 什么是多層瓷介電容器焊接,為何選擇大研智造激光錫球焊錫機?
什么是多層瓷介電容器焊接,為何選擇大研智造激光錫球焊錫機?
0 引言

多層瓷介電容器作為陶瓷電容器的一種,憑借容體比大、結構致密、電損耗小、無極性、貯存方便等諸多優勢,在航天、航空、兵器以及消費類電子產品等眾多領域有著廣泛應用。將其組裝于印制電路板(printed circuit board,PCB)上形成穩定電氣連接時,常采用回流焊接、波峰焊接及手工焊接等方式,各方式均有自身特點與適用場景。
手工焊接是利用電烙鐵加熱被焊金屬件和錫鉛焊料,借助熔融焊料對金屬表面的潤濕作用形成合金,待焊料凝固后實現連接的工藝。因無需復雜輔助設備且操作靈活方便,尤其適用于加工數量少或不易實現自動焊接的情況。然而,某所曾出現這樣的問題:使用電烙鐵更換多層瓷介電容器后,該電容器在溫度循環試驗時發生燒毀故障。經破壞性物理分析(destructive physical analysis,DPA)發現,故障根源是手工焊接致使器件內部生成微裂紋。這凸顯出手工焊接工藝應用于多層瓷介電容器時存在隱患,為保障產品質量與可靠性,避免后續手工焊接再引入裂紋,對其焊接工藝進行優化至關重要,最終經多方考量與實踐驗證,決定引進大研智造的激光錫球焊接設備來解決這一難題。
1 故障分析
1.1 DPA 分析結果
對故障器件進行 DPA 分析,從對應的照片(如圖 1 所示,圖 1 展示了故障器件經 DPA 分析后的內部裂紋情況)中可清晰看到,器件端電極瓷體內部裂紋從焊點部位的瓷體表面沿約 45° 角向端頭內部延伸,此形貌為典型熱沖擊產生的裂紋,表明在熱應力作用下,器件本體在焊點末端或端電極附近出現了裂紋。
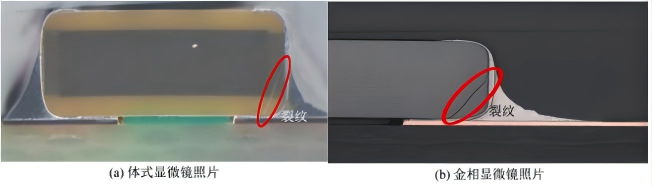
圖1 故障器件DPA分析照片
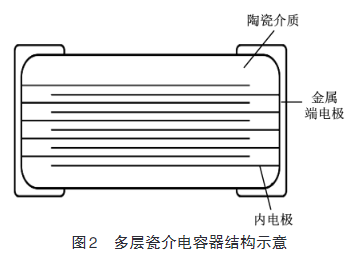
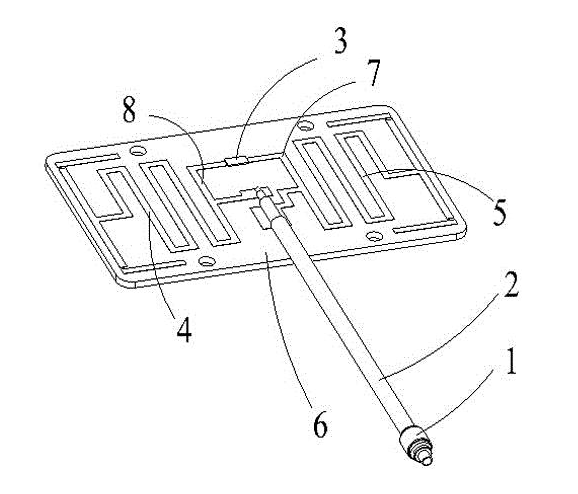
多層瓷介電容器由金屬內電極、金屬外電極、陶瓷介質構成多晶多相體(其結構示意可參考圖 2,圖 2 呈現了多層瓷介電容器各組成部分的結構關系),內部各種材料的熱傳導系數(δT)和熱膨脹系數(coefficient of thermal expansion,CTE)差異較大,內電極、端電極、陶瓷的 CTE 分別為 16×10-6 K-1、18×10-6 K-1和(9.5 - 11.5)×10-6 K-1。受這種材料特性差異影響,在熱應力作用下,陶瓷介質極易生成裂紋。即便初始裂紋未進入電極有效區,但在后續溫度循環試驗時,環境應力會促使裂紋擴展到內電極有效區,最終導致器件失效,嚴重影響產品正常使用和性能穩定性。
1.2 手工焊接流程及潛在問題
復查產品生產過程發現,多層瓷介電容器最初采用回流焊進行焊接,因產品使用中其器件損壞,后續改用手工焊接更換,具體器件更換操作流程如下:
- 器件拆卸:用電烙鐵對需更換的電容進行解焊操作,拆卸后的器件不再使用。
- 焊盤除錫:借助電烙鐵和吸錫帶去除 PCB 焊盤上多余焊錫,為后續焊接做準備。
- 器件預熱:更換的器件在焊接前進行預熱,旨在調整器件狀態,減輕焊接時熱沖擊影響。
- 手工焊接:先在 PCB 焊盤上預加錫,再將預熱后的器件置于焊盤上,接著在焊盤上涂刷助焊劑,然后用電烙鐵對焊接位置加錫,要求焊錫爬錫高度控制在器件本體高度的 1/4 - 3/4 之間,以此規范焊接效果。
- 清洗:對 PCB 器件更換位置附近區域進行清洗,保持焊接部位及周邊環境清潔。
深入分析故障器件加工路線后,發現以下因素會影響器件在手工焊接時所受熱應力:
- 助焊劑涂敷位置:焊接中,助焊劑有傳遞熱量和減少熱量損失的作用,其涂敷位置不同,器件和焊料所受熱應力不同。例如,將助焊劑涂敷位置由焊盤改為焊絲上甚至不涂敷,能在一定程度上降低器件本體在焊接過程中受到的熱沖擊。
- 電烙鐵溫度:焊接時電烙鐵給焊盤加熱,熱量經焊盤傳遞到器件上造成熱沖擊,適當降低電烙鐵溫度,有助于減少器件本體受到的熱沖擊。
- PCB 預熱:焊接前對 PCB 預熱,可降低器件和 PCB 間的溫差,從而減輕焊接時器件本體受到的熱應力,利于提高焊接質量和器件穩定性。
2 試驗驗證
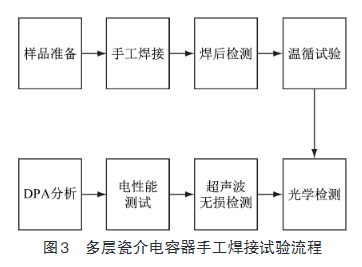
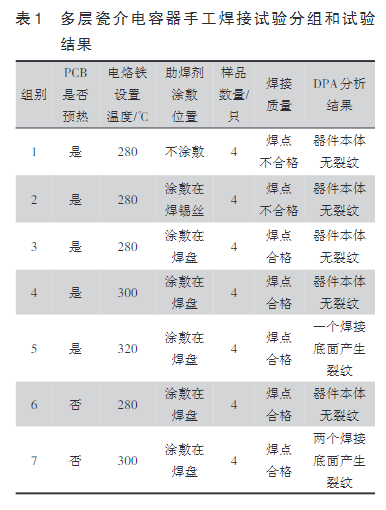
基于對多層瓷介電容器手工焊接過程的梳理,以助焊劑不同涂敷位置、手工焊接溫度、PCB 是否預熱為變量,開展手工焊接試驗驗證工作,試驗流程如圖 3 所示(圖 3 詳細展示了整個試驗從準備到檢測的具體步驟流程),試驗分組與結果見表 1(表 1 列出了各試驗分組的變量設置及對應檢測結果數據)。
2.1 檢測結果概述
- 光學檢測方面:采用 20 倍放大鏡對焊接后的多層瓷介電容器外觀逐一檢測,器件外觀均無損傷,從外觀初步判斷焊接質量尚可。
- 電性能測試方面:針對焊接后電容器的電容量、損耗角正切及絕緣電阻等關鍵電性能指標進行專業測試,結果顯示器件各項電性能均符合要求,表明焊接操作未對器件電性能造成不良影響。
- 超聲波無損檢測方面:運用 50MHz 頻率探頭對焊接后的多層瓷介電容器進行無損檢測,未發現器件內部有異常氣孔類缺陷,說明焊接過程未引發內部結構完整性方面的明顯問題。
然而,通過 DPA 分析發現部分器件本體有裂紋生成,這意味著盡管手工焊接產生的裂紋初始未進入內電極有效區,但在后續溫度循環試驗中,裂紋存在擴展到內電極有效區的風險,一旦擴展,必然導致器件功能失效,影響產品可靠性和使用壽命。
2.2 變量影響分析
- 助焊劑涂敷位置影響:對比分組 1 - 3 的試驗結果可知,在 280℃的焊接溫度下,助焊劑涂敷位置對器件本體是否產生裂紋無直接影響,但會影響手工焊接質量。因助焊劑除傳遞熱量外,還兼具去除焊盤表面氧化物、降低液態釬料對焊盤潤濕難度的作用,當不涂敷助焊劑或僅涂敷在焊錫絲上時,不利于液態釬料充分潤濕焊接界面,導致焊接質量不符合要求,影響焊接效果穩定性。
- 焊接溫度與 PCB 預熱影響:對比分組 3 - 5 的試驗情況,在 PCB 預熱條件下,當焊接溫度達到 320℃時,器件本體開始產生裂紋,即器件本體和 PCB 預熱溫度不變時,焊接溫度達 320℃便會出現裂紋,可見降低手工焊接溫度對避免器件產生裂紋很有必要。
對比分組 6 和 7 的試驗數據,PCB 不預熱時,焊接溫度達到 300℃器件本體就開始出現裂紋,相較于 PCB 預熱的分組,其出現裂紋的焊接溫度低了 20℃(此處明確了溫度差值,增強對比效果),表明 PCB 預熱能有效降低器件本體與焊點間的溫度差,提高器件耐手工焊接的溫度。
3 激光錫球焊接設備的引入及優勢
3.1 引入背景
鑒于手工焊接在多層瓷介電容器焊接中面臨的諸多問題,盡管通過調整助焊劑涂敷位置、控制電烙鐵溫度以及進行 PCB 預熱等措施可在一定程度上緩解熱應力影響,但仍難以徹底避免裂紋產生及由此引發的器件失效風險。為根本解決這一難題,保障多層瓷介電容器焊接質量和產品可靠性,經對各類焊接技術及設備綜合評估與篩選,最終決定引進大研智造的激光錫球焊接設備。
3.2 激光錫球焊接設備優勢
能量集中,熱影響小:大研智造激光錫球焊錫機采用激光焊接方式,能量高度集中于焊接部位,可實現局部精準加熱。與傳統手工焊接靠電烙鐵傳導熱量至整個焊接區域及周邊不同,激光焊接的熱影響區域極小,能大幅減少熱應力對多層瓷介電容器內部不同材料的不良影響,有效避免因熱膨脹系數差異引發的裂紋問題,確保器件在焊接過程中的結構完整性。

溫度精確控制:該設備配備先進智能控制系統,能實時精確監測和調控焊接溫度。操作人員可依據多層瓷介電容器的材料特性及具體焊接要求,精準設定溫度參數,使焊接過程始終處于最適宜的溫度區間。這既避免了因溫度過高致使陶瓷介質等材料性能受損、產生裂紋,又確保焊料充分熔化,形成高質量焊點,保障焊接質量穩定可靠。
高精度焊接保障:借助高精度定位系統與精細的激光束聚焦技術,激光錫球焊錫機可將激光光斑聚焦到極小范圍,精確對準多層瓷介電容器的焊接點位。無論對于尺寸較小的多層瓷介電容器,還是其精細的電極部位,都能實現高精度焊接操作,保證各焊點的大小、形狀及焊接深度等關鍵指標高度一致,滿足多層瓷介電容器對焊接精度的嚴格要求,進一步提升焊接質量,降低因焊接不良導致的器件失效風險。
工藝一致性高:設備具備自動化焊接流程,操作人員只需按多層瓷介電容器的型號、規格等參數簡單設置,即可啟動設備進行穩定且一致的焊接操作。整個焊接過程由精確程序控制,不受人為因素(如操作手法、精力狀態等)影響,無論是單個焊接還是批量生產,都能保證每次焊接的工藝參數、焊點質量等高度一致,有效解決手工焊接中因操作人員差異導致的質量參差不齊問題,提高產品整體一致性和穩定性,為大規模生產多層瓷介電容器提供有力保障。
4 激光錫球焊接設備在多層瓷介電容器焊接中的實際應用
某所引入大研智造激光錫球焊錫機后,其技術團隊依據多層瓷介電容器的具體特性,對焊錫機進行針對性參數設置。例如,參照電容器陶瓷介質的耐熱性能,將焊接溫度精確設定在合適數值,同時結合電極尺寸和間距等因素,合理調整激光光斑的聚焦精度以及焊接時間等參數。

實際應用效果顯著,經激光錫球焊接后的多層瓷介電容器,在后續嚴格的溫度循環試驗以及各項性能檢測中,均未再出現因焊接導致的裂紋問題。產品的一次通過率從原來手工焊接時的不足 70% 提升到了 95% 以上,大幅減少了因焊接質量問題引發的返工和維修環節,降低了生產成本,有力保障了航天電子產品的高質量交付,進一步鞏固了該所在航天領域的市場競爭力。
不僅如此,在其他如消費類電子產品制造等領域,類似的積極效果也不斷顯現。眾多企業引入該設備后,充分利用其優勢,有效解決了多層瓷介電容器焊接質量不穩定的問題,提升了產品整體質量,增強了市場競爭力,進一步驗證了大研智造激光錫球焊錫機在多層瓷介電容器焊接應用中的可靠性和價值。
5 總結與展望
通過深入分析多層瓷介電容器手工焊接過程中因熱應力導致裂紋及器件失效的問題,并開展系列試驗驗證,清晰認識到手工焊接應對此類問題存在局限性,即便采取多種優化措施,也難以徹底解決問題。
大研智造激光錫球焊錫機的引入,憑借能量集中、溫度精確控制、高精度焊接保障以及工藝一致性高等顯著優勢,有效攻克了多層瓷介電容器焊接難題,在實際應用中為航天、消費類電子產品等相關制造企業帶來產品質量提升、生產效率提高、成本降低以及市場競爭力增強等諸多益處。
展望未來,隨著電子技術持續發展,多層瓷介電容器在更多高端、精密電子產品中的應用將越發廣泛,對其焊接質量要求也會愈發嚴苛。大研智造激光錫球焊錫機有望通過持續的技術創新與優化升級,進一步提升焊接性能,例如實現更精細化的溫度調控、更高的焊接精度以及更強的兼容性等,從而更好地適應未來復雜多變的焊接需求,在多層瓷介電容器乃至整個電子制造行業的發展中持續發揮關鍵作用,助力我國電子產業在全球市場占據更有利地位,不斷書寫高質量發展新篇章。
大研智造作為專注于智能制造精密焊接領域、擁有超過 20 年行業經驗的技術廠家,一直致力于為客戶提供最新的技術資訊和深度分析,助力解決焊接工藝中的各類挑戰。我們誠摯歡迎各界朋友通過大研智造官網與我們聯系,了解更多關于激光焊錫機在智能制造精密焊接領域的應用詳情,或提出您的特定技術需求。同時,也熱情邀請您來我司參觀、試機、免費打樣,共同探討激光焊接技術的美好未來,攜手推動電子制造行業的高質量發展。
-
焊接
+關注
關注
38文章
3223瀏覽量
60021
發布評論請先 登錄
相關推薦
焊錫機廠家大研智造:引領錫球焊錫機和全自動焊錫機發展的“領航者”
解析大研智造激光錫球焊錫機助力醫療設備精密焊接的獨特優勢
假焊?連錫?焊點不飽滿圓潤?焊盤尺寸太小?焊接效率低下?來看看大研智造激光錫球焊錫機!

大研智造激光錫球焊錫機:提升 PCB 模塊天線焊接質量的關鍵法寶
大研智造激光錫球焊錫機:攻克精密焊接難題的“利器”

大研智造焊錫機廠家 解析激光錫球焊錫機如何賦能U盤制造
解析大研智造激光錫球焊錫機在SMP微型電連接器焊接的優勢(下)
大研智造 精密焊接,精準未來:激光錫球焊接技術的優勢剖析

大研智造激光錫球焊接技術:航空航天工業的新焊接解決方案








 工商網監
工商網監
評論