在紡紗工藝中,粗紗工序有著舉足輕重的地位,隨著電力電子技術發展,采用PLC控制,變頻調速,機電一體化等技術取代傳統的機械結構,
2023-07-17 17:37:59 618
618 
隨著科技的不斷進步和工業自動化的發展,焊接自動化控制系統在制造業中扮演著越來越重要的角色。焊接作為一種常用的連接工藝,對于產品的質量和穩定性具有關鍵性的影響。為了提高焊接效率和質量,不同類型的焊接自動化控制系統被廣泛應用。主要分為以下三類:剛性自動焊接設備、自適應自動焊接設備和智能化自動焊接設備。
2023-06-12 09:25:38321 工業自動化控制系統 通過工業控制計算機對傳感器及局域網所采集的各種信息的歸納、分析、整理,實現信息管理與自動控制的一體化,并可以通過權限認證確保了信息的安全。 功能模塊 上位機信息管理系統包含HMI
2023-05-19 10:57:39545 工業控制有前途嗎 工業生產過程自動化系統經過長期不斷的發展,特別是在充分利用計算機技術的基礎上取得很大的進步,在生產過程中已發揮其重要作用,成為生產過程安全穩定自動化運行不可缺少的工具。 工業自動化
2023-04-19 10:42:12257 自動控制系統的主要作用是通過自動化的方式,實現對各種工業生產過程的自動化控制和管理,提高生產效率、降低生產成本、提高產品質量、保證生產安全等。具體來說,自動控制系統可以實現以下幾個方面的作用
2023-03-25 11:17:182593 為進一步強化石油化工儀表自動化控制系統在化工產品生產過程中的應用,化工企業需要積極探索自動化控制系統的功能和作用,充分發揮出石油化工儀表自動化控制系統的價值和優勢,促進石油化工儀表自動化控制系統
2022-12-21 14:41:18163 控制系統(FCS) 進而自動控制系統的設計方法和安裝調試方式也將發生重大的變化現行的現場設備和儀表的產品結構將發生重大變革現場總線把自動控制系統和設備帶進了信息網絡之中形成為企業信息網絡的底層 從而為實現企業信息集成和企業綜合自動化提供了可行的基礎.
2009-11-17 09:42:36
的控制系統不僅滿足了液位控制的精度要求,同時也提高了系統控制的可操作和可靠性。因此,對基于 PLC?的液位控制系統研究很有必要。 水箱液位自動化PLC控制系統較傳統電氣控制而言,PLC?具有控制方式上可操作性強、擁有掃面工作方式、控
2022-06-08 09:48:142093 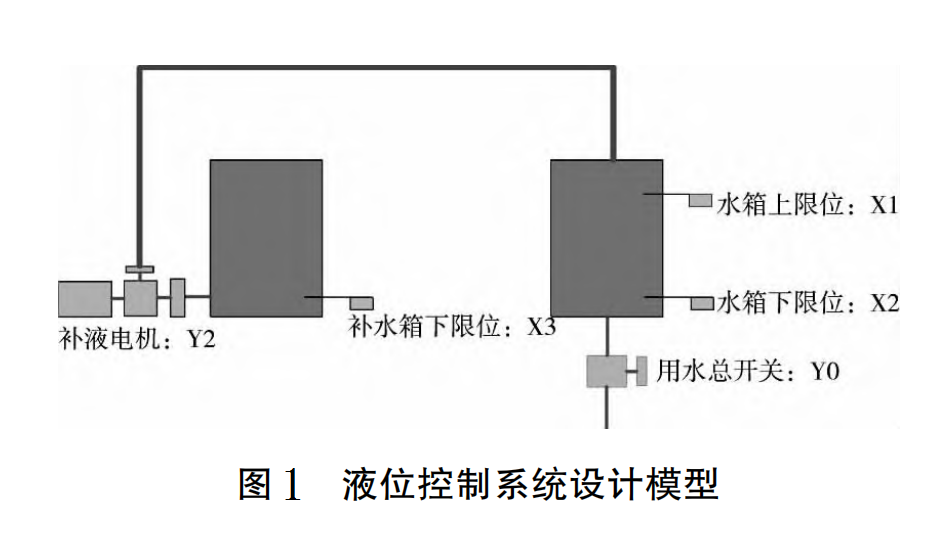
電子產品接地的主題廣泛而復雜,涵蓋各種功能和目標。在本文中,我們將從基礎層面研究自動化控制系統中接地的應用和監管。
2022-05-05 16:05:381143 石油作為燃油和汽油的重要能源,也是許多化學工業產品,如溶液、化肥、殺蟲劑和塑料等的原料,因此亦有“工業的血液”之稱,這也就意味著石油開采將是國家發展的主要支柱產業之一。與此同時,伴隨互聯網技術、大數據的發展,油井控制系統也逐漸應用越來越多智能化、自動化的硬件和先進的軟件系統。
2021-12-28 17:49:16325 自動化碼垛機,那么抓手碼垛機這種自動化碼垛機是怎么實現自動化的呢? 騰陽碼垛機器人控制系統的設計:碼垛機器人的控制系統主要包括軟件控制系統和硬件控制系統,在現代碼垛機器人系統設計中,硬件控制系統多采用模塊化的形
2021-12-17 09:15:31322 天創京控科技提供,自動化控制系統設計,集中控制,遠程控制,plc控制,dcs控制系統,控制系統設計。
2021-11-22 09:26:58

石油作為燃油和汽油的重要能源,也是許多化學工業產品,如溶液、化肥、殺蟲劑和塑料等的原料,因此亦有“工業的血液”之稱,這也就意味著石油開采將是國家發展的主要支柱產業之一。與此同時,伴隨互聯網技術、大數據的發展,油井控制系統也逐漸應用越來越多智能化、自動化的硬件和先進的軟件系統。
2021-05-25 09:28:43427 
變頻器具有高功率體積比、卓越質量和針對不同行業開發專用產品的特點。 臺達變頻器在自動化系統中的作用 臺達變頻器內置32位或16位微處理器,具有多種算術邏輯操作和智能控制功能,輸出頻率精度為0.1%~0.01%,設置了完善的檢測
2021-01-05 11:46:32556 為了解決撿磚環節中存在的問題,陶瓷業利用PLC技術實現自動控制,在加工過程中實現自動化的控制模式,從而提高工作效率,基于此,主要以PLC為切入點,探討PLC在陶瓷撿磚自動化控制系統中的應用。
2020-10-19 15:58:261076 
自動化控制在自動化領域屬于重要話題,自動化控制一定程度上決定了控制系統的好壞。
2020-10-14 10:18:254333 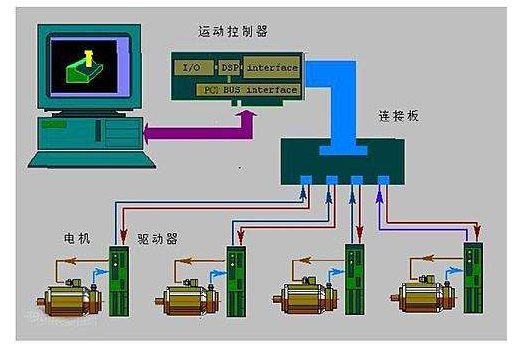
專用樹脂生產的自動化控制系統中,NHR系列儀表主要實現信號采集、測量、控制、積算、記錄、組網通信等功能,該產品是依據GB/T 34049-2017開發的產品,主要解決流量測量、流量計量、流量批量控制
2020-08-25 09:48:23801 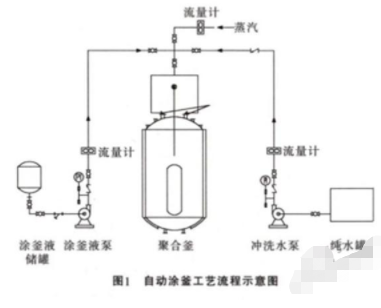
21世紀的控制系統將是網絡與控制的結合。網絡化控制系統(NCS)的研究已成為自動化領域的前沿課題之一。
2020-02-27 14:27:202029 
自動化灌溉控制系統自 20 世紀 80 年代開始在美國、以色列等國家得到研究和應用,由于技術復雜、應用難度大、價格昂貴,控制灌溉設備最早主要應用于園林綠化.20 世紀 90 年代,計算機技術和通訊
2019-10-14 16:10:30 13
13 我們現在的工業生產可以簡化的分為工業裝備和控制系統。控制系統能夠保證工業的自動化生產,但是自動化的生產卻無法同時應對兩種生產需求。
2019-09-18 17:28:223469 研究 PLC 的鹽酸再生自動化控制系統。通過自控系統擬預期能夠將分散于現場的智能檢測單元、過程控制單元、圖文操作站和上位機有機結合,協調控制,具有動態性好、跟隨性強、調節穩定、友好對話等特點,滿足生產工藝要求,自動化程度高,操作維護方便,具有良好的控制功能、穩定的網絡性能,實際生產運行自動化。
2019-07-09 16:24:173362 PLC在電氣自動化控制系統中都扮演了什么角色?
2019-05-31 09:38:374823 
臺達運動控制卡系統憑借高速穩定的DMCNET運動控制協議、完善的硬件系列產品、豐富的軟件接口函數,廣泛應用于各種工業領域。臺達運動控制卡系統,基于工控電腦的的特點,可以方便與其他影像系統、數據庫系統、測試系統、遠程監控系統進行整合。在IC芯片自動燒錄領域,臺達運動控制卡系統的諸多特點得到完美發揮。
2019-05-01 11:41:003097 自動控制系統是指用一些自動控制裝置,對生產中某些關鍵性參數進行自動控制,使它們在受到外界干擾(擾動) 的影響而偏離正常狀態時,能夠被自動地調節而回到工藝所要求的數值范圍內。按控制原理的不同,自動控制系統分為開環控制系統和閉環控制系統
2019-01-11 16:12:0514450 隨著科學技術及信息技術的快速發展, 自動化控制系統的要求越來越高,對于自動化控制系統的研究也越來越得到人們的關注。通常情況下,自動化控制系統可以分為兩大部分,分別是:控制端以及執行端。這兩大
2018-12-13 08:28:006836 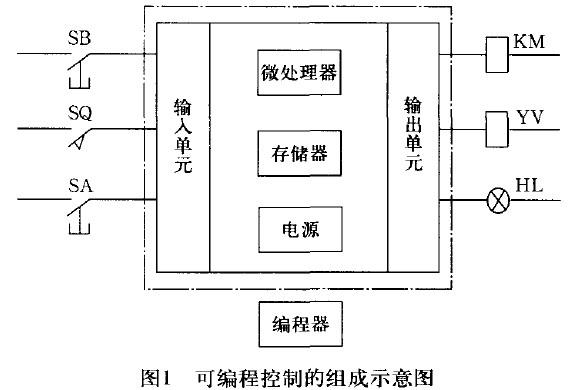
本文檔的主要內容詳細介紹的是樓宇自動化控制系統和樓宇自動化技術與應用的資料免費下載。關于樓宇自動化的所有課件,一共56個。十分齊全。
2018-09-25 08:00:0037 臺達自動化系統控制解決方案整合了臺達進階型 DMCNET 運動控制軸卡PCI-DMC-B01,交流伺服系統ASDA-M系列、ASDA-A2系列等工業自動化產品。
2018-08-15 11:21:411698 ,在電氣驅動、運動控制和機器控制等領域已有多年成功經驗,隨著傳感器產品的補強,臺達自動化產品線更加齊全,實現了傳感與控制的跨領域整合,針對行業客戶的方案集成能力也邁上新臺階。
2018-06-29 14:53:00811 227個自動化儀表與控制系統術語
2018-03-06 10:20:295264 本文以某棉紡廠粗紗機改造為例,詳細介紹了英威騰電氣股份有限公司開發的Goodrive35系列變頻器在粗紗機上的應用。
2017-09-25 15:38:439 近幾年工業自動化和工業機器人的發展極為迅速,而在機械設備和機器人的自動控制系統上存在兩種解決方案:一種是采用基于PC的控制系統;一種是采用基于工控機的控制系統。但是在實際應中,基于工控機的解決方案
2017-09-23 09:37:0624 樓宇自動化--火災自動報警和消防控制系統(第7章 )
2017-08-14 09:32:2750 基于PLC的硅鐵配料自動化控制系統的設計與應用_吳明永
2016-12-13 21:27:373 臺達深耕工業自動化領域多年,積累了豐富的自動化產品技術和行業應用經驗。為適應制造業綠色智能制造的發展方向,臺達在2016年推出了多款工業自動化新品,無論在性能和結構上均作了諸多優化,以助力行業客戶實現產業升級,邁向綠色智造時代。
2016-11-07 09:49:33284 基于億維自動化200PLC的地鐵自動售票機控制系統_張德全,感興趣的小伙伴們可以看看。
2016-10-19 11:44:244 基于工業以太網的高爐自動化控制系統設計,很好的案例
2016-03-01 16:51:352 電子發燒友為您提供了水電廠自動化控制系統!
2011-06-21 09:41:4310829 
摘 要: 本文主要介紹臺達自動化產品在塑料床墊成型機控制系統上的整合應用。該控制系統結合臺達HMI、PLC、變頻器、溫控器等自動化產品,操作直觀、靈活,大大提
2010-09-20 22:20:16510 摘要:本文就以木工機械中的砂光機為例,介紹臺達機電產品在其設備上的綜合應用。該控制系統基于臺達HMI、PLC、和變頻器等自動化產品,實現了設備的技術升級與高
2010-09-20 22:05:23748 
隨著臺達機電自動化平臺的整體配套集成功能性日益提高,功能越來越全,在給客戶提供產品控制系統功能選擇及使用越來越方便及越來越多樣化。本文主要介紹臺達產品在超聲波
2009-12-15 15:59:2925 基于臺達自動化產品的天平自動計量系統
1 引言
天平廣泛應用于科研、國防、金融、建材、計量、公路、工礦等企業進行計量檢測。天平做為重要的稱量
2009-11-27 09:22:141117 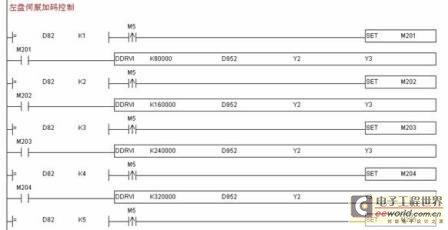
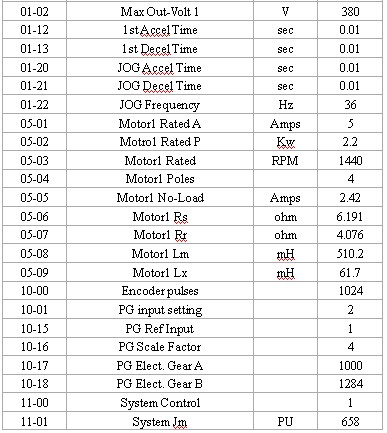
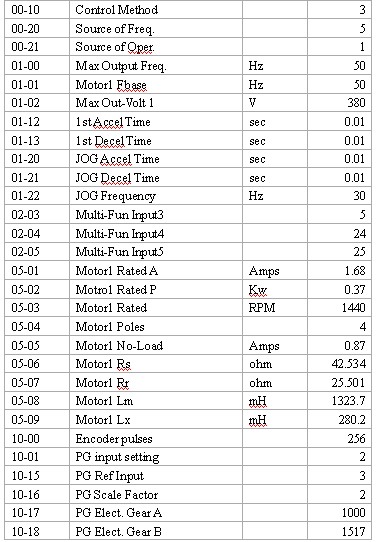
為了保證紡紗過程中粗紗卷繞成形良好和張力恒定, 針對粗紗機機械傳動系統復雜的特點,提出了粗紗機智能控制系統方案。在單片機的控制下,通過變頻器驅動電動機調節粗紗機錠
2009-09-03 10:48:2519 基于臺達自動化產品的天平自動計量系統
本文通過臺達自動化產品在天平自動計量控制系統上的集成應用,表明臺達自動化產品在自動
2009-06-20 14:31:412675 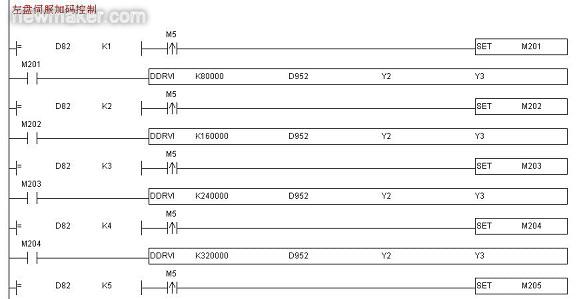
基于臺達自動化產品的蒸餾水機控制系統
本文主要介紹臺達自動化產品在蒸餾水機上的系統集成,體現了臺達自動化產品在電氣控制系
2009-06-20 14:26:33670 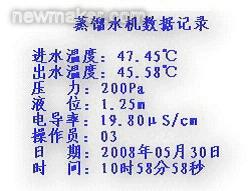
臺達自動化產品恒壓供水整合應用
本文主要講述應用臺達自動化產品在給水行業無負壓智能供水系統中整合應用,介紹了恒壓供水控制
2009-06-20 14:22:43775 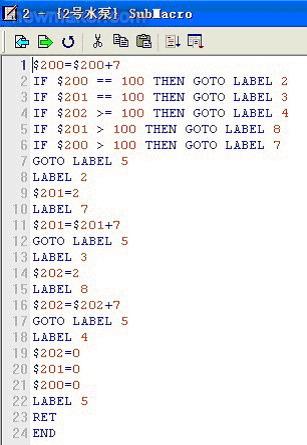
基于臺達機電平臺的沖床自動化
在介紹沖床加工應用的基礎上論述了沖床自動化問題和曲軸式自動化沖床工作原理。最后重點討論臺達
2009-06-20 13:55:06727 
臺達自動化注射針刺穿力測試儀解決方案
本文主要介紹臺達產品在醫用注射針刺穿力試儀的應用。 關鍵詞:注射針 刺穿力 測試 解決
2009-06-20 13:30:50531 
臺達機電產品在四軸獨立懸錠粗紗機上的整合應用
傳統粗紗機,多采用錐輪(俗稱鐵炮)和差速箱裝置,機械結構上較復雜,依賴于更
2009-06-20 13:20:45721 臺達自動化技術在軌道工程焊機改造中的應用
應用觸摸式液晶屏即人機介面,直接輸入焊接參數,顯示參數、歷史趨勢曲線,控制工程
2009-06-20 13:11:23362 
臺達自動化在全自動高速剪折機的應用
在分析剪折機嵌入式控制系統的基礎上,提出基于臺達機電自動化平臺的全自動剪折機解決方案。給出變頻器主驅電機轉數;PLC驅動
2009-06-20 13:09:34513 
臺達工控套件產品在微拉退火設備控制系統中的應用
微絲在紡織行業中有廣泛的應用,微拉屬于拉絲機行業,它是新興的未來發展潛在
2009-06-17 14:38:56549 
臺達HMI&PLC在自動泡塑成型機中的應用
本文主要介紹臺達觸摸屏人機界面(HMI)和ES系列PLC在自動泡塑成型機控制系統的運用。 關
2009-06-17 13:29:191386 
臺達機電產品在砌塊成型機上的應用
本文在介紹砌塊機工藝原理的基礎上,討論臺達機電產品的砌塊機自動化集成應用,包括觸摸屏HMI
2009-06-17 13:26:17558 臺達ES系列PLC在升降橫移式自動化停車庫上的應用對升降橫移式自動化停車的電氣控制部分進行了論述及操作過程分析 關 鍵 詞:停車庫 電氣控制 PLC應用
2009-06-16 15:22:291074 臺達自動化技術在精密帶刀片皮機上的解決方案
本文詳細地講述了基于DELTA自動化產品在XJID3型精密帶刀片皮機上的應用,具體的應用包
2009-06-16 14:49:36867 
臺達自動化產品在橡塑電纜生產行業的整體解決方案
隨著臺達機電產品門類的豐富完善,為生產制造裝備提供整體解決方案的自動化工
2009-06-16 14:48:04581 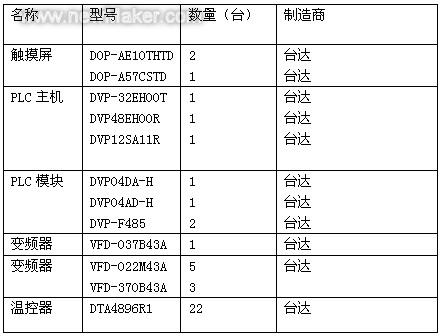
基于臺達自動化技術的建筑供熱系統
本文在討論PLC技術的建筑恒壓供水系統設計的過程中,論述了變頻恒壓供水系統設計原理,較詳細
2009-06-16 13:08:28697 基于臺達PLC的制袋封切機控制系統
介紹了利用臺達可編程控制器(PLC)與交流伺服控制器針對FD1500型制袋封切機控制系統項目開發技術
2009-06-16 13:07:04889 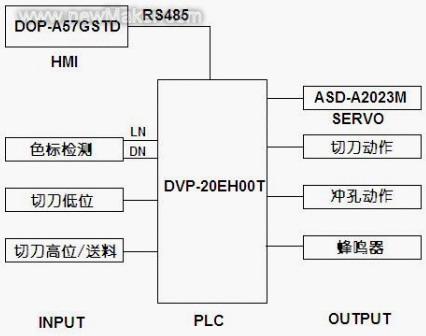
臺達SC系列PLC在灌腸機控制系統中應用
SC系列PLC是臺達新推出的一款S系列PLC,主要是增加了總頻寬為130K的高速脈沖輸出和高速計數的功
2009-06-15 14:23:16968 基于臺達自動化平臺構建的大幅面多色印刷機網絡系統
本文詳細介紹了臺達人機界面、文本顯示器、EH系列可編程控制器、V及B型交流變
2009-06-15 13:47:56675 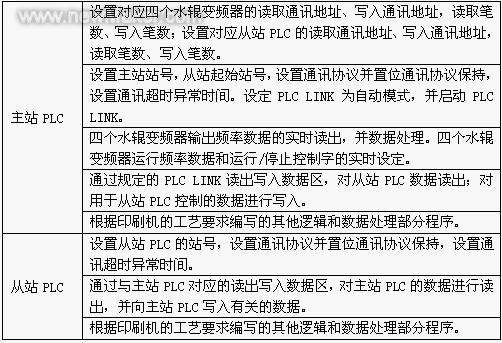
臺達伺服系統在模切機上應用
在介紹模切技工藝的基礎上,論述基于臺達機電自動化技術平臺的模切機控制系統解決方案。樣板項目已
2009-06-15 13:19:401761 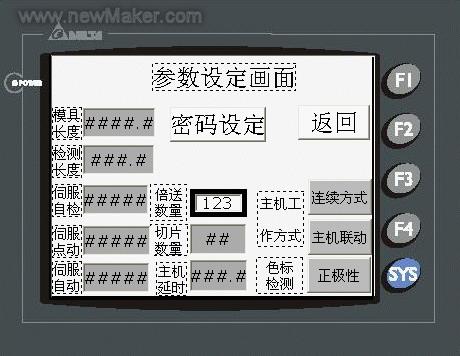
臺達伺服系統在石英晶體切割設備上應用
介紹基于臺達B系列伺服控制系統的石英晶體元器件切割自動化設計技術。項目已經開發成
2009-06-13 17:41:11717 臺達機電產品在木線條砂光機上的整合應用
介紹了利用臺達機電產品對木線條砂光設備整合開發應用。利用臺達機電產品及機械配
2009-06-13 17:20:23617 臺達自動化產品在隧道式滅菌干燥箱上的應用
本文主要介紹臺達機電自動化平臺在隧道式滅菌干燥箱電氣控制系統中應用技術。項
2009-06-13 17:17:47389 
本文主要介紹臺達機電產品在中空纖維生產線上的良好整合應用,體現了臺達機電產品在電氣控制系統上整合應用的高性價比、技術方案優勢。 關鍵字:PLC 人機界面 溫控器 RS485
2009-06-13 15:15:17529 臺達自動化產品恒壓供水整合應用
摘 要:本文主要講述應用臺達自動化產品在給水行業無負壓智能供水系統中整合應用,介紹了恒
2009-06-12 15:09:511067 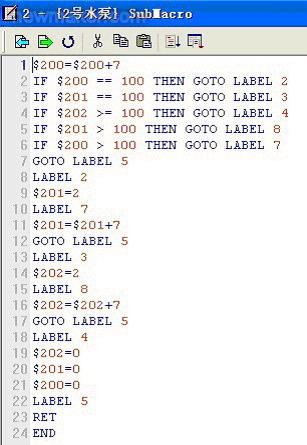
傳統粗紗機,多采用錐輪(俗稱鐵炮)和差速箱裝置,機械結構上較復雜,依賴于更換齒輪等方式的調整紡紗參數方式,已不適應客戶對高速、高質、大卷裝、人機友好型粗紗機需
2009-06-12 15:00:35803 臺達自動化注射針刺穿力測試儀解決方案
摘 要:本文主要介紹臺達產品在醫用注射針刺穿力試儀的應用。 關鍵詞:注射針 刺
2009-06-12 14:55:32657 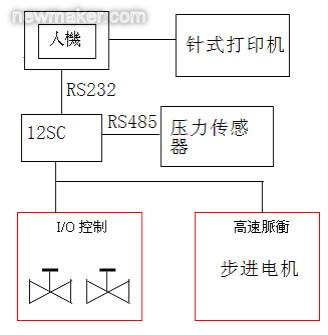
基于臺達機電平臺的沖床自動化
摘 要:在介紹沖床加工應用的基礎上論述了沖床自動化問題和曲軸式自動化沖床工作原理。最后重
2009-06-12 14:44:14530 
臺達自動化在全自動高速剪折機的應用
摘 要:在分析剪折機嵌入式控制系統的基礎上,提出基于臺達機電自動化平臺的全自動剪折
2009-06-12 14:42:31417 
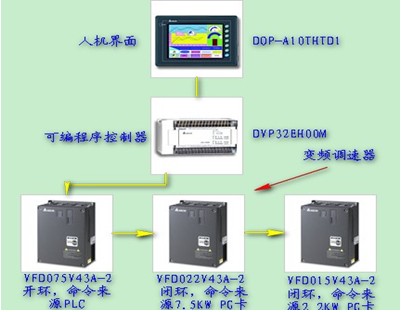
基于變頻調速的粗紗機四電機系統設計
Design of Four-motor System Based on Variable Frequency Drive for Fly Frame
2009-03-16 11:57:3410 自動化控制系統的校正:1系統的設計與校正問題2常用校正裝置及其特性3串聯校正串聯超前校正串聯滯后校正4反饋校正5復合校正
2009-01-08 14:16:573
正在加载...
 電子發燒友App
電子發燒友App









 工商網監
工商網監
評論