全自動破裂強度試驗機是一種用于評估材料耐壓性能的自動化測試設備。該設備能夠實現對材料樣品的精確、快速和安全的測試,客觀地反映出材料的破裂強度特性。本文將介紹全自動破裂強度試驗機的工作原理、應用領域
2023-10-17 13:37:23
電子發燒友網站提供《Facebook群組自動化python – 網絡自動化.zip》資料免費下載
2023-07-05 14:26:57 0
0 影像檢測機具有高精度、高效率、自動化和穩定性好的優點,儀器將傳統影像測量與激光測量掃描技術相結合,還支持頻閃照明和飛拍功能,可進行高速測量,大幅提升測量效率;具有可
2023-06-30 13:40:40
工業自動化是做什么的 工業自動化是在工業生產中廣泛采用自動控制、自動調整裝置,用以代替人工操縱機器和機器體系進行加工生產的趨勢。在工業生產自動化條件下,人只是間接地照管和監督機器進行生產。工業自動化
2023-05-19 10:55:55 385
385 工業自動化是什么意思 工業自動化是在工業生產中廣泛采用自動控制、自動調整裝置,用以代替人工操縱機器和機器體系進行加工生產的趨勢。在工業生產自動化條件下,人只是間接地照管和監督機器進行生產。工業自動化
2023-04-24 10:34:23534 工業自動化是自動化技術應用的一個最為重要的方向。其具體運用的方面有:
計算機輔助設計(CAD)和計算機輔助制造(CAM)綜合辦公自動化(OA)(例如:門禁系統、資訊科技稽核)過程控制與自動化儀器儀表人工智能技術
2023-04-19 15:45:04717 大家常說的工業自動化控制,一般都是指兩個方面:電氣自動化與過程自動化。
電氣自動化控制是以跟隨控制和位置動作控制為主線,如機械手,加工中心,數字機床,注塑機,自動化裝配線和保證線等。
2023-04-13 11:23:41616 天津機器視覺非標定制,天津計算機視覺,芯片分選檢測機全自動上下料、分選芯片
2023-02-21 10:26:40
電子發燒友網站提供《完全自動化的車輛跟蹤系統.zip》資料免費下載
2023-02-13 16:24:050 劃片機是使用刀片,高精度地切斷硅?玻璃?陶瓷等被加工物的裝置。全自動劃片機是從裝片、位置校準、切割、清洗/干燥、到卸片為止的一系列工序,可全部實現全自動化操作的裝置。該機型配置了大功率對向式雙主軸
2022-12-06 10:56:48368 
近日,中科創達正式推出全新自動化測試產品——SOA自動化測試平臺。該平臺可以通過SOA仿真環境搭建,使開發人員能夠在項目早期對多種服務場景進行自動化仿真測試,在幫助汽車廠商和零部件供應商提升產品測試驗證質量的同時,還可縮短產品驗證周期,降低產品開發成本。
2022-11-24 10:58:28439 本文將對OPhone平臺上可采用的幾種自動化測試技術進行介紹,并對每種技術的優缺點做簡要的總結。OPhone臺除了為應用程序開發提供豐富的API外,也為開展自動化測試提供了多種途徑。【關鍵詞】:測試
2010-05-06 08:58:28
, 蝕刻速率 >10(nm/min), 均勻性 ≤±5%, 全自動化系統減少人工操作, 保證產品高穩定性和高質量. 有效減少因人工操作帶來的損失!全自動離子刻蝕機 M
2022-11-07 17:22:14
緊湊,精確,互聯。在工廠自動化、樓宇自動化和電網自動化領域應用智能邊緣計算來提高生產力
2022-10-28 12:00:202 九步讓你搞定滑臺模組在自動化設備應用中的選型
2022-10-07 15:07:16244 
磐石測控:深圳汽車內飾旋鈕全自動化扭力全檢測試是什么?
2022-07-12 09:55:40202 
小編今天給大家科普一臺讓你相見恨晚的機器,傳說中的5S神器,SMT自動料帶剪帶機,咳~,小伙伴們自帶板凳哦,開講啦!SMT自動料帶剪帶機常用名:剪帶機、SMT自動剪帶機、SMT廢料帶剪切機、SMT料
2022-04-24 09:16:14276 
自動化碼垛機,那么抓手碼垛機這種自動化碼垛機是怎么實現自動化的呢? 騰陽碼垛機器人控制系統的設計:碼垛機器人的控制系統主要包括軟件控制系統和硬件控制系統,在現代碼垛機器人系統設計中,硬件控制系統多采用模塊化的形
2021-12-17 09:15:31322 秦泰盛廣東全自動貼背膠機訂做,擁有自動化貼背膠設備十余年的專業技術團隊,專注于全自動貼背膠機行業,先進技術保障,以此累積了豐富的經驗,值得您的信賴!廣東全自動貼背膠機訂做廣東全自動貼背膠機訂做?選擇
2021-12-06 17:13:10431 
隨著自動化技術的發展,現代化工業生產需要在產能、成本控制等各方面進行提高,尤其在很多生產企業如飼料肥料、糧食、化工等行業,為提高產量降低人工成本,實現工廠自動化水平的提高,全自動碼垛機的使用也越來越廣泛,那么相比于人工碼垛,全自動碼垛機的優勢有哪些呢?
2021-06-23 16:50:201026 臺達變頻器目前在工業自動化市場建立了廣泛的品牌認知度。各系列產品根據扭矩、損失、過載、超速運行等不同操作需求設計,可根據不同產業機械屬性進行調整,為客戶提供最多樣化的選擇,廣泛應用于工業自動化。臺達
2021-01-05 11:46:32556 自動折蓋封箱打包機是一種自動封箱和自動打包為一體的包裝機,自動折蓋封上膠帶,然后捆扎多道打包,可以配套自動化包裝流水線使用,實現生產線后段無人化包裝,工作效率高,適應于大批量生產的行業。 封箱打包機
2020-11-18 14:48:51972 全自動切管機的動力系統一般使用普通異步電機,在剪板過程中不斷啟停,能耗大、效率低。針對這些情況,可以對全自動切管機進行自動化改造,提高工作效率和剪板精度,降低能耗。系統上電啟動,操作人員通過金璽
2020-11-17 15:51:3020104 刀剪生產自動化,科技力量打磨傳統工藝 在刀剪制造領域,珞石機器人經過多年工藝、技術積累,憑借機器人產品高精高速的運動性能,融合豐富的自動化產業經驗,成功的實現了機器人開刃、水磨等關鍵核心生產技術
2020-09-09 09:16:221907 云計算安全自動化將會增加。企業將會在云計算中尋求更高的自動化和安全性,尋找可以保護其私有云和公共云環境的供應商合作。
2020-03-18 10:29:28360 達電通機電事業部總經理陳敏仁表示,“臺達深耕自動化二十余年,在產業中經驗豐富,加上臺達強大的研發能力和產線制程,持續累積行業所需的技術能力,為客戶提供廣度和深度兼具的通用工業自動化新產品,滿足產業用戶智能化升級的高階需求。”
2019-08-25 08:55:00461 SAE International發布了一份新的J3016 ?“駕駛自動化等級” 標準可視化圖表,該標準定義了 汽車從無自動化到全自動化 六個級別的駕駛等級。
2019-01-01 14:24:005760 
華為榮耀東莞南方工廠的生產線:包括美國原裝進口的超精準MPM雙軌印刷機,世界領先的Camelot dispensing點膠機,全自動化手臂控制的整機測試、全自動無人駕駛運貨車,以及正在研制的領先的六臺全自動化機械手組成的流線體設備。全球領先的生產工藝、手機品控的領先標準淋漓盡致地展現給大家。
2018-09-10 10:59:523794 /75mm機器尺寸:L1700×W880×H1450mm機器重量:280kg?產品介紹:1、操作方便根據不同紙箱規格,自動感應調節寬度及高度。方便、快速、簡單,無需人手調節。2、全自動化上下一字型自動
2018-08-21 10:50:06179 臺達自動化系統控制解決方案整合了臺達進階型 DMCNET 運動控制軸卡PCI-DMC-B01,交流伺服系統ASDA-M系列、ASDA-A2系列等工業自動化產品。
2018-08-15 11:21:411698 全自動貼片相是用來實現高速、高精度地全自動地貼放元器件的設備,是整個SMT 生產中關鍵、復雜的設備。全自動貼片機是SMT的生產線中的主要設備,全自動貼片機已從早期的低速機械貼片機發展為高速光學對中貼片機,并向多功能、柔性連接模塊化發展。
2018-04-02 16:55:2825382 臺達深耕工業自動化領域多年,積累了豐富的自動化產品技術和行業應用經驗。為適應制造業綠色智能制造的發展方向,臺達在2016年推出了多款工業自動化新品,無論在性能和結構上均作了諸多優化,以助力行業客戶實現產業升級,邁向綠色智造時代。
2016-11-07 09:49:33284 全自動洗衣機程序全自動洗衣機程序全自動洗衣機程序
2016-05-19 16:40:5221 摘要:本文主要介紹了臺達自動化產品在粗紗機控制系統上的良好整合應用,著重體現了臺達自動化產品在電氣控制系統中整合應用的高性價比,突出技術方案優勢。
關鍵字
2010-09-20 23:28:03680 
摘 要: 本文主要介紹臺達自動化產品在塑料床墊成型機控制系統上的整合應用。該控制系統結合臺達HMI、PLC、變頻器、溫控器等自動化產品,操作直觀、靈活,大大提
2010-09-20 22:20:16510 隨著臺達機電自動化平臺的整體配套集成功能性日益提高,功能越來越全,在給客戶提供產品控制系統功能選擇及使用越來越方便及越來越多樣化。本文主要介紹臺達產品在超聲波
2009-12-15 15:59:2925 基于臺達自動化產品的天平自動計量系統
1 引言
天平廣泛應用于科研、國防、金融、建材、計量、公路、工礦等企業進行計量檢測。天平做為重要的稱量
2009-11-27 09:22:141117 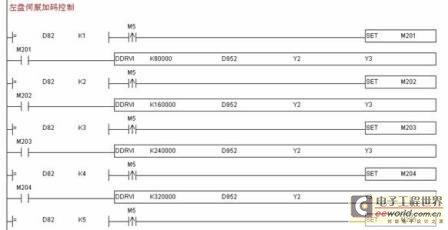
全自動卷繞機的自動卷繞頭
紹興新綸機械制造
2009-10-28 16:49:094552 基于臺達自動化產品的天平自動計量系統
本文通過臺達自動化產品在天平自動計量控制系統上的集成應用,表明臺達自動化產品在自動
2009-06-20 14:31:412675 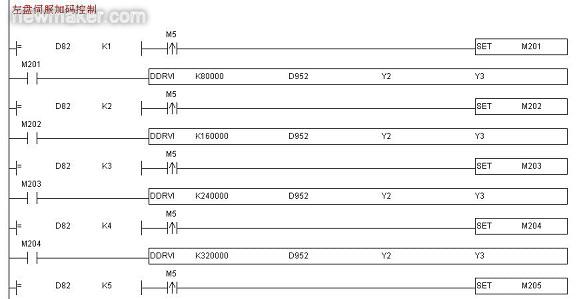
基于臺達自動化產品的蒸餾水機控制系統
本文主要介紹臺達自動化產品在蒸餾水機上的系統集成,體現了臺達自動化產品在電氣控制系
2009-06-20 14:26:33670 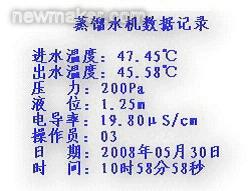
臺達自動化產品恒壓供水整合應用
本文主要講述應用臺達自動化產品在給水行業無負壓智能供水系統中整合應用,介紹了恒壓供水控制
2009-06-20 14:22:43775 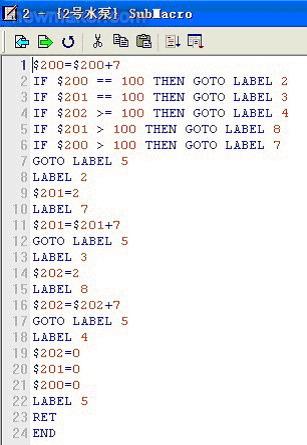
基于臺達機電平臺的沖床自動化
在介紹沖床加工應用的基礎上論述了沖床自動化問題和曲軸式自動化沖床工作原理。最后重點討論臺達
2009-06-20 13:55:06727 
臺達自動化注射針刺穿力測試儀解決方案
本文主要介紹臺達產品在醫用注射針刺穿力試儀的應用。 關鍵詞:注射針 刺穿力 測試 解決
2009-06-20 13:30:50531 
臺達自動化技術在軌道工程焊機改造中的應用
應用觸摸式液晶屏即人機介面,直接輸入焊接參數,顯示參數、歷史趨勢曲線,控制工程
2009-06-20 13:11:23362 
臺達ES系列PLC在升降橫移式自動化停車庫上的應用對升降橫移式自動化停車的電氣控制部分進行了論述及操作過程分析 關 鍵 詞:停車庫 電氣控制 PLC應用
2009-06-16 15:22:291074 臺達自動化技術在精密帶刀片皮機上的解決方案
本文詳細地講述了基于DELTA自動化產品在XJID3型精密帶刀片皮機上的應用,具體的應用包
2009-06-16 14:49:36867 
臺達自動化產品在橡塑電纜生產行業的整體解決方案
隨著臺達機電產品門類的豐富完善,為生產制造裝備提供整體解決方案的自動化工
2009-06-16 14:48:04581 
基于臺達自動化技術的建筑供熱系統
本文在討論PLC技術的建筑恒壓供水系統設計的過程中,論述了變頻恒壓供水系統設計原理,較詳細
2009-06-16 13:08:28697 基于臺達自動化平臺構建的大幅面多色印刷機網絡系統
本文詳細介紹了臺達人機界面、文本顯示器、EH系列可編程控制器、V及B型交流變
2009-06-15 13:47:56675 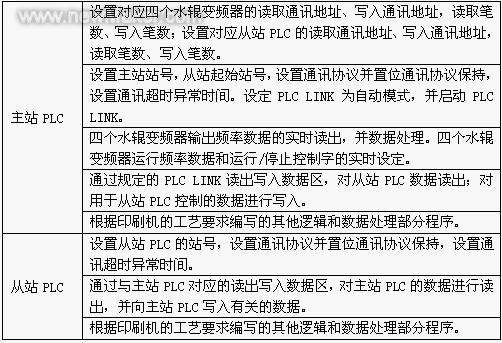
臺達自動化產品在隧道式滅菌干燥箱上的應用
本文主要介紹臺達機電自動化平臺在隧道式滅菌干燥箱電氣控制系統中應用技術。項
2009-06-13 17:17:47389 
臺達機電技術在自動送料切布機上的應用
概述臺達機電產品在自動送料切布機的應用 關鍵詞:自動送料 切布機 臺達機電 1 引
2009-06-13 16:45:52414 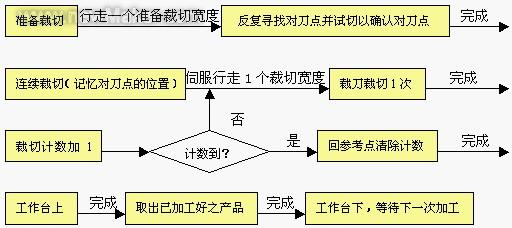
基于臺達機電一體化技術的高速并條機
本文介紹新型高速並條機的工藝自動化設計原理。項目由DELTA人機界面、ES系列可編程序控制器、A
2009-06-13 15:25:54790 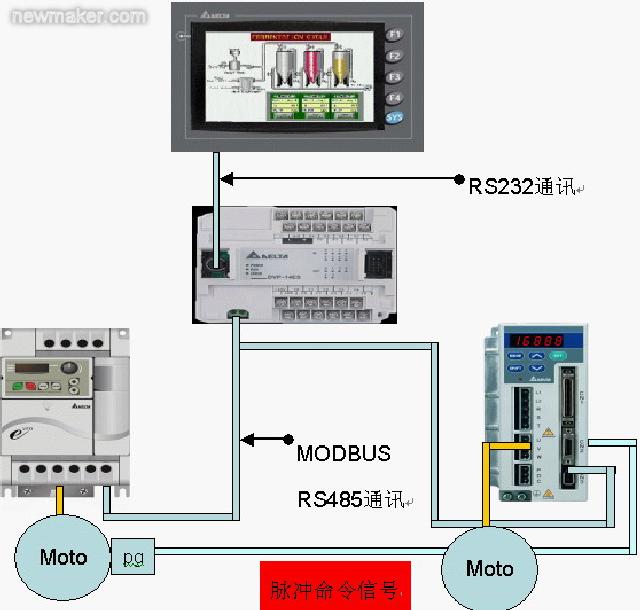
臺達自動化產品恒壓供水整合應用
摘 要:本文主要講述應用臺達自動化產品在給水行業無負壓智能供水系統中整合應用,介紹了恒
2009-06-12 15:09:511067 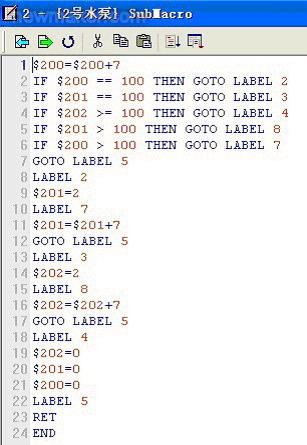
臺達自動化技術在軌道工程焊機改造中的應用
摘 要:應用觸摸式液晶屏即人機介面,直接輸入焊接參數,顯示參數、歷史趨勢曲線
2009-06-12 15:06:52456 臺達自動化注射針刺穿力測試儀解決方案
摘 要:本文主要介紹臺達產品在醫用注射針刺穿力試儀的應用。 關鍵詞:注射針 刺
2009-06-12 14:55:32657 
基于臺達機電平臺的沖床自動化
摘 要:在介紹沖床加工應用的基礎上論述了沖床自動化問題和曲軸式自動化沖床工作原理。最后重
2009-06-12 14:44:14530 
臺達自動化在全自動高速剪折機的應用
摘 要:在分析剪折機嵌入式控制系統的基礎上,提出基于臺達機電自動化平臺的全自動剪折
2009-06-12 14:42:31417 
正在加载...
 電子發燒友App
電子發燒友App












 工商網監
工商網監
評論