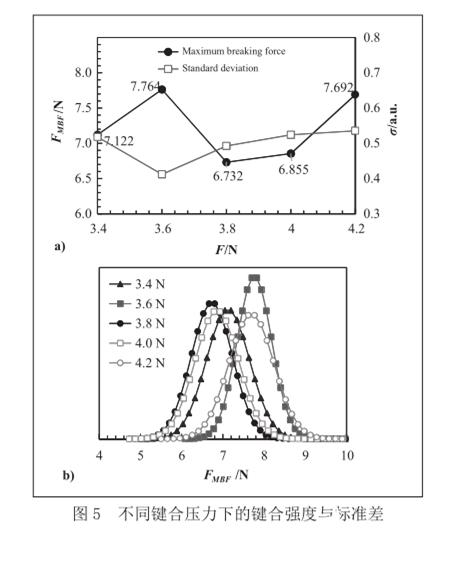
因此,在功率器件的粗鋁線鍵合工藝中,合理選擇鍵合壓力對保證鍵合可靠性與工藝一致性至關重要。在基準條件下,將超聲鍵合壓力選取在 3.6±0.2N 較合適。
3.2 基于正交實驗的參數優化
單參數實驗有利于分析引線鍵合工藝的單一參數對可靠性的影響機制,然而該方法僅關注工藝參數的局部改變,引線鍵合參數的整體優化需要采用正交實驗方法。正交實驗廣泛應用于多因變量與結果中耦合關系的研究,可通過選取完全實驗中的代表點,既大大減少了繁復的實驗次數,又可分析各因變量的相互關系,最終得到全局優化后的工藝參數配方。
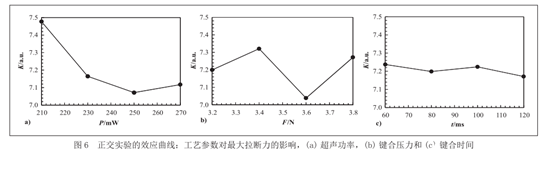
如圖 6 所示,引線鍵合可靠性隨著超聲功率的增大呈明顯下降趨勢,而鍵合壓力和時間的影響趨勢并不顯著。其中超聲功率的極差為 0.73,分別比鍵合壓力和時間的極差大1.61和9.43倍。因此,在功率器件的粗鋁絲引線鍵合工藝中,超聲功率對鍵合可靠性影響最大,鍵合壓力次之,而鍵合時間的影響并不顯著。
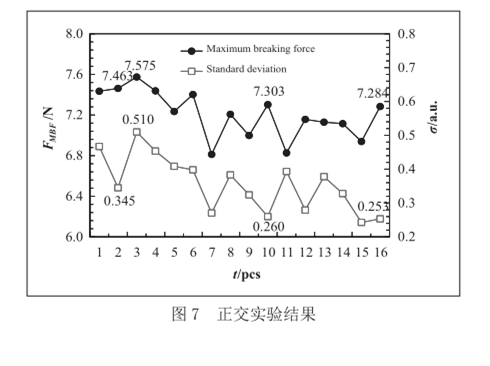
正交實驗的鍵合可靠性測試數據如圖 7 所示。盡管在條件 3 處(210mW,360N,100ms)的鍵合強度 7.575N 最大,但其標準差 0.510 也為最大,說明該條件下的數據收斂性最差。條件16 (270mW,3.8N,60ms)的鍵合強度和標準差分別比條件 3 小3.84% 和 50.39%,可見其數據收斂性大大提高,強度則有一定程度降低。而在條件 2 (210mW,3.4N,80ms)的鍵合強度僅比條件 3 低 1.48%,但其標準差卻改善了 32.31%。綜上所述,對于高功率器件的粗鋁絲鍵合工藝,當超聲功率為 210mW、鍵合壓力為3.4N和鍵合時間為80ms時,為引線鍵合的最優工藝參數,其第一鍵合點的鍵合強度與數據收斂性的綜合可靠性較好。
3.3 失效機理分析
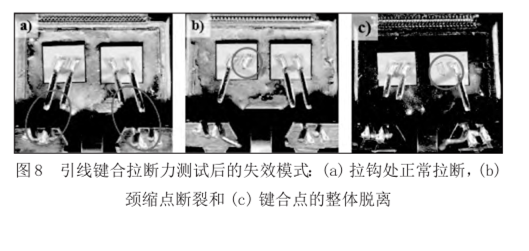
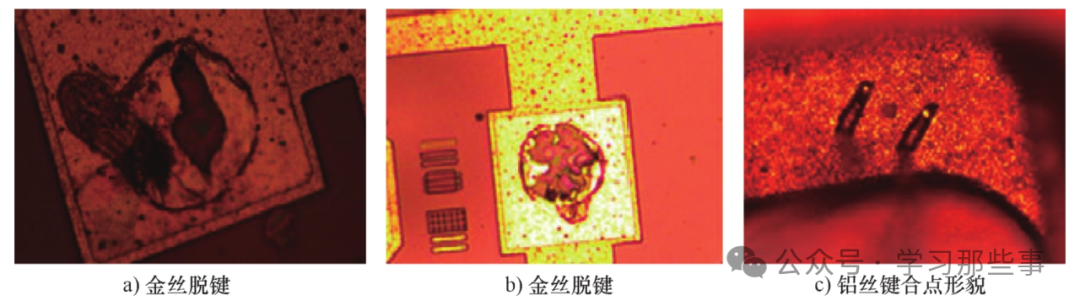
引線鍵合過程主要依靠超聲功率和劈刀壓力,將能量用于去除表面氧化層,同時通過超聲產生材料間摩擦而形成可靠的共價鍵連接。根據不同材質、表面狀態和引線尺寸優選合適的工藝參數,可保證引線鍵合的可靠性。如圖 8(a) 所示,當引線鍵合工藝可靠性較好時,拉斷力測試后鍵合線從拉鉤施力處斷裂,而鍵合點保持可靠的連接狀態;當鍵合施加的能量過大時,如超聲功率、時間和壓力過大,會引起鍵合線頸縮點部的過度塑性變形,鍵合線受損而導致強度和牢固性降低,拉斷力測試時鍵合線便從頸縮點處斷裂 ( 如圖 8(b) 所示 ),而且,施加在芯片上壓力過大還可能引起芯片內部器件的損傷;相反地,引線鍵合時施加的能量過小 ( 功率小、時間短、壓力小 ),可能導致如圖 8(c) 所示的失效形貌,鍵合線從鍵合點處整體脫離。這是由于鍵合線的塑性變形不足而導致共價鍵合不強與鍵合面積太小,而且同時可能存在芯片表面的氧化層未完全去除的問題,從而降低了引線鍵合工藝的可靠性。
4 結束語
本文針對功率器件的大電流 / 電壓應用需求,對其超聲引線鍵合的工藝可靠性展開研究。采用單一變量實驗設計方法,變化超聲引線鍵合的關鍵工藝參數包括超聲功率、鍵合時間和鍵合壓力,探究引線鍵合工藝參數與可靠性之間的相互影響機制和優化方向。進一步采用正交實驗設計方法,探究最佳鍵合參數。研究表明,在基準工藝條件基礎上,分別單獨對關鍵工藝參數進行了優化調整:超聲功率 210mW、鍵合時間80ms 和鍵合壓力 3.4N 時,可得到較高的鍵合可靠性和較好的數據收斂性。進一步地,通過對鍵合失效形貌的顯微圖像觀察,研究了鍵合失效的內部機制,發現鍵合能量過大時,會出現鍵合線頸縮點斷裂失效;能量太小會造成表面氧化層去除不足和有效鍵合的強度面積太小等問題,導致鍵合點整體脫落。該研究為功率器件的引線鍵合工藝可靠性優化指明了方向。
歡迎掃碼添加小編微信
掃碼加入知識星球,領取公眾號資料
電子器件封裝中引線鍵合質量的檢測方法
齊翊 陳偉民 劉顯明
(重慶大學光電工程學院 光電技術與系統教育部重點實驗室)
摘要:
引線鍵合是半導體封裝中實現芯片與封裝引腳之間連接的關鍵技術,近年來半導體產業對更高的集成度、更高的可靠性和更低的成本等方面的迫切需求,對引線鍵合技術提出了更高的要求,因此引線鍵合的質量檢測成為了保證半導體封裝質量的關鍵技術。詳細闡述了引線鍵合中質量檢測的技術方法,對比了各種技術的目的和技術特點,總結了各種方法的使用場合,并提出了鍵合線質量檢測尚需解決的問題和發展方向。
統計表明,截止2014年仍有超過90%以上的芯片內連接由引線鍵合技術(Wire bonding)完成。引線鍵合中焊盤不潔、表面氧化、腐蝕和工藝參數不合理等都會產生缺陷,進而產生裂紋、斷線和焊點脫落等問題,這些問題會直接造成芯片的整體失效或嚴重影響其可靠性。因此,在現代半導體集成電路器件的研制和加工中,都必須對引線鍵合的質量進行檢測,以保證芯片內部連接的可靠性。典型集成電路芯片結構剖面圖如圖1所示。
1 引線鍵合的質量問題及主要表征方法
要對引線鍵合的質量進行檢測,就必須了解該技術的基本原理和工藝流程,掌握引線鍵合中存在的質量問題,熟悉這些質量的表征方法。
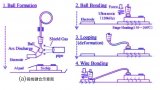
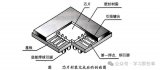
引線鍵合技術的基本原理是利用直徑通常為幾十至幾百微米的高電導率金屬導線(金、鋁和銅等),在熱超聲作用下按壓在焊盤上,使焊盤與焊線的金屬原子發生擴散,形成金屬間化合物(Intermetallic Compounds,IMC),從而實現晶粒與引腳的連接。典型的引線鍵合工藝流程包括形球、超聲加熱、按壓形成第一焊點、走線、按壓形成第二焊點和分離等。如圖2所示。
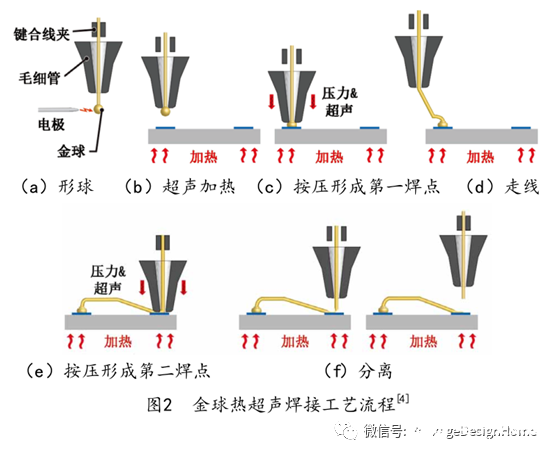
就引線鍵合的環節而言,焊盤的清潔、引線端的微球形成、引線的焊接、引線的走線,都可能產生質量問題。在焊接前如果焊盤被污染,就會在焊點內部形成幾百納米至幾十微米的空洞缺陷或微裂紋,從而造成鍵合失效。在引線微球形成時的放電電流不合適,就會造成圖2(a)中的微球尺寸超標或形狀不規則,導致后續的焊球變形和焊盤產生裂縫。如果在圖2的第一焊點(c)和第二焊點(e)引線壓焊過程中,施加的壓力、超聲的強度與頻率不恰當,會導致焊盤變形甚至產生裂縫和虛焊。引線壓焊過程中,焊盤與焊球的位置識別偏差會導致焊點錯位和脫焊等問題 。在圖2的走線(d)過程,引線長度和空間布局不合理,就會發生引線塌陷和搭線短路等嚴重問題。
就鍵合后的注塑環節而言,其填料和固化工藝等,也可能引起鍵合的質量問題。如填料內存在氣泡和不均勻等缺陷,就會在注塑后產生較大的內應力,從而可能在器件后續使用中造成引線的斷線或焊點的脫落,對引線的鍵合質量產生間接影響,影響其使用的可靠性。
在以上引線鍵合質量問題中,內應力斷線和焊點脫落等問題反應了引線鍵合的力學特性,可以用動態或靜態機械參數加以描述;斷路和電參數變化問題反映了引線鍵合的電學特征,可以由電感和電容等電學參數加以描述;空洞缺陷和微裂紋等問題反映引線鍵合的微觀形貌,可以由顯微成像得到的微觀形貌特征來描述;引線塌陷和焊點錯位等問題反映引線鍵合的整體形貌,可以由整體形貌特征進行描述。因此,引線鍵合的質量檢測,可以歸結為機械參數檢測、電學參數檢測和形貌特征檢測三大類。
2 機械參數檢測方法
合格的鍵合線必須在實現有效電氣連接的同時具有較好的機械性能。良好的機械性能不僅是正常工作的基本保證,同時也是芯片封裝長期工作可靠性的基礎。因此對引線進行機械性能的檢測是評價鍵合線質量的基礎。應力和振動是兩種主要的機械檢測手段。
2.1 靜態機械參數檢測
靜態機械參數的檢測可以用于快速評估鍵合線的整體鍵合強度,發現脫焊和虛焊等問題。針對鍵合線的應力檢測,引線拉力測試(pull test)和球剪切力測試(shear test)是最基本手段。在這兩種方法的基礎上,為了解決工業生產檢測對速度和非破壞性的要求,還發展出高壓空氣吹檢法和焊球成型過程壓力測試法等。
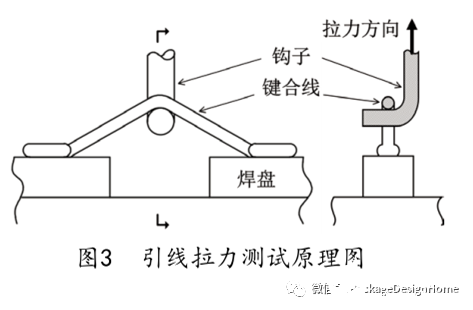
引線拉力測試是測量鍵合線強度最簡單有效的方法之一,并被中國的國家標準和美國國家標準(MIL-STD-883)等廣泛采用。該方法是用一個小勾勾住引線,測試時拉力的施加作用點作用于內、外兩個焊點的中間部位,拉力的施加方向垂直于兩焊點連線的垂直方向。在非破壞性試驗時不斷增大拉力,當拉力到達標準規定值而引線未斷裂或焊點未脫落,說明鍵合強度符合要求,最后輕輕移開小勾。在破壞性試驗中,不斷增加拉力直至引線斷開或鍵合點脫落位置,此時得到的數值,即為極限鍵合強度。方法原理圖如圖3所示。
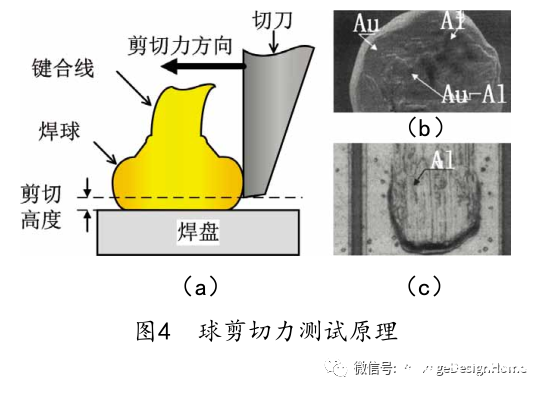
球剪切力測試(Ball shear test)是用一個平面的剪切刀,平行于焊盤向焊球施加推力,使焊球被剝離的力就是鍵合剪切力。球剪切力測試原理圖如圖4所示。
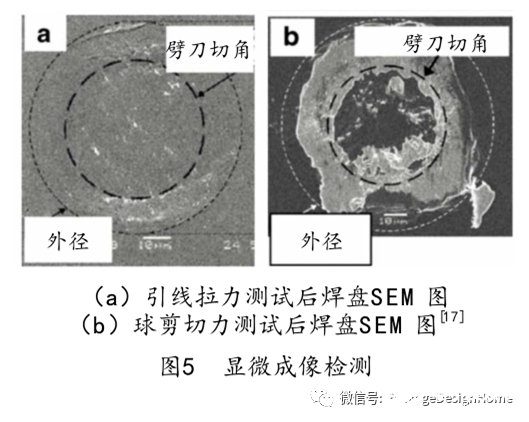
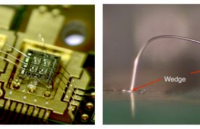
引線拉力測試和球剪切力測試除了能夠通過拉力和剪切力評價鍵合質量之外,經過測試后脫落的焊盤還可以用于研究鍵合界面處金屬間化合物的生長情況,進而優化鍵合過程的工藝參數或分析改進鍵合材料。這些進一步的分析通常需要借助材料分析手段或下面的顯微成像檢測方法,如圖5所示。
高壓空氣吹檢法是一種引線拉力測試的替代方法,該方法利用高壓空氣自下而上吹過鍵合線,通過空氣流動為引線提供拉力。該方法可以同時對多條鍵合線進行檢測,但該方法不能提供精確的引線鍵合強度數據,只能作為定性的檢測手段。
引線鍵合過程中需要將焊線材料壓在焊盤上,并提供能量實現兩種材料的鍵合。鍵合過程中焊接頭壓下時壓力的大小和沖擊變化過程直接影響焊球的質量。對該應變的大小和位置等參數進行檢測也是一種評價焊接質量的有效方法。檢測焊接時沖擊過程的沖擊力曲線和多次焊接時壓力的差異可以用于提高鍵合線的整體質量。這種檢測方法主要通過在焊接機操作臂上增加壓力傳感器或在焊盤周圍布置壓力傳感器的方式實現。在利用這些方法測量得到的壓力參數時,可以通過統計分析的方法尋找最優工藝參數,或利用多個傳感器得到的數據分析焊球的位置和成型質量等。
2.2 動態機械參數檢測
動態機械參數檢測可用于評價鍵合線整體性能及其疲勞特性。振動檢測可以分為外加激勵振動檢測和超聲焊接過程振動檢測。其中外加激勵振動檢測是對完成焊接的鍵合線施加振動激勵源,檢測鍵合線振動信號。超聲焊接過程振動檢測是檢測超聲焊接時焊接臂或焊點振動。
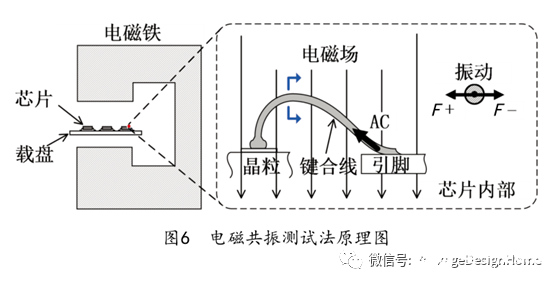
電磁共振測試法(electromagnetic resonance test)利用載有交流電信號的導線在磁場中受交變的安培力,引起鍵合線共振從而實現拉力測試。不同長度、粗細的鍵合線具有不同的共振頻率,為了在測試中為引線提供足夠的拉力,Michael Pecht等人提出利用一個具有一定頻率帶寬的交流激勵信號,引起被測鍵合線發生共振。實驗原理圖如圖6所示。
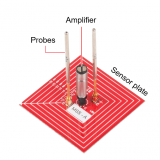
微機械沖擊法(Force Detected WireVibration Analysis)是由一個探針提供震動激勵信號,另一個傳感探針采集鍵合線的震動信號,從而檢測焊點和鍵合線的質量。其中提供激勵信號的探針接觸鍵合線的末端,用于檢測的微探針接觸鍵合線中間。通過這種方法,H. Luo等人建立了鍵合點鍵合狀態與鍵合線震動信號頻域特性的關系,研究表明鍵合存在機械連接缺陷時,信號頻域特征峰的幅度成比例下降,且特征峰向高頻移動。
超聲鍵合和熱超聲鍵合是引線鍵合中的基本方法,它們都是以超聲波作為鍵合過程的能量源,超聲波通過焊線機的操作臂傳遞到焊點處。對焊接過程的超聲波信號進行采集和分析是評價焊接質量的重要方法之一。在焊接機中,超聲波的產生通常就是通過驅動壓電材料實現的,將該壓電材料同時用作傳感器或者增加專用的壓電振動傳感器是測量超聲信號的有效方法,也可以通過激光干涉的方法直接測量焊接頭振動情況。
鍵合性能良好的引線應該具有合格的機械性能,因此對引線焊接過程和焊接結果的機械性能檢測是評價鍵合質量的基本手段。在引線鍵合技術發展中,引線拉力測試和球剪切力測試雖然方法簡單,但應用最為廣泛,具有很好的適用性和統一的評價指標。振動檢測中,超聲振動檢測是焊接過程中實現焊接控制必不可少的環節。電磁振動法、微機械沖擊法等雖然具有一定的檢測優勢,但由于方法復雜等原因并未受到廣泛應用。
3 電學參數檢測方法
電學檢測方法是建立引線或焊點質量與電信號之間關系的檢測方法。
當焊點內部存在裂紋和空洞等問題時,焊點電阻、電感和電容等電學參數發生相應改變。因此,可以通過測量焊點直流電阻或交流阻抗來進行焊點的缺陷檢測。鍵合線高頻電參數分析是應用于射頻芯片等傳輸和處理高頻信號芯片必要的檢測方法。該類檢測需要引線鍵合在經過特殊設計的測試板上,通過高頻激勵信號測量鍵合線的單位長度損耗和阻抗等參數。也可以通過高頻信號有限元仿真的方式對鍵合線進行模擬分析。在半導體發光二極管中,還可以利用其p-n結的光生伏特效應,采用交變光源照射待測LED芯片,在封裝的短路支架上激勵出光生短路電流;通過非接觸檢測支架回路中光生短路電流 I L1 的狀態對芯片質量及芯片與支架之間焊接處的直流電阻值的變化做出判斷,實現對焊點質量的非接觸檢測。
當出現焊點脫落、虛焊和斷線等問題時,可以直接進行脫線故障檢測。附加獨立檢測電路的脫線檢測(lift-off detection)常用于重要功率型器件,為了保證器件故障發時診斷并及時對系統做保護而開發的焊點故障實時檢測方法。
4 形貌特征檢測方法
機械參數或電參數都是用間接或整體性的特征參數對引線鍵合質量進行評價,有方便、易操作和易標準化的優點,但往往不足以對引起質量差異的因素進行確定和深入研究。因此直接對鍵合的局部或整體的形貌進行成像檢測就顯得至關重要。
局部顯微成像是利用高倍率光學顯微鏡和掃面電子顯微鏡等通用的顯微設備,拍攝引線鍵合的局部特征,進而分析鍵合質量。整體成像檢測是鍵合質量檢測方法中受到較多研究者關注的方法。隨著圖像采集和處理技術手段的快速發展,結合機器視覺的鍵合線圖像檢測法在工業中也得到了有效應用。除了以可見光圖像或紅外圖像為基礎的檢測方法外,近年來還出現了電磁成像法、激光干涉成像法和渦流脈沖熱成像法等新的成像檢測手段。
4.1 局部形貌特征檢測方法
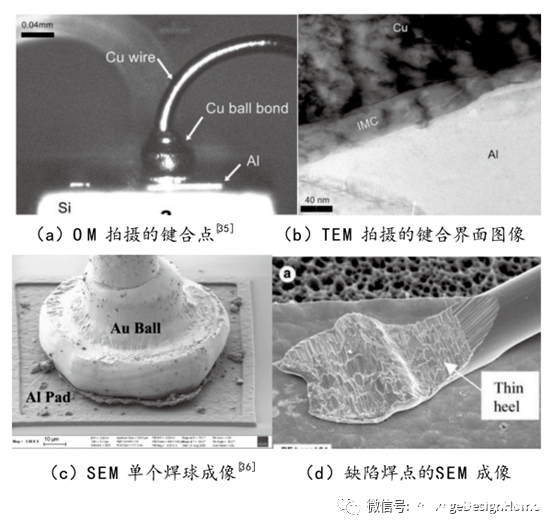
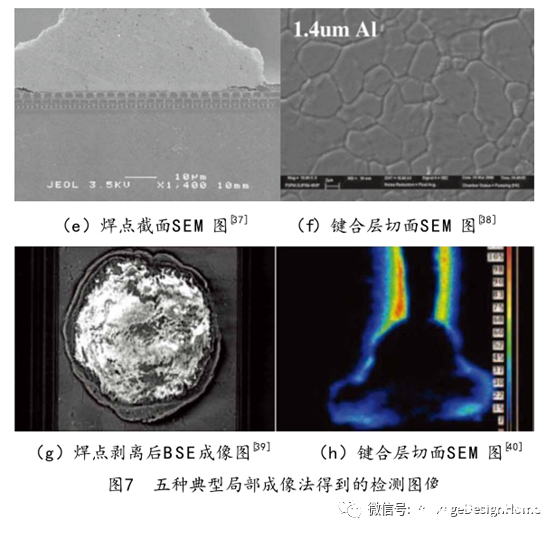
局部形貌特征直接反應鍵合層厚度、鍵合層材料結合和鍵合點局部形貌等重要信息。局部形貌特征的檢測是通過顯微成像方法實現的,包含高倍率光學顯微鏡(Optical Microscope, OM)、掃描電子顯微鏡(scanning Electron Microscope, SEM)、透射電子顯微鏡(Transmission Electron Microscope,TEM)、電子背景散射成像(Back-Scatter Electron image,BSE)和電子探針顯微分析(Electro-Probe Microanalyzer, EPMA)等,圖7分別為五種成像手段得到的典型結果。
顯微成像通常用于分析焊點的表面形貌、成型特點、研究新工藝或新材料下焊點的形成質量。其中SEM使用最為廣泛。在進行鍵合材料分析時,還可以結合X射線散射能譜儀(line-scan Energy Dispersive X-ray, EDX)、次級離子質譜分析儀(Time-of-Flight Secondary Ion Mass Spectroscopy,Tof-SIMS),彈坑測試(Crater test) [41] 等材料分析手段進行進一步研究。
4.2 整體形貌特征檢測方法
整體形貌特征可用于評價引線鍵合的塌陷和幾何參數不合格等問題。鍵合線的整體形貌特征檢測方法有光學成像法、X射線透射成像法和紅外熱成像法等。
X射線成像是利用不同材料對X射線的穿透能力不同實現成像的方法,它可以穿透封裝外殼,對完成封裝的完整芯片進行成像,并分析內部引線的鍵合情況,因此可以用于工作中損壞的芯片檢測。
紅外熱成像法通常用于大功率芯片的整體檢測,該方法可以通過熱量集中點位置的分析,實現缺陷檢測。
基于光學圖像傳感器的鍵合線整體形貌檢測,由于具有可以實現在線自動化快速檢測的特點,且圖像傳感器和圖像處理技術發展迅速,因此受到了國內外研究者的重視。對封裝中鍵合線的斷線、丟線、偏移、焊線長度過短或過長、下垂和觸碰等進行整體成像檢測。隨著集成電路的復雜度和集成度的提高和對檢測速度要求的提高,近年來基于成像方法的鍵合線檢測研究主要集中在提高檢測效率和精度、適應高密度或空間布局復雜的鍵合線檢測、優化圖像質量、提高特征提取準確度和采用新的激勵源實現特殊成像。
在圖像處理和特征提取的算法優化方面,1993年Wang Q.W.等人提出利用神經網絡算法預測鍵合線質量。1994年Khotanzad A.等人通過優化邊緣提取算法,通過二維圖像的分析實現了焊球形貌、焊球位置和焊線直線度等參數的分析。1996年,Rajeswari等人通過優化圖像增強算法和改進系統照明,設計完成了基于機器視覺的快速自動焊線檢測系統。Kong F.Z.于2009年提出了利用小波算法實現低清晰度的芯片鍵合線圖像去噪和增強,該算法解決了邊緣圖形清晰度下降時依然保證高精度的鍵合線識別。2013年Kong F.Z.等人將SIFT-MIC算法減少運算量,提高了提取鍵合線特征的效率。實驗表明該方法具有對拍攝圖像角度和位置不敏感的優點,同時具有很好的位置精度和測量效率。
在提升檢測效率方面,1992年Tsukahara H.等人為了提高鍵合檢測精度,在一套圖像采集系統中用兩種光源對焊球和鍵合線分別進行圖像采集和處理,從而實現了±5 μm、0.2 s的鍵合線檢測。1999年Rajeswari等人通過系統分析認為圖像采集部分是限制引線鍵合監測系統速度的瓶頸。為了實現高速實時的檢測,提出了分步采集的方式,并設計了相關的算法流程,最終通過邊采集邊運算實現了單次檢測總時間0.22 s的實時檢測分析系統。2007年Perng D.B.等人利用熒光光源實現了焊線檢測中增強焊線在圖像中的對比度,增加了圖像識別的準確性。并利用增強的焊線圖像結合數學建模,實現了單俯視圖識別焊線下垂。
在改進檢測系統設計方面,1997年Liang MongKoh等人基于二維機器視覺提出了兩種精確測量焊球高度的方法,一種利用結構光識別算法,另一種利用自動聚焦過程處理。兩種算法的測量準確度都可以達到±1 μm。2007年Perng D.B.等人利用LED搭建了用于鍵合線檢測的可調空間結構光系統。該系統提供可控的不同方向的光源,與成像系統配合可以實現二維或三維的芯片整體鍵合線檢測。
在解決空間復雜走線問題方面,1997年S.H. Ong等人提出利用單攝像頭多角度成像實現鍵合線的3維建模,并建立了相關的算法。2000年Q.Z. Ye等人單攝像頭旋轉芯片的方法,實現了鍵合線的3維建模,并通過模型分析和算法優化實現了運算速度的提高。2010年Der-Baau Perng等人為了解決高密度多層鍵合線分析的困難,通過分別采集引線框、焊點位置和引線交錯信息實現了高速自動識別多層走線間的關系。
在新方法實現特殊成像方面,2011年WangX.Y.等人提出了以激光通過狹縫形成的干涉條紋作為光源,利用鍵合線對干涉條紋的擾動實現微鍵合線形貌的識別。2014年Kongjing Li等人提出的渦流脈沖熱成像法(eddy current pulsed thermography,ECPT)利用電磁感應原理以脈沖式的渦流作為激勵源,并利用熱成像儀對被渦流加熱后的鍵合線進行成像。仿真和實驗表明,針對普通成像無法檢測出的鍵合線部分斷裂或焊點部分脫落等缺陷,該方法能夠進行有效快速的檢測。2014年Dietachmayr F.W.等人針對大功率器件中為提高芯片長期可靠性常用冗余焊接(多根焊線用于同一電通路)中,兩根或多跟焊接線中一根出現局部斷裂等缺陷時無法檢測的問題,基于法拉第效應提出了鍵合線的電磁圖像法(magneto-optical imaging)。該方法也能解決其他情況下的焊接檢測問題。
5 檢測方法對比總結
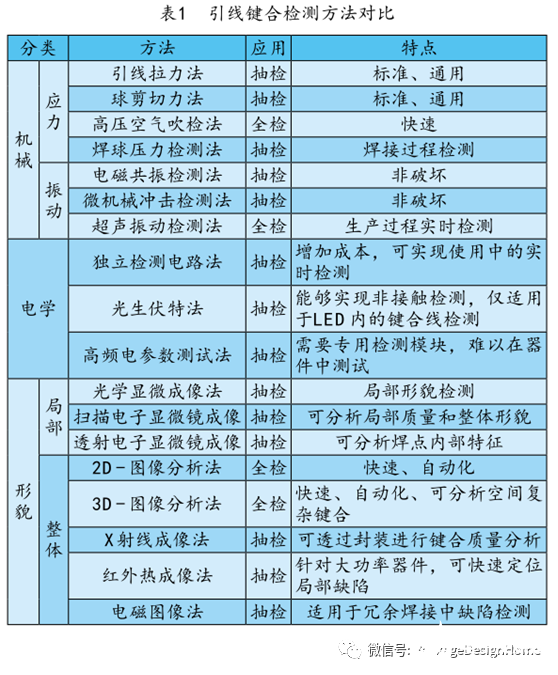
本文對電子器件封裝中引線鍵合質量的檢測方法進行了詳細綜述。從應用的角度出發,引線鍵合的檢測有抽檢和全檢。各種檢測方法及其特點對比見表1。
6 未來與展望
雖然引線鍵合技術經過幾十年的發展,不斷提高和完善,但是在該技術領域依然存在巨大的發展空間和許多未解決的問題。
首先是采用銅和鋁等廉價引線材料替代金等傳統引線材料所產生的新問題。在銅線鍵合技術中,離子間化合物形成更為困難,鍵合層薄,因此容易形成不易檢測的缺陷焊點;銅鍵合線的硬度比金更大,又常應用于大功率器件中,溫度造成的疲勞應力問題更加顯著;另外由于銅的硬度高,造成適用于金線鍵合的檢測手段應用于銅線鍵合時現象不同,例如球剪切力法中銅焊球會整體脫落而不是像金焊球一樣被部分撥出;銅鍵合時更大的壓力造成的焊盤變形容易引起局部裂縫;銅的抗腐蝕性和抗氧化性不如金。現有的檢測手段無法很好地解決這些問題。
其次是集成電路發展為鍵合技術提出新的要求。隨著芯片集成度的提高,對粗引線鍵合、單焊盤多焊點、微間距引線鍵合和空間立體走線的需求不斷加劇。針對傳統封裝形式設計的檢測手段難以滿足這些新的需求。
除了通常的集成電路芯片封裝之外,人們還將引線鍵合技術用于MEMS微傳感器、微型電感和微型彈簧等非傳統應用中,這些非傳統應用中的鍵合線通常不是標準形式,也需要針對具體應用場合進行研究。
歡迎掃碼添加小編微信
審核編輯 黃宇
-
功率器
+關注
關注
0文章
9瀏覽量
8288 -
鍵合
+關注
關注
0文章
75瀏覽量
8034 -
引線鍵合
+關注
關注
2文章
25瀏覽量
8320
發布評論請先 登錄
相關推薦
引線鍵合替代技術有哪些

引線鍵合里常見的金鋁鍵合問題
順絡電子引線鍵合(Wire Bonding)NTC熱敏電阻 -SDNC系列

銅線鍵合IMC生長分析

什么是引線鍵合(WireBonding)
引線鍵合檢測的基礎知識
帶你一文了解什么是引線鍵合(WireBonding)技術?
半導體制造的鍵合線檢測解決方案

紅外探測器封裝秘籍:高可靠性鍵合工藝全解析

引線鍵合技術:微電子封裝的隱形力量,你了解多少?






 工商網監
工商網監

評論