") 用于激光加工中的超快自動(dòng)對(duì)焦
用于激光加工中的超快自動(dòng)對(duì)焦
在激光制造中,適應(yīng)不平坦或不斷變化的表面?zhèn)鹘y(tǒng)上是勞動(dòng)密集型的,涉及復(fù)雜的聚焦映射過程或異位表征。這通常會(huì)導(dǎo)致重新定位錯(cuò)誤和延長(zhǎng)處理時(shí)間。
為了解決這些問題,激光加工中的超高速自動(dòng)聚焦技術(shù)已經(jīng)發(fā)展起來。然而,大多數(shù)自動(dòng)聚焦技術(shù)仍然需要電動(dòng)載物臺(tái)的機(jī)械運(yùn)動(dòng)。光束傳播軸上的機(jī)械運(yùn)動(dòng)可能比橫向速度慢得多,從而減緩了表面檢測(cè)和重新對(duì)準(zhǔn)的過程。此外,它需要反饋、控制和傳感方法來確定光學(xué)焦點(diǎn)位置。
最新發(fā)表在《光:科學(xué)與應(yīng)用》雜志上的一篇論文中,由美國(guó)普林斯頓大學(xué)機(jī)械與航空航天工程系克雷格·B·阿諾德教授領(lǐng)導(dǎo)的一個(gè)研究小組開發(fā)了一種快速方法,可以同時(shí)跟蹤表面的特定位置并調(diào)整光學(xué)系統(tǒng)的焦距。他們采用了軸向變焦光學(xué)元件,特別是TAG透鏡,其工作頻率為0.1-1 MHz,繞過了光束傳播方向上機(jī)械運(yùn)動(dòng)的延遲。
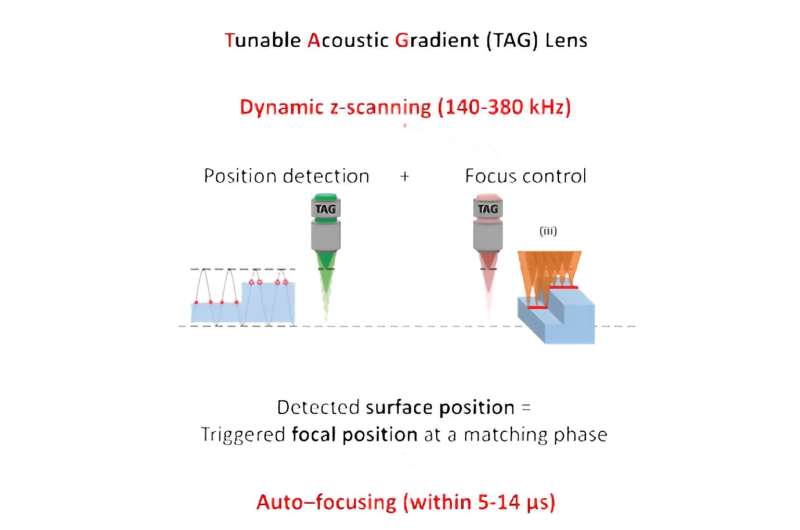
該團(tuán)隊(duì)創(chuàng)新性地使用動(dòng)態(tài)z掃描同時(shí)進(jìn)行檢測(cè)和移動(dòng),而無需任何機(jī)械軸向移動(dòng)。表面檢測(cè)、焦點(diǎn)檢索和制造激光脈沖發(fā)射之間的時(shí)間理論上在z掃描的兩個(gè)周期內(nèi),或幾微秒內(nèi),明顯快于任何基于機(jī)械的重新聚焦系統(tǒng)與次級(jí)表面位置傳感元件的組合。
該團(tuán)隊(duì)解釋了他們的自動(dòng)聚焦方法的操作原理,“我們將一個(gè)變焦透鏡集成到一個(gè)由探測(cè)光束和制造光束組成的雙激光束裝置中。探測(cè)光束沿z軸連續(xù)掃描,其反射的時(shí)間響應(yīng)與表面位置有關(guān)。同時(shí),我們通過在適當(dāng)?shù)臅r(shí)間觸發(fā)制造激光,將制造光束引導(dǎo)到所需的位置。這種方法在處理非平面或變化樣品時(shí),可以減少散焦的激光脈沖,提高處理速度。”
研究人員還強(qiáng)調(diào):“這種技術(shù)通過實(shí)驗(yàn)室制造的實(shí)時(shí)檢測(cè)和聚焦系統(tǒng)進(jìn)行自動(dòng)聚焦的潛力,該系統(tǒng)旨在即時(shí)跟蹤表面形貌,而無需在z方向上進(jìn)行任何機(jī)械運(yùn)動(dòng)。”
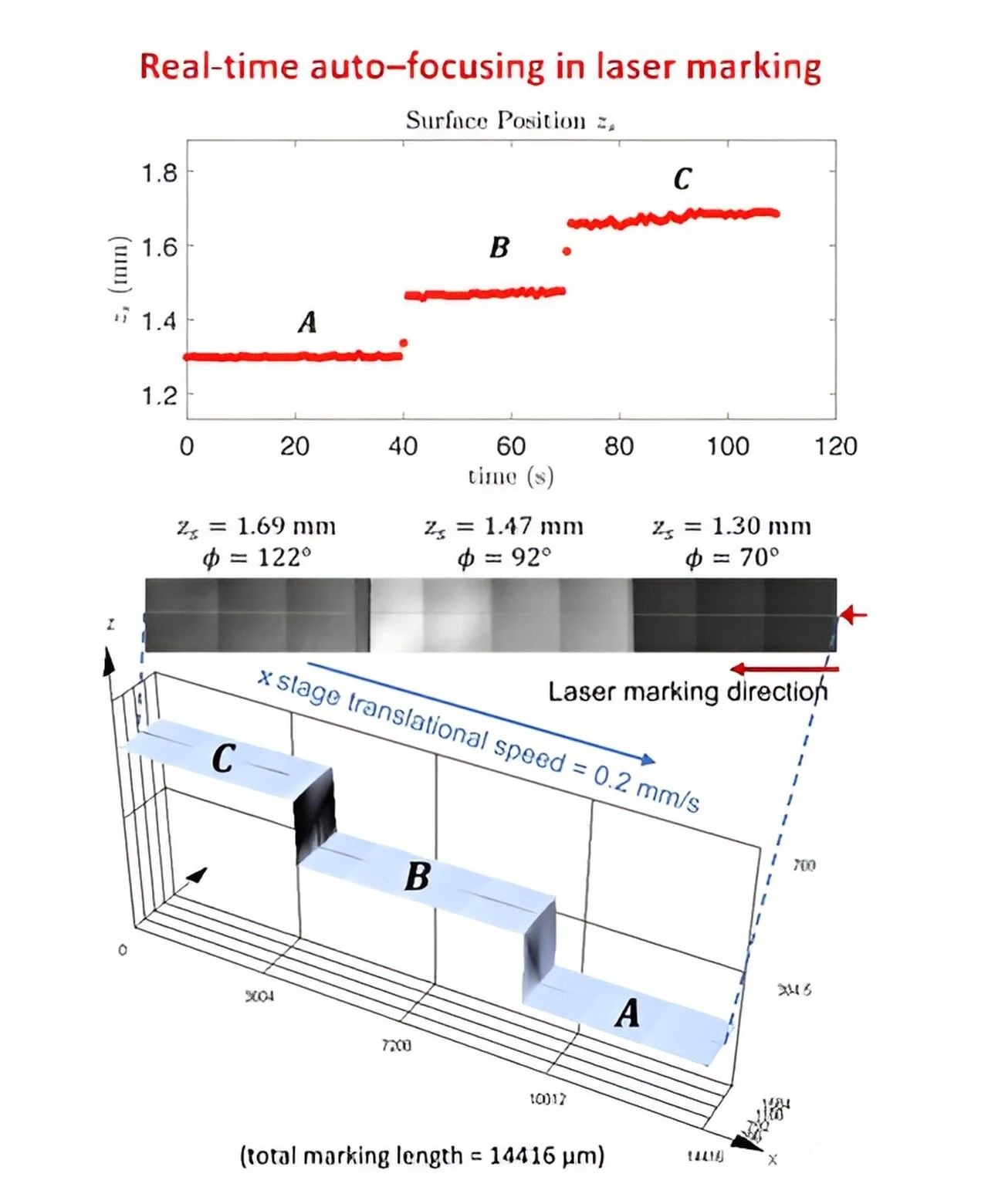
上圖顯示了通過粘附三片硅片制成的兩步表面的實(shí)時(shí)自動(dòng)對(duì)焦激光打標(biāo)過程中的表面位置。這三個(gè)表面分別用A、B和C標(biāo)記。下圖顯示了兩步曲面的3D顯微鏡,其中中心的線顯示了階梯曲面上的均勻激光打標(biāo)。與傳統(tǒng)的定焦加工相比,動(dòng)態(tài)Z掃描自動(dòng)對(duì)焦方法減少了散焦激光脈沖,提高了加工非平面或變化表面時(shí)的加工速度。
“這種新的軸向聚焦對(duì)準(zhǔn)解決方案為高速非平面和可變表面的材料加工開辟了新的可能性。我們相信,從光學(xué)元件的機(jī)械運(yùn)動(dòng)到光束動(dòng)態(tài)成形的轉(zhuǎn)變,將不斷激發(fā)光學(xué)計(jì)量和3D激光制造領(lǐng)域更多令人興奮的應(yīng)用。”
審核編輯 黃宇
-
自動(dòng)對(duì)焦
+關(guān)注
關(guān)注
0文章
34瀏覽量
14595 -
激光加工
+關(guān)注
關(guān)注
0文章
89瀏覽量
11758
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
Phasics波前傳感器的應(yīng)用案例(一)SID4在超快超強(qiáng)激光的前沿應(yīng)用

金剛石遇上激光:不同激光類型加工效果大揭秘

新品發(fā)布 | 優(yōu)可測(cè)激光位移傳感器SL-5000系列:超高精度、超快采樣速率、超小光點(diǎn)直徑
全球激光加工市場(chǎng)分析
iFocus 自動(dòng)對(duì)焦模塊,輕松解決高倍率自動(dòng)光學(xué)檢測(cè)難題

激光加工中的“零級(jí)光妖怪”,如何智斗這位“不速之客”?——《黑神話:悟空》版

ZEX-201B 自動(dòng)對(duì)焦顯微鏡
有哪些應(yīng)用場(chǎng)景需要使用激光圖像自動(dòng)對(duì)焦傳感器?

剛剛,國(guó)內(nèi)超快光纖激光器獲重要進(jìn)展
激光自動(dòng)對(duì)焦顯微系統(tǒng):原理、應(yīng)用全面解析


揭秘半封閉半自動(dòng)激光切管機(jī)主要應(yīng)用于金屬加工行業(yè)
激光焊接機(jī)手持式:無所不能的加工神器
探索極限的光學(xué)魔法:濱松LCOS-SLM在超快激光加工的前沿突破






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論