") 數(shù)控銑床的操作步驟_數(shù)控銑床操作注意事項(xiàng)
數(shù)控銑床的操作步驟_數(shù)控銑床操作注意事項(xiàng)
數(shù)控銑床的操作步驟
1、書寫或編程加工前應(yīng)首先編制工件的加工程序,如果工件的加工程序較長且比較復(fù)雜時(shí),最好不要在機(jī)床上編程,而采用編程機(jī)或電腦編程,這樣可以避免占用機(jī)時(shí),對(duì)于短程序也應(yīng)寫在程序單上。
2、開機(jī)一般是先開機(jī)床再開系統(tǒng),有的設(shè)計(jì)二者是互鎖的,機(jī)床不通電就不能在CRT上顯示信息。
3、回參考點(diǎn)對(duì)于增量控制系統(tǒng)(使用增量式位置檢測元件)的機(jī)床,必須首先執(zhí)行這一步,以建立機(jī)床各坐標(biāo)的移動(dòng)基準(zhǔn)。
4、調(diào)加工程序根據(jù)程序的存儲(chǔ)介質(zhì)(紙帶或磁帶、磁盤),可以用紙帶閱讀機(jī)、盒式磁帶機(jī)、編程機(jī)或串口通信輸入,若是簡單程序可直接采用鍵盤在CNC控制面板上輸人,若程序非常簡單且只加工一件,程序沒有保存的必要。可采用MDI方式逐段輸人、逐段加工。另外,程序中用到的工件原點(diǎn)、刀具參數(shù)、偏置量、各種補(bǔ)償量在加工前也必須輸人。
5、程序的編輯輸人的程序若需要修改,則要進(jìn)行編輯操作。此時(shí),將方式選擇開關(guān)置于編輯位置,利用編輯鍵進(jìn)行增加、刪除、更改。關(guān)于編輯方法可見相應(yīng)的說明書。
6、機(jī)床鎖住,運(yùn)行程序此步驟是對(duì)程序進(jìn)行檢查,若有錯(cuò)誤,則需重新進(jìn)行編輯。
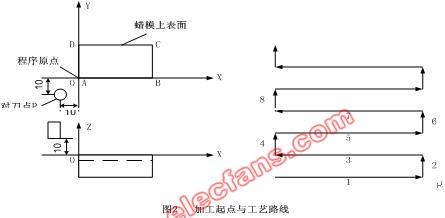
7、上工件、找正對(duì)刀采用手動(dòng)增量移動(dòng),連續(xù)移動(dòng)或采用手搖輪移動(dòng)機(jī)床,將起刀點(diǎn)對(duì)到程序的起始處,并對(duì)好刀具的基準(zhǔn)。
8、啟動(dòng)坐標(biāo)進(jìn)給進(jìn)行連續(xù)加工一般是采用存儲(chǔ)器中程序加工,這種方式比采用紙帶上程序加工故障率低,加工中的進(jìn)給速度可采用進(jìn)給倍率開關(guān)調(diào)節(jié),加工中可以按進(jìn)給保持按鈕,暫停進(jìn)給運(yùn)動(dòng),觀察加工情況或進(jìn)行手工測量,再按下循環(huán)啟動(dòng)按鈕,即可恢復(fù)加工,為確保程序正確無誤,加工前應(yīng)再復(fù)查一遍,在銑削加工時(shí),對(duì)于平面曲線工件,可采用鉛筆代替刀具在紙上面工件輪廓,這樣比較直觀,若系統(tǒng)具有刀具軌跡模擬功能則可用其檢查程序的正確性。
9、操作顯示利用CRT的各個(gè)畫面顯示工作臺(tái)或刀具的位置、程序和機(jī)床的狀態(tài),以使操作工人監(jiān)視加工情況。
10、程序輸出加工結(jié)束后,若程序有保存必要,可以留在CNC的內(nèi)存中,若程序太長,可以把內(nèi)存中的程序輸出給外部設(shè)備(例如穿孔機(jī)),在穿孔紙帶(或磁帶、磁盤等)上加以保存。
11、關(guān)機(jī)一般應(yīng)先關(guān)機(jī)床再關(guān)系統(tǒng)。
數(shù)控銑床操作注意事項(xiàng)
1、操作前要穿緊身防護(hù)服,袖口扣緊,上衣下擺不能敞開,嚴(yán)禁戴手套,不得在開動(dòng)的機(jī)床旁穿、脫換衣服,或圍布于身上,防止機(jī)器絞傷,必須戴好安全帽,辮子應(yīng)放入帽內(nèi),不得穿裙子、拖鞋。戴好防護(hù)鏡:以防鐵屑飛濺傷眼,并在機(jī)床周圍安裝擋板使之與操作區(qū)隔離。
2、工件裝夾前,應(yīng)擬定裝夾方法。裝夾毛坯件時(shí),臺(tái)面要墊好,以免損傷工作臺(tái)。
3、工作臺(tái)移動(dòng)時(shí)要檢查緊固螺絲應(yīng)打開,工作臺(tái)不移動(dòng)時(shí)緊固螺絲應(yīng)緊上。
4、刀具裝卸時(shí),應(yīng)保持銑刀錐體部分和錐孔的清潔,并要裝夾牢固。高速切削時(shí)必須戴好防護(hù)鏡。工作臺(tái)不準(zhǔn)堆放工具,零件等物,注意刀具和工件的距離,防止發(fā)生撞擊事故。
5、安裝銑刀前應(yīng)檢查刀具是否對(duì)號(hào)、完好,銑刀盡可能靠近主軸安裝,裝好后要試車。安裝工件應(yīng)牢固。
6、工作時(shí)應(yīng)先用手進(jìn)給,然后逐步自動(dòng)走刀,運(yùn)轉(zhuǎn)自動(dòng)走刀時(shí),拉開手輪,注意限位擋塊是否牢固,不準(zhǔn)放到頭,不要走到兩極端而撞壞絲杠:使用快速行程時(shí),要事先檢查是否會(huì)相撞等現(xiàn)象,以免碰壞機(jī)件、銑刀碎裂飛出傷人,經(jīng)常檢查手搖把內(nèi)的保險(xiǎn)彈簧是否有效可靠,鈦浩機(jī)械是以回轉(zhuǎn)頂尖、絲杠、機(jī)床主軸、軸加工、高精刀柄、刀桿、彈性夾頭、非標(biāo)件加工、機(jī)床接桿為公司的主打產(chǎn)品!
7、切削時(shí)禁止用手摸刀刃和加工部位。測量和檢查工件必須停車進(jìn)行,切削時(shí)不準(zhǔn)調(diào)整工件。
8、主軸停止前,須先停止進(jìn)刀。如若切削深度較大時(shí),退刀應(yīng)先停車,掛輪時(shí)須切斷電源,掛輪間隙要適當(dāng),掛輪架背母要緊固,以免造成脫落;加工毛坯時(shí)轉(zhuǎn)速不宜太快,要選好吃刀量和進(jìn)給量。
9、發(fā)現(xiàn)機(jī)床有故障,應(yīng)立即停車檢查并報(bào)告建設(shè)與保障部派機(jī)修工修理,工作完畢應(yīng)做好清理工作,并關(guān)閉電源。
-
銑床
+關(guān)注
關(guān)注
1文章
34瀏覽量
11471 -
數(shù)控銑床
+關(guān)注
關(guān)注
0文章
31瀏覽量
7765
發(fā)布評(píng)論請先 登錄
相關(guān)推薦
深圳主軸在數(shù)控銑床上的作用 數(shù)控銑床主軸
數(shù)控銑床編程實(shí)例
數(shù)控銑床(加工中心)編程與操作課程教學(xué)大綱
數(shù)控銑床加工實(shí)驗(yàn)
數(shù)控銑床的操作與加工實(shí)驗(yàn)
數(shù)控銑床的編程實(shí)驗(yàn)
數(shù)控銑床基本操作
基于ARM9的數(shù)控銑床系統(tǒng)設(shè)計(jì)方案

數(shù)控銑床的作用有哪些
數(shù)控銑床的分類
數(shù)控銑床與普通銑床的主要區(qū)別
數(shù)控銑床主軸故障實(shí)例





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論