 如何有效控制回流焊的橫向溫差以達到理想效果
如何有效控制回流焊的橫向溫差以達到理想效果
無鉛回流焊的溫度遠高于有鉛回流焊,無鉛回流焊的溫度設定很難調整,特別是無鉛回流焊的窗口很小,因此控制橫向溫差非常重要,無鉛回流焊接工藝窗口很小,如果無鉛回流焊爐內的兩點橫向溫差大就會造成鉛線路板焊點出現各種不良問題,因此無鉛回流焊爐內橫向溫差的控制非常重要。如何降低回流焊的橫向溫差,達到回流焊的理想效果。
無鉛回流焊溫度曲線
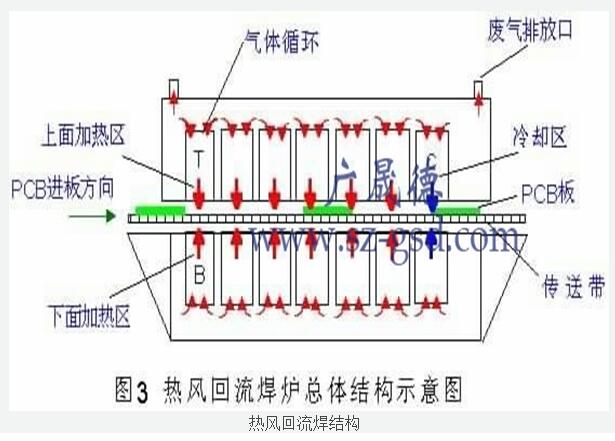
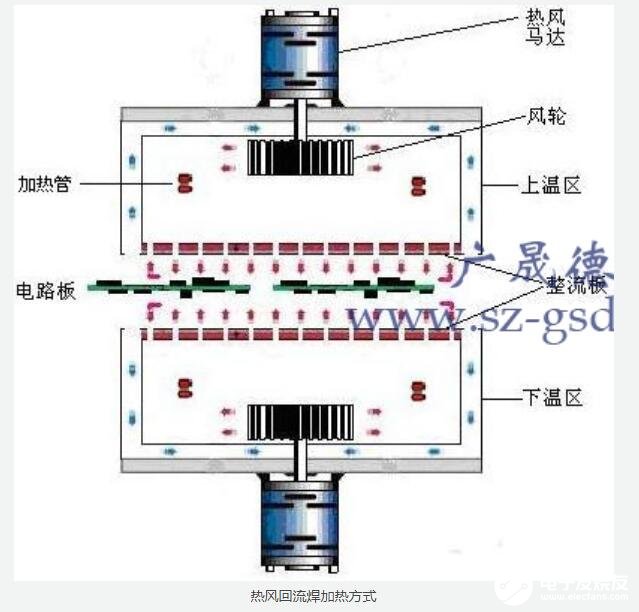
一、溫區回流焊的熱風輸送
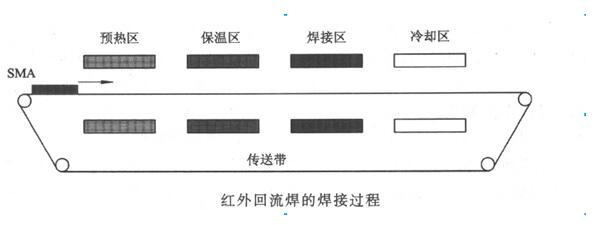
目前,主流回流焊采用全熱風加熱方式,在回流焊發展過程中,也出現了紅外加熱,但由于加熱,不同顏色器件的紅外吸收反射率不同,以及相鄰元器件的屏蔽所產生的陰影效應。溫差會導致焊接的風從工藝窗口跳出來。在回流焊的加熱方法中,紅外加熱技術逐漸被淘汰。在焊接過程中,要注意傳熱效果,特別是對于原有的大熱量裝置,如果傳熱不夠,會導致小熱容裝置后升溫明顯加速,造成橫向溫差。
二、無鉛回流焊鏈條速度控制
無鉛回流焊的鏈條速度控制會影響PCB橫向溫差,一般來說,降低鏈條速度會給大熱容設備帶來更多的加熱時間,從而減小橫向溫差。但爐溫曲線的設定取決于錫膏的要求,因此,在實際生產中降低鏈條速度限制是不現實的,這取決于錫膏的使用,如果電路板上有很多打的吸熱部件,建議降低回流焊傳輸鏈條的速度,使大的芯片部件能充分吸熱。
三、無鉛回流焊風速和風量的控制
如果回流焊的其他條件不變,只有當回流焊風扇轉速降低30%時,電路板上的溫度才會降低10℃左右。由此可見,風速和風量的控制對回流焊的控制非常重要,為了實現風速和風量的控制,需要注意兩點控制,減少回流焊的橫向溫差,提高焊接效果;1、采用變頻調速,減少電壓波動對風機的影響;2、盡量較少回流焊的排風量,因為排風量的中心負荷往往不穩定,容易影響回流焊爐內熱風的流動。
四、良好的回流焊穩定性可降低爐內溫差
即使回流焊設置良好,也需要保證穩定性、重復性和一致性。特別是在生產中,由于設備原因,如有一點漂移,很容易跳出工藝窗口,造成冷焊或設備損壞。因此,越來越多的廠家開始注重設備的穩定性。
五、無鉛回流焊結構的影響
無鉛回流焊傳送方式:一般分為三種,導軌型、網帶型、導軌+網帶型,產品靠近導軌端溫度一般會有所偏低,所以回流焊的導軌盡量離回風口遠一些,也就不建議用最大寬度極限來焊接產品。如果單面板,那么網帶或單一的導軌更容易取得較少的橫向溫差。
無鉛回流焊風道結構:熱風風道一般人分為單風道、雙風道,單風道的風通結構比較簡單,維護方便,是目前中低端回流焊主流方式,但精密及要求高熱風效率的產品,一般需要雙風道回流焊,這樣的回流焊設備制造成本比較高,所以通常用于高端回流焊。
六、無鉛回流焊設備的穩定性
即使我們獲得了一個最的爐溫曲線設置,但要實現它還是需要設備的穩定性,重復性和一致性來給予保證。特別是無鉛生產,如果由于設備原因稍有漂移,便很容易跳出工藝窗口導致冷焊或原器件損壞。
推薦閱讀:http://m.1cnz.cn/article/89/140/2020/202004141203187.html
責任編輯:gt
-
pcb
+關注
關注
4322文章
23128瀏覽量
398644 -
元器件
+關注
關注
112文章
4731瀏覽量
92524 -
回流焊
+關注
關注
14文章
470瀏覽量
16790
發布評論請先 登錄
相關推薦
回流焊 VS波峰焊
回流焊設備四大溫區作用詳解
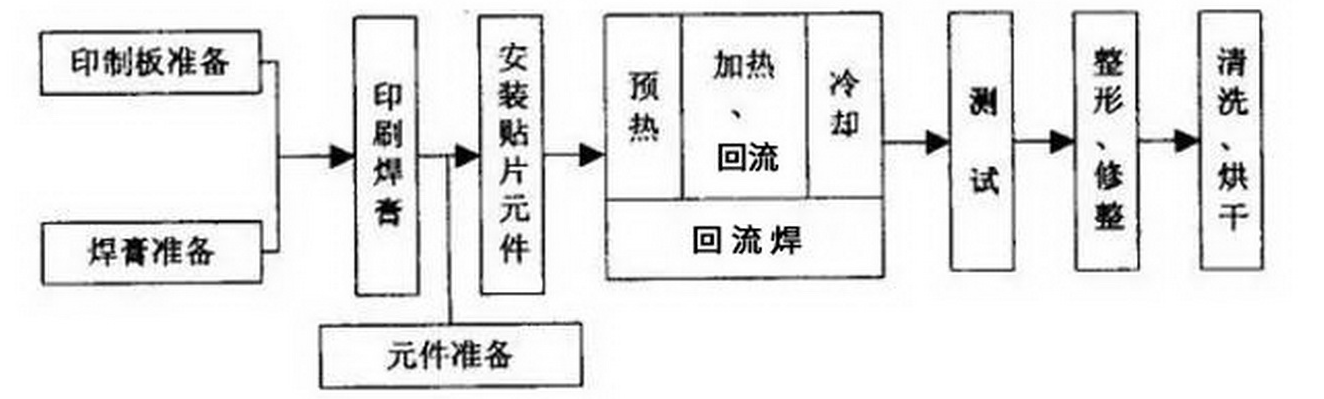
回流焊原理以及工藝
回流焊具體是怎樣的呢?回流焊的原理是什么?
總結回流焊正確使用技巧
熱風回流焊結構_熱風回流焊原理
紅外回流焊介紹_紅外回流焊加熱原理
回流焊的加熱方法_熱風回流焊的加熱方式
什么是回流焊,回流焊的作用是什么
回流焊的工藝控制技巧要求





 工商網監
工商網監
評論