 電子發(fā)燒友App
電子發(fā)燒友App


一種基于運(yùn)動(dòng)控制卡的數(shù)控專用機(jī)床
摘要:本文介紹了大米加工機(jī)械中,磨輥加工數(shù)控系統(tǒng)的硬件組成,控制程序的模塊構(gòu)成和關(guān)鍵算法。該系統(tǒng)以工控機(jī)為中心,采用VC++開(kāi)發(fā)底層控制程序,利用DMC-1842 四軸運(yùn)動(dòng)控制卡實(shí)現(xiàn)了對(duì)拉絲機(jī)床的控制要求,滿足了該專用機(jī)床對(duì)安全性、穩(wěn)定性和易操作性的要求。
關(guān)鍵詞:計(jì)算機(jī)控制;運(yùn)動(dòng)控制卡;數(shù)控機(jī)床;插補(bǔ);DDE
A SPECIAL MACHINE TOOL BASED ON MOTION CONTROL CARD
Xu Zhipeng
School of Physics Science and Information Engineering, Liaocheng University ,
Liaocheng, Shandong, 252059
Abstract: This paper illuminates the control system of a kind of special machine tool,
which is used in rice processing, include the hardware, software and key algorithms. It is based on industrial computer. Visual C++ is used to develop controlling algorithm of the program. The multi-axes motion control card, DMC-1842, is utilized for realizing the complex function, the system satisfies the demand of security, stability and easy
workability.
Keyword: computer control, montion control card, numerical control machine
tool ,interpolation,DDE
小麥加工成面粉的歷史,可以追溯到幾千年以前,隨著人類社會(huì)的進(jìn)步,出現(xiàn)了代替人工的動(dòng)力制粉,輥式磨粉機(jī)的出現(xiàn)大大提高了加工效率,而磨輥的特性直接影響著成品面粉的質(zhì)量。本文旨在介紹一種用于加工磨輥的專用機(jī)床。
1 工藝要求
磨輥的表面接近水平地均勻分布著橫向的凹槽,兩個(gè)凹槽之間形成一條絲,一周的絲數(shù)從幾百到一千不等,凹槽與水平方向有微小的夾角,因此凹槽的幾何結(jié)構(gòu)嚴(yán)格說(shuō)來(lái)是一種螺旋結(jié)構(gòu),是磨輥的水平移動(dòng)和轉(zhuǎn)動(dòng)同時(shí)運(yùn)動(dòng)的結(jié)果,其加工稱為拉絲過(guò)程。當(dāng)磨輥的磨損達(dá)到一定程度時(shí),需要重新加工凹槽,因此要利用砂輪對(duì)磨輥先進(jìn)行磨光,去掉凹槽,稱為磨光過(guò)程。另外,操作人員可以通過(guò)輸入參數(shù)調(diào)整一周的絲數(shù),對(duì)現(xiàn)場(chǎng)的電機(jī)進(jìn)行起停,故障時(shí)自動(dòng)切斷電源,急停等。
2 設(shè)計(jì)分析
該工藝屬于多軸同時(shí)運(yùn)動(dòng)的過(guò)程,其中拉絲過(guò)程中凹槽的水平方向和轉(zhuǎn)動(dòng)的同時(shí)運(yùn)動(dòng)需要兩個(gè)坐標(biāo)軸的聯(lián)動(dòng),也稱作電子齒輪運(yùn)動(dòng)方式。傳統(tǒng)的基于DI/DO 的板卡沒(méi)有此功能,需要在程序中加入插補(bǔ)算法實(shí)現(xiàn),使程序變得復(fù)雜,另外,傳統(tǒng)的DI/DO 板卡的主要功能是基于數(shù)字量的實(shí)現(xiàn),對(duì)于速度控制、點(diǎn)對(duì)點(diǎn)的控制等功能沒(méi)有現(xiàn)成的算法,因此加大了軟件的工作量及系統(tǒng)的負(fù)擔(dān),造成系統(tǒng)的不穩(wěn)定。因此,我們選用美國(guó)GALIL 公司DMC-1842 四軸運(yùn)動(dòng)控制卡。運(yùn)動(dòng)控制卡在數(shù)控機(jī)床、機(jī)器人控制等領(lǐng)域具有廣泛的應(yīng)用[2][3],目前主要廠商是國(guó)外公司,隨著控制卡的普及和應(yīng)用,國(guó)內(nèi)有關(guān)研究機(jī)構(gòu)也在開(kāi)發(fā)自己的控制卡產(chǎn)品[4]。GALIL 公司的DMC-1842 運(yùn)動(dòng)控制卡具有PCI 總線結(jié)構(gòu),是美國(guó)Galil 公司專為低成本應(yīng)用領(lǐng)域而設(shè)計(jì)。它采用32 位微處理器,可控制1-4 軸,其本身已經(jīng)具有多軸直線插補(bǔ)、圓弧插補(bǔ)、輪廓控制、電子齒輪和電子凸輪等功能,板上有2Mflash 可擦寫(xiě)存儲(chǔ)器及2M RAM,可存儲(chǔ)用戶程序、數(shù)量、數(shù)組和控制程序,并可脫機(jī)運(yùn)行。該卡提供C++、VB 編程接口。另外,該卡還有8 路通用輸入和輸出,可用于現(xiàn)場(chǎng)電機(jī)的控制、急停、故障報(bào)警等[5]。另外,由于磨光操作需要較高的精度,而機(jī)床本身由于機(jī)械的原因,存在著運(yùn)動(dòng)間隙,因此,砂輪軸的運(yùn)動(dòng)檢測(cè)采用光柵尺,產(chǎn)生閉環(huán)反饋信號(hào),以保證磨光的精度。
3 數(shù)控拉絲機(jī)的結(jié)構(gòu):
該機(jī)床由Z、C、X1、X2 四個(gè)軸組成,如圖1 所示,其中Z 軸用作磨輥的水平移動(dòng),C軸用于磨輥的旋轉(zhuǎn)運(yùn)動(dòng),X1 軸是刀具軸,X2 軸是砂輪軸,用于把毛坯的輥?zhàn)咏?jīng)過(guò)粗磨,精磨,加工成為符合要求的待加工磨輥。
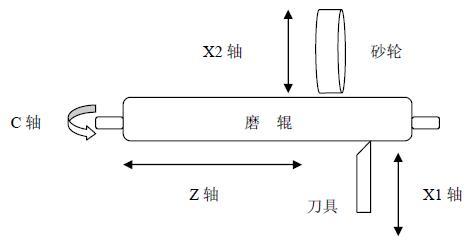
圖 1 機(jī)床結(jié)構(gòu)
4 控制系統(tǒng)硬件設(shè)計(jì)
控制系統(tǒng)基于工業(yè)控制計(jì)算機(jī),利用美國(guó)GALIL 公司四軸控制卡對(duì)四個(gè)軸進(jìn)行控制,
采用VC++編寫(xiě)下層控制程序,VB 開(kāi)發(fā)操作界面,通過(guò)DDE 傳遞控制命令,提高了系統(tǒng)的穩(wěn)
定性和直觀性,如圖2 所示。
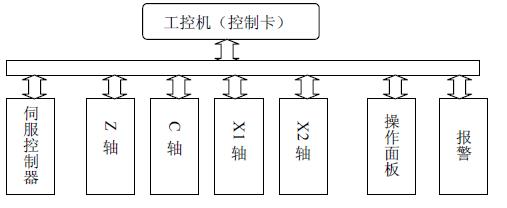
圖 2 硬件結(jié)構(gòu)
采用標(biāo)準(zhǔn)工業(yè)控制用計(jì)算機(jī),操作面板的功能包括急停,電機(jī)的手動(dòng)起停等操作,利用
觸摸屏來(lái)實(shí)現(xiàn)。運(yùn)動(dòng)控制卡采用美國(guó)Galil 公司的DMC-18X2 運(yùn)動(dòng)控制卡,伺服控制器采用日本松下公司產(chǎn)品,同時(shí)向控制卡提供編碼器反饋信號(hào)。該編碼器為2500 脈沖/轉(zhuǎn),經(jīng)過(guò)伺服控制器四
倍頻后,即10000 脈沖/轉(zhuǎn),提供給控制卡。光柵尺的選擇根據(jù)加工精度要求,采用1000 脈沖/毫米產(chǎn)品,行程200 毫米。接口卡美國(guó)Galil 公司配套產(chǎn)品,提供對(duì)按鈕、編碼器、急停、故障等的接線。
5 軟件設(shè)計(jì)
軟件平臺(tái)采用Windows 操作系統(tǒng),VC++開(kāi)發(fā)運(yùn)動(dòng)控制程序,VB 開(kāi)發(fā)界面,分為拉絲和
磨光兩個(gè)主要畫(huà)面,采用DDE 方式進(jìn)行VC 和VB 之間的通訊,。其功能包括板卡初始化,接
通電源,各個(gè)軸的運(yùn)動(dòng)起點(diǎn)和終點(diǎn)確定,對(duì)絲,拉絲,磨光等幾個(gè)步驟。
5.1 運(yùn)動(dòng)控制模塊的設(shè)計(jì)
針對(duì)以上各種功能和控制卡的特點(diǎn),控制程序采用VC++編制,模塊化程序設(shè)計(jì),提高了系統(tǒng)的穩(wěn)定性。系統(tǒng)的框圖如下:
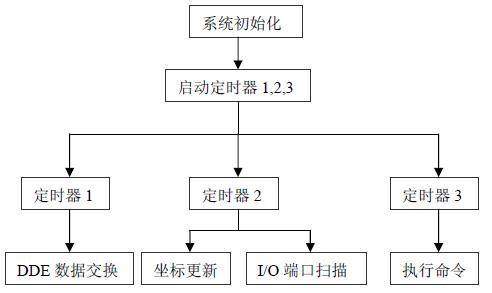
圖 3 系統(tǒng)框圖
5.1.1 DDE 模塊
作為DDE Server,負(fù)責(zé)與向界面提供各種狀態(tài)指示,以及傳送來(lái)的各種命令的解釋,
及時(shí)把各個(gè)軸的坐標(biāo)數(shù)據(jù)發(fā)送給VB。該模塊的定時(shí)掃描周期為100 毫秒。
在實(shí)際應(yīng)用中,由于界面與控制程序分屬于不同的程序,因此二者之間存在著同步的問(wèn)
題,我們?cè)诳刂瞥绦蛑性O(shè)立了狀態(tài)指示字,用于指示、更新當(dāng)前的運(yùn)動(dòng)狀態(tài)。
利用DDE 的XTYP_EXECUTE 會(huì)話方式,由客戶端發(fā)送命令到服務(wù)器端,由于傳送命令較
多,我們定義了數(shù)據(jù)傳送格式,以區(qū)別不同命令。

其中前面三位ABC 是命令碼,代表命令的類型,編碼從001 開(kāi)始,依次累加,后面以”,”
分割,然后是該命令的運(yùn)動(dòng)參數(shù),比如點(diǎn)動(dòng)命令的不同方向等。有的命令參數(shù)不止一個(gè),可
以依次擴(kuò)充,最后以”*”結(jié)束。
例如:C 軸點(diǎn)動(dòng)命令,命令碼是016 ,可以有兩個(gè)方向的運(yùn)動(dòng),因此它的命令形式為:
016,0 *。0 代表順時(shí)針?lè)较颉?br>5.1.2 命令處理模塊
負(fù)責(zé)實(shí)時(shí)監(jiān)測(cè)DDE 傳送來(lái)的各種命令,然后執(zhí)行不同的子模塊,包括點(diǎn)動(dòng)、拉絲、磨光、開(kāi)停電機(jī)等等。該模塊是運(yùn)動(dòng)控制程序的核心部分,所有命令都通過(guò)此程序執(zhí)行。定時(shí)掃描周期為100 毫秒。
5.1.3 坐標(biāo)更新模塊
實(shí)時(shí)監(jiān)測(cè)各個(gè)軸的反饋脈沖值,然后進(jìn)行計(jì)算,得到坐標(biāo)位置,同時(shí)得到該軸的運(yùn)動(dòng)方向等參數(shù),更新坐標(biāo)軸位置。更新周期同樣為100 毫秒。
5.1.4 端口掃描模塊
對(duì)數(shù)字量輸入端口定時(shí)進(jìn)行掃描,包括急停、電機(jī)按鈕、伺服控制器故障等信號(hào)的處理。更新周期100 毫秒。
5.1.5 故障診斷模塊
包括對(duì)程序自身正在進(jìn)行的操作的狀態(tài)指示,接收DDE 命令的歷史記錄顯示,以及發(fā)送
給控制卡命令的記錄顯示,向操作人員提供故障診斷信息。
5.2 關(guān)鍵算法的處理
5.2.1 磨輥的分度
磨輥的表面一周分布有數(shù)百條凹槽,設(shè)為n,實(shí)際應(yīng)用中,磨輥轉(zhuǎn)動(dòng)一周的脈沖數(shù)是固
定的,假設(shè)為P,當(dāng)然P/n 一般不會(huì)得到整數(shù),設(shè)
N = floor(P/n) 即N 為不超過(guò)P/n 的整數(shù),代表每一個(gè)凹槽所占有的脈沖數(shù),設(shè)
R = P – N*n
即R 代表多出的脈沖數(shù),問(wèn)題轉(zhuǎn)化成為如何處理R 個(gè)脈沖。一般情況下,N>>1,而R
到R 的凹槽中,由于N>>1,這種方法產(chǎn)生的誤差可以忽略不計(jì)。
5.2.2 間隙的處理
由于機(jī)床的機(jī)械原因,造成刀具、C 軸等的運(yùn)動(dòng)存在間隙,例如在對(duì)絲過(guò)程中,由于正
程和反程的相反運(yùn)動(dòng),磨輥在C 軸的位置存在間隙誤差,因此在正常分度以前,我們加入C
軸的反向旋轉(zhuǎn)一個(gè)分度、然后正向旋轉(zhuǎn)一個(gè)分度,這樣成功消除了間隙誤差。
5.2.3 拉絲過(guò)程
拉絲過(guò)程是刀具進(jìn)給到與磨輥接觸位置,然后保持不動(dòng),磨輥在Z 軸正程方向從起點(diǎn)移
動(dòng)到終點(diǎn),同時(shí)C 軸方向以電子齒輪比轉(zhuǎn)動(dòng),在磨輥的表面加工出一條槽,然后磨輥反程回
到起點(diǎn),轉(zhuǎn)動(dòng)一個(gè)分度脈沖,同樣運(yùn)動(dòng)加工出第二條槽,循環(huán)上述動(dòng)作,直到最后一條,即
完成一周的加工,如圖4 所示。
6 結(jié)論
本文作者創(chuàng)新點(diǎn):利用運(yùn)動(dòng)控制卡實(shí)現(xiàn)了大米加工行業(yè)中的拉絲機(jī)床計(jì)算機(jī)控制,在該
行業(yè)中具有一定的領(lǐng)先水平,同時(shí),系統(tǒng)的控制算法由VC++編制,具有運(yùn)行穩(wěn)定、速度快
的特點(diǎn),而上層界面由VB 開(kāi)發(fā),具有良好的人機(jī)交互界面,這種組合式的結(jié)構(gòu)既能保證系
統(tǒng)的穩(wěn)定性,又能提供友好的操作環(huán)境。該系統(tǒng)實(shí)際運(yùn)行效果性能穩(wěn)定、操作簡(jiǎn)捷、具有較
高的精度,提高了加工效率,可為大米加工、飼料加工等企業(yè)帶來(lái)200 萬(wàn)元以上的經(jīng)濟(jì)效益。
參考文獻(xiàn):
1 :孫斌、楊汝清,基于PC 的數(shù)控系統(tǒng)的研究現(xiàn)狀和發(fā)展趨勢(shì),機(jī)床與液壓,2001(4)。
2.熊先鋒,邢繼峰,左洪波,曾曉華. 普通運(yùn)動(dòng)控制卡在LabVIEW 平臺(tái)上的應(yīng)用[J]. 微計(jì)算機(jī)
信息,2006,11-1:139-141.
3. 陳志國(guó), 須文波. 基于運(yùn)動(dòng)控制卡的機(jī)器人智能切割系統(tǒng)[J]. 微計(jì)算機(jī)信
息,2005,8-3:95-97.
4. 劉錦鈴, 吳永明, 劉建群. 基于PCI 9052 的運(yùn)動(dòng)控制卡的研發(fā)[J]. 微計(jì)算機(jī)信
息,2006,5-1:143-145.
5 :美國(guó)Galil 公司運(yùn)動(dòng)控制卡隨機(jī)資料。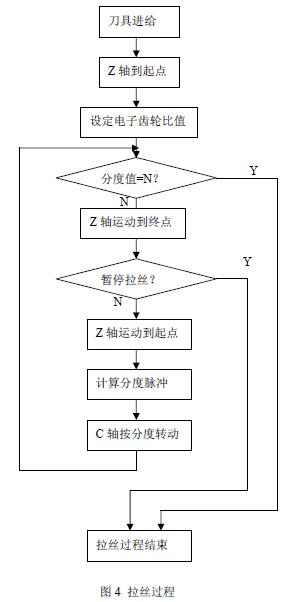













 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論