 關于豐田直列4缸2.8 L ESTEC 1GD-FTV發動機性能分析
關于豐田直列4缸2.8 L ESTEC 1GD-FTV發動機性能分析
摘要:為了應對柴油機日益增長的需求,并力求在提高扭矩性能的同時實現節能,開發了1款新型高效率2.8 L直列4缸柴油機。該發動機以1種創新的燃燒概念為基礎,通過減少冷卻損失,使發動機效率得到了提高。通過限制缸內氣流及改善燃燒室隔熱,減少了冷卻損失。為了避免限制氣流對排放產生影響,開發了1種能夠通過優化缸內燃油分布來提高缸內氣體利用率的新燃燒室形狀。采用了1種能夠根據氣體溫度改變壁面溫度的新型隔熱涂層來提高燃燒室的隔熱性能,因而減少了冷卻損失,并避免了進氣加熱的協調作用。為了采用這種燃燒概念,并同時提高動力性能,必須著重調整進排氣道的高流量特性。通過采用具有獨立功能的進氣道、優化進氣門的直徑和布置、以及提高進排氣系統的總體效率實現了這種調整。由于優化氣道形狀需要更大的設計自由度,因此開發了1種具有較高密封性能的新型氣缸蓋襯墊,這種缸徑為92 mm的氣缸蓋襯墊僅采用4個缸蓋螺栓。由于整臺發動機都貫徹這種燃燒概念,并結合各種減小摩擦的技術,該發動機的CO2排放比原有機型的減少了約15%,最高熱效率約達到44%。
由于全球環保和節能意識的不斷增強,對具有更低和更清潔排放的車輛的需求持續增加。
在混合動力車輛的引領下,越來越多的環保車輛正在投放市場。柴油機則是環保技術的另一個實例。柴油機因其卓越的燃油經濟性、可靠性和大扭矩,在SUV和商用車市場尤其受歡迎。
為了順應這種發展趨勢,豐田汽車公司按照超高熱效率燃燒的經濟性(ESTEC)開發理念,開發并投放了1款頗具吸引力的2.8 L新型直列4缸1GD-FTV柴油機。
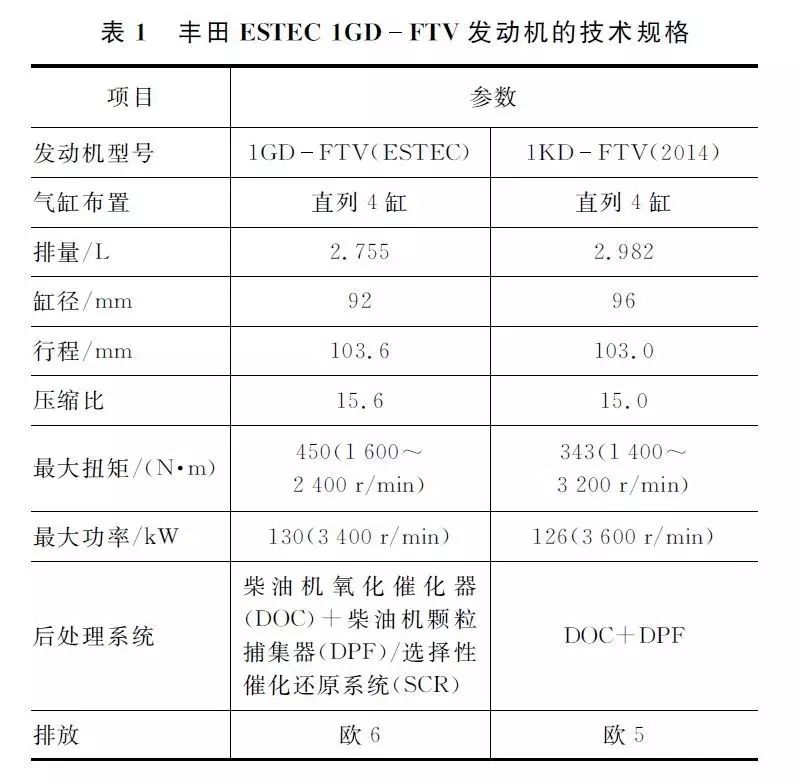
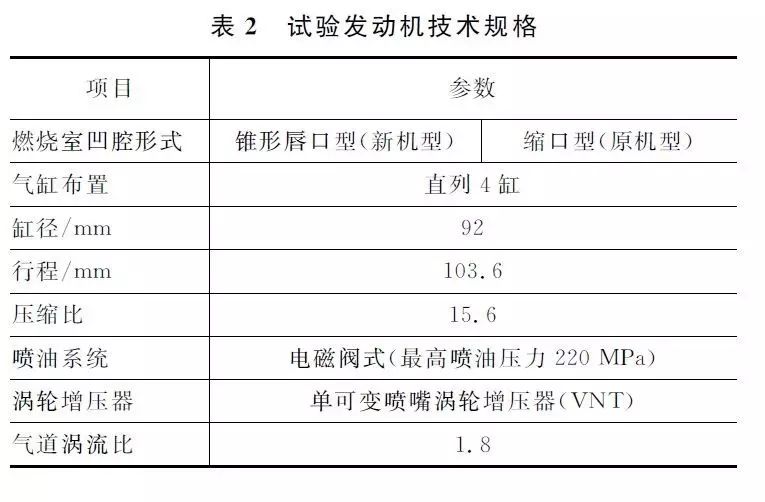
表1是1GD〖CD*2〗FTV發動機的具體參數。為了獲得更高的效率,對現有1KD-FTV發動機的缸徑和其他基本參數進行了修改。考慮到對未來其他用途的適用性,排量有所縮減,低轉速下的發動機扭矩(低端扭矩)和最高功率均有所提高,使發動機達到了高水平的經濟性和動力性能。同時,鑒于使用的燃油品質有差異,為了提高運轉可靠性,增大了壓縮比。
發動機的燃燒特性在提高效率方面起著實質性作用。這款發動機的開發著重關注了這些特性,并采用了先前提出的減少冷卻損失的燃燒概念。為了利用這些燃燒特性,提高了進排氣的效率,以提高動力性能,為了能夠采用新的進排氣道,對發動機的基本結構進行了修改。本文介紹了該發動機是如何根據推薦的燃燒概念來提高效率和性能的,并詳細介紹了1GD發動機采用這種燃燒概念的效果。
1 燃燒概念和發動機系統的目標
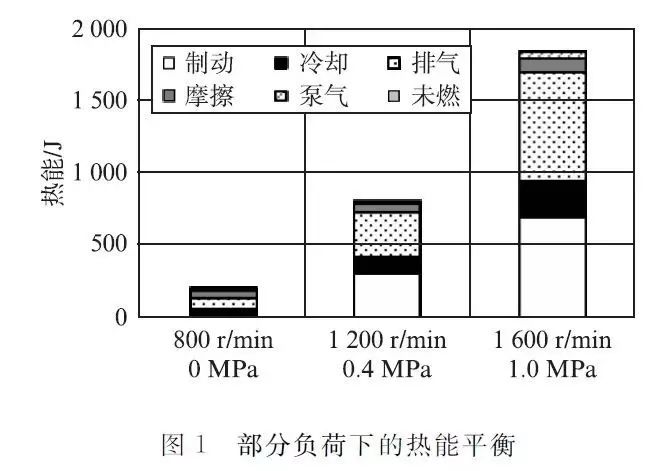
圖1所示為部分負荷下的熱平衡。由于大部分熱能是由冷卻損失、排氣損失和摩擦損失耗散掉的,因此,必須減少這些損失以降低發動機的燃油耗。然而,由于減少排氣損失可能會使排氣溫度降低并會對催化系統產生不利影響,因此,為了實現清潔低排放,這種燃燒概念要求優先減少冷卻損失:
Qw=α(Tg-Tw)(1)
式(1)為熱流量公式,其中α為導熱系數(W/(m2·K)),Tg為缸內氣體溫度(K),Tw為燃燒室壁面溫度(K),Qw為熱流量(W/m2)。為了減少冷卻損失,必須通過限制缸內氣流來減小導熱系數,使燃燒氣體與燃燒室壁面之間的溫度差最小。
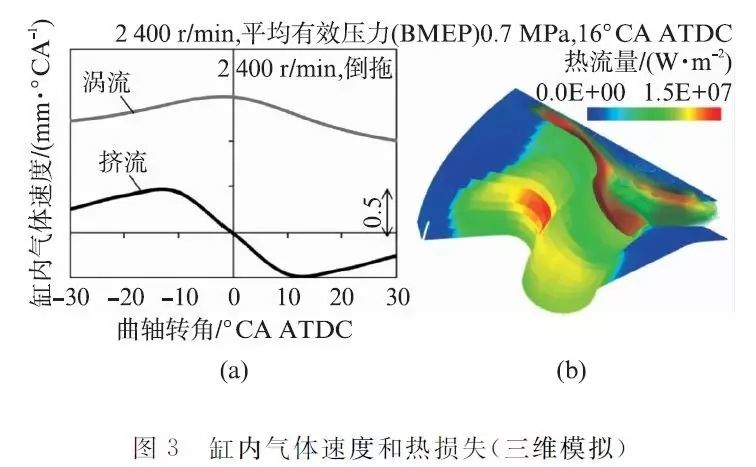
作為減小導熱系數的第一步,開發了1種新的燃燒室形狀,該燃燒室的唇口有1個錐面(稱之為錐形唇口燃燒室)(圖2)。圖3所示為上止點后16°CA時缸內氣體速度和燃燒室壁面熱流量的計算流體動力學(CFD)結果。除了渦流外,逆向擠流的作用也會在唇口處產生大量熱損失。可以通過改善燃油與空氣的混合來減少發動機的排放。
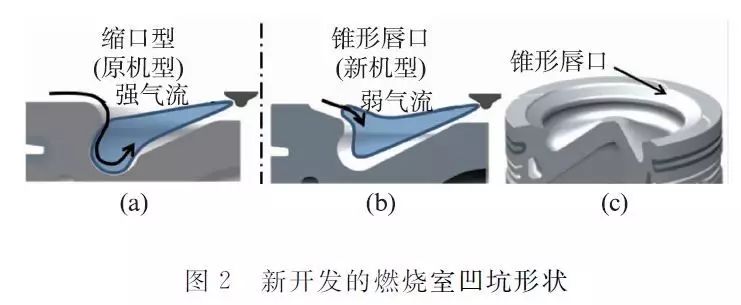
錐形唇口燃燒室的設計是通過減小擠流區的尺寸和限制擠流量來減少冷卻損失的。限制逆向擠流可能會產生的1個不利作用是排放惡化。為了抑制排放的增加,新設計的錐形部分能夠優化燃燒室內外的噴霧分布,并且能夠有效地利用錐面頂部處的燃燒室外部空間。
接下來,為了使缸內氣體與燃燒室壁面之間的溫度差最小化,在活塞上采用了熱波動壁面隔熱技術。傳統隔熱技術的1個缺點是燃燒室壁面的溫度升高會使工作氣體加熱,因而會對容積效率和NOx排放產生不利影響。為了克服這些問題,必須根據缸內氣體溫度來改變壁面溫度,以減少冷卻損失和防止對進氣加熱。
由于這一燃燒概念的目標是減少冷卻損失,因而不需要強烈的缸內氣流。此外,為了提升小型化發動機的動態性能,必須大幅度提高進排氣的效率和流量。通過提高進排氣效率,就可以采用結構更加緊湊的渦輪增壓器,這樣會對排氣系統、燃油耗,以及低端扭矩產生各種有利影響。進排氣系統在滿足這些要求方面起著主要作用。因此,除了開發新型進排氣道形狀外,還采取了大范圍的改進措施,包括進排氣門的直徑和布置。同時,為了能采用這種新穎進排氣系統,還對發動機的基本結構進行了全面重新設計。由于采用了這種新燃燒概念,發動機的效率和動力性能都得到了改善。
2 試驗系統
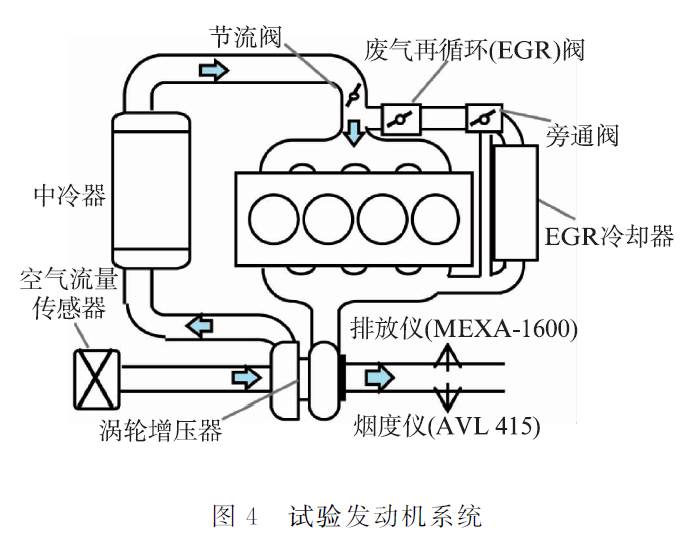
表2為試驗發動機的技術規格,圖4為試驗系統的示意圖。為了檢驗錐形唇口燃燒室的效果,采用了與以前燃燒室相同的壓縮比和氣道渦流比。采用Horiba公司生產的Mexa-700排氣測量系統測定發動機的排氣成分,采用AVL公司生產的415S煙度計,測量排氣煙度。在錐形唇口燃燒室上觀測了波動隔熱涂層的效果。
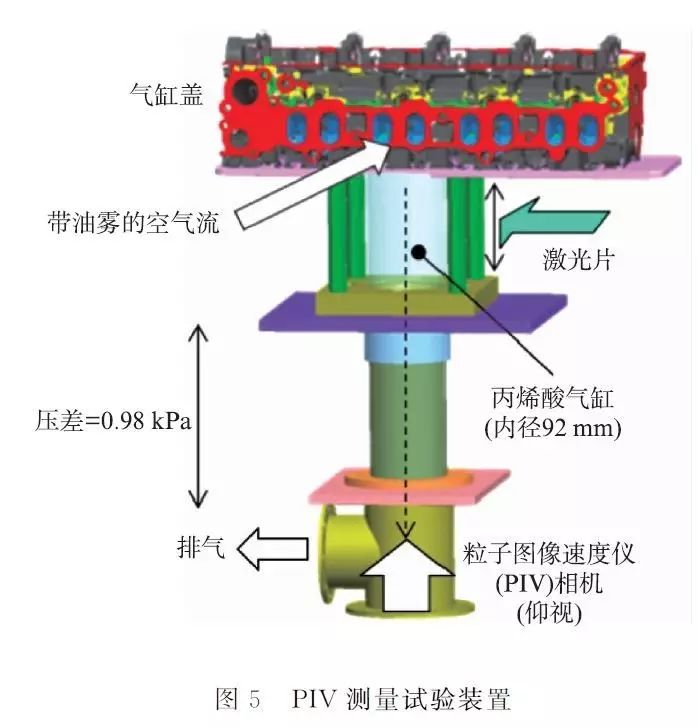
除了利用葉輪式渦流計調整渦流和流量系數外,還利用圖5所示的粒子成像速度儀(PIV)對流動現象進行了可視化測量和分析。
3 錐形唇口燃燒室的效果
3.1 部分負荷性能
為了確定錐形唇口燃燒室的特性,利用CDadapco公司的STAR-CD軟件進行了CFD分析。分別采用RNG k-ε模型和ECFM-3Z模型對紊流和燃燒進行了分析。表3和圖6所示為2400 r/min和0.7 MPa平均有效壓力(BMEP)條件下的計算結果。圖中結果表明,錐形唇口燃燒室使擠流速度有所降低。熱損失圖表明,在上止點后8°CA燃燒開始后,具有低流量特征的錐形唇口燃燒室的活塞壁面的熱損失較小。與之相反,氣缸蓋壁面的熱損失在上止點后10°CA以后不斷增加。盡管這一熱損失有所增加,但是與以前的縮口型燃燒室相比,錐形唇口燃燒室的總熱損失減少了約10 J。

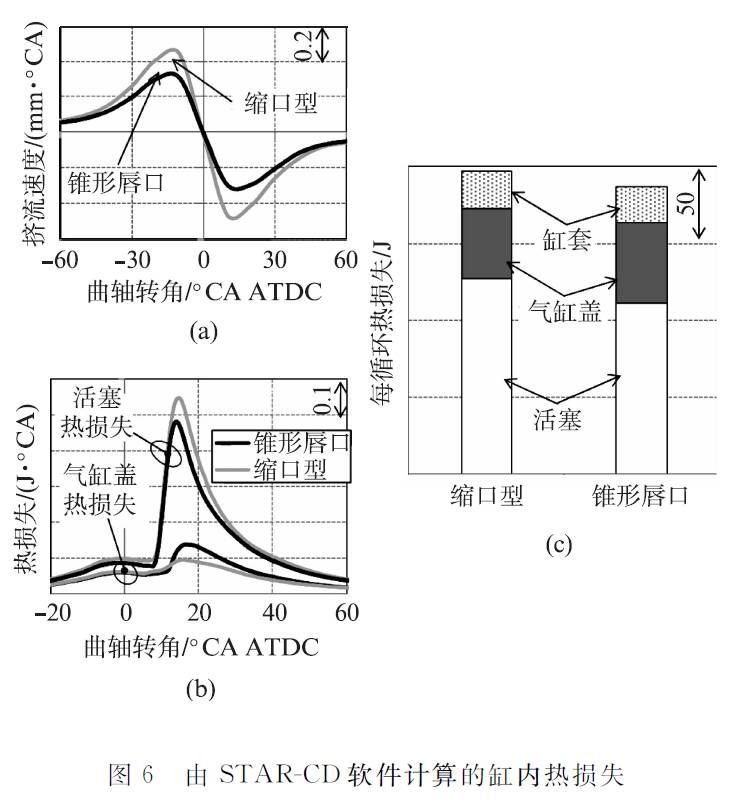
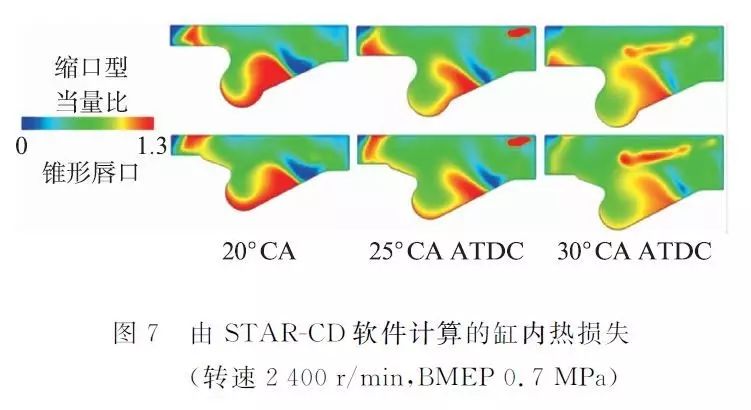
圖7比較了相同條件下缸內當量比的時間序列結果。采用錐形唇口燃燒室時,錐形唇口會促使噴霧向圓周外側和氣缸蓋方向運動,從而會在20°CA ATDC時在擠流區上方形成過濃混合氣。據此可以得出結論,采用錐形唇口燃燒室時氣缸蓋壁面熱的損失減少是由擠流區的局部過濃混合氣導致的,這會導致燃燒氣體溫度局部升高。在30°CA ATDC時,由于錐形唇口能使燃油朝燃燒室內側和外側優化分布,因而能促進錐形唇口燃燒室內的稀薄燃燒,因此能像預期的那樣將這種過濃混合氣區域分解開來。
根據CFD分析結果,設計了1種錐形唇口優化的燃燒室,以減少冷卻損失和獲得最佳的噴霧分布。圖8所示為表2所列的1臺實際發動機的性能評估結果。與CFD結果一致,這種燃燒室設計在減少冷卻損失的同時還降低了燃油耗,且不會增加排放。此外,一部分冷卻損失的減少會導致排氣損失較大,因此,燃油耗降低,排氣溫度升高。
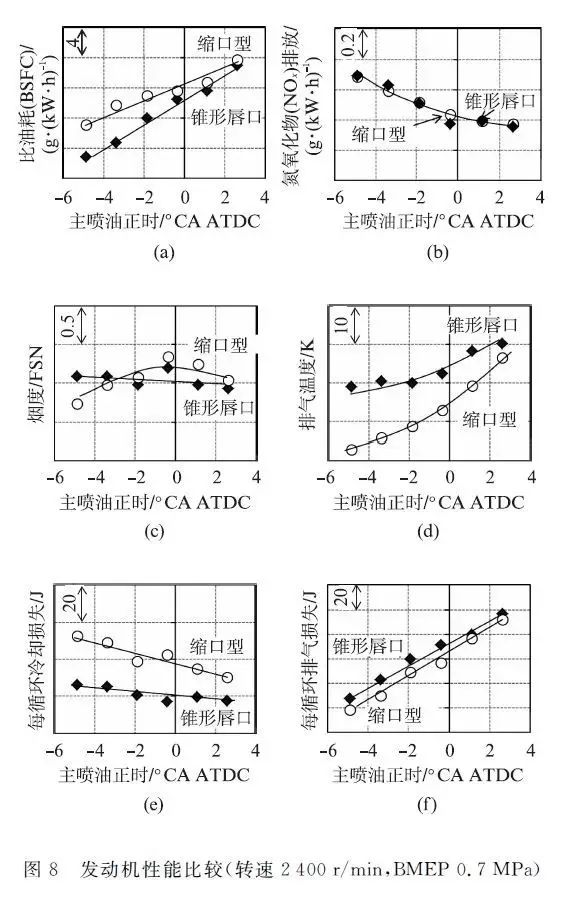
結果顯示,低流量會導致煙度較高。通過利用激光誘導熾光法(LII)測量擠流區的碳煙濃度,詳細分析了排放未增加的原因。由于試驗裝置尺寸的限制,缸徑必須設置為86 mm。為此將評估燃燒室用的缸徑(92 mm)改為86 mm,而燃燒室形狀保持相同。表4、圖9和圖10所示為與擠流區側向測得的碳煙濃度密切相關的LII信號的強度。在5°CA ATDC的初始燃燒位置,錐形唇口燃燒室擠流區的LII信號強度很強。但是,在15°CA ATDC時,它與縮口型燃燒室的差異實際上已經消失。圖11所示為每個曲軸轉角下測得的累計LII信號強度的變化曲線。采用錐形唇口燃燒室時,擠流區的碳煙生成量在燃燒循環早期有所增加。然后,當擠流區的燃燒條件變稀薄時,碳煙的氧化速度便加快,因而錐形唇口燃燒室發動機的碳煙濃度仍能保持與縮口型燃燒室發動機的相似。
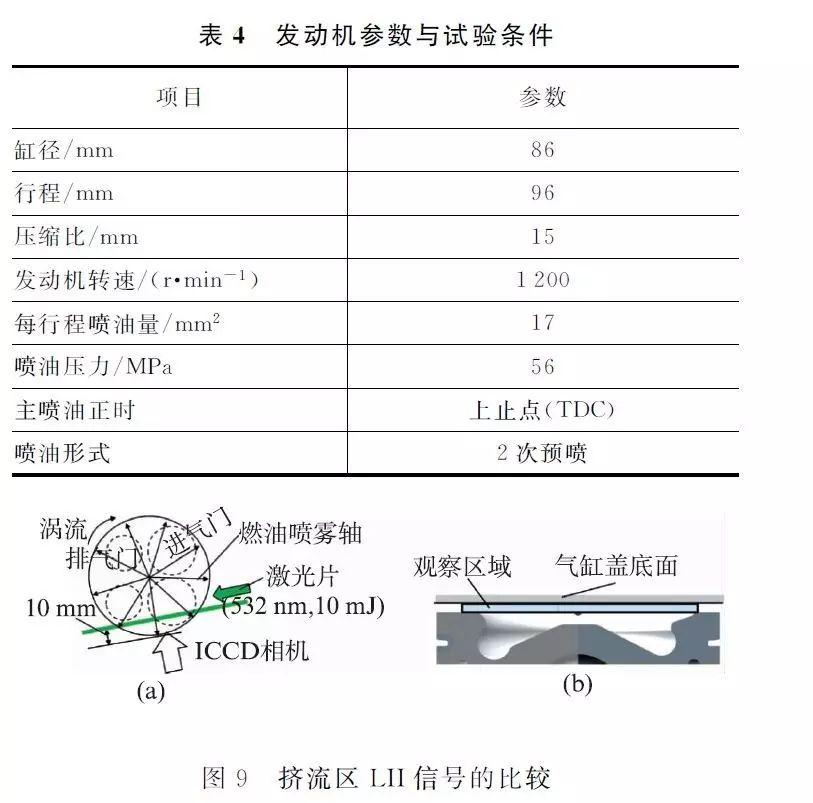
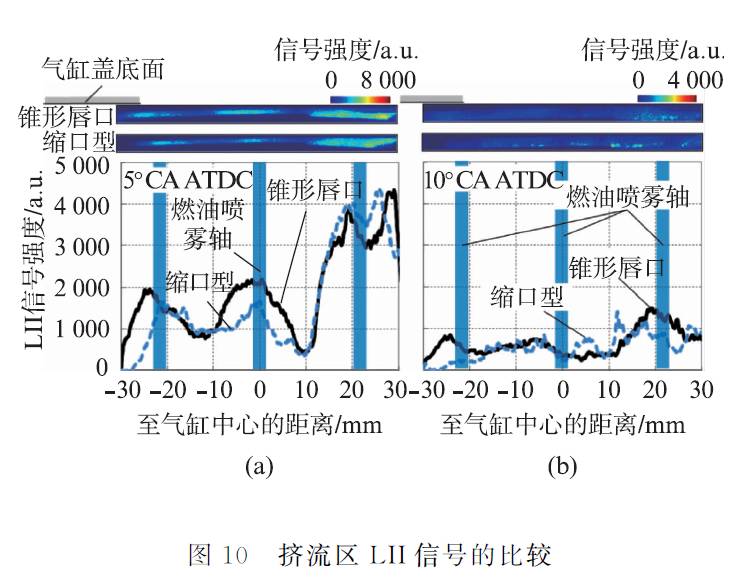
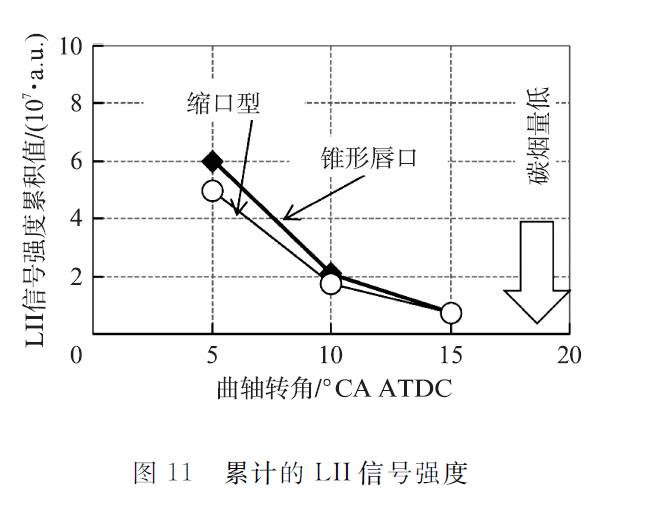
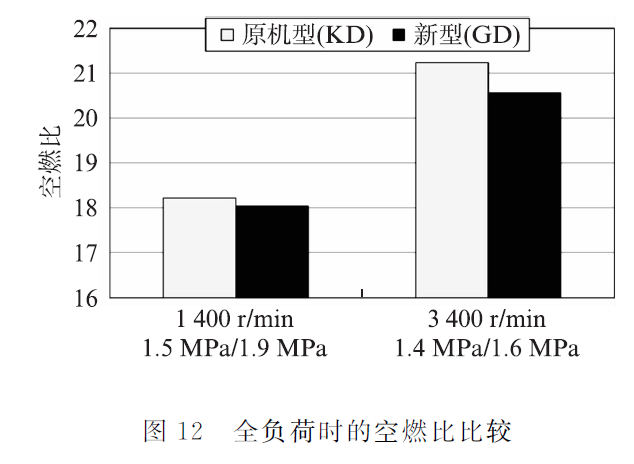
圖12為在相同碳煙濃度條件下全負荷時的空燃比比較(1400 r/min和3400 r/min)。如圖所示,錐形唇口燃燒室的空燃比可以設置得更大。根據已確認的錐形唇口燃燒室的特性,優化噴霧分布就能抵消全負荷和部分負荷時的排放增加。
這些結果證實,錐形唇口燃燒室可以通過降低流量減少冷卻損失,以及將一部分冷卻損失的減少轉換成排氣損失來降低燃油耗。而排氣損失會導致排氣溫度升高。此外,錐形唇口形狀有利于燃燒氣體的膨脹,并能通過在擠流區創造稀燃條件來促進燃燒,因而能限制對碳煙的不利影響。
4 燃燒室隔熱的效果
4.1 熱波動壁面隔熱技術
作為減少冷卻損失的另一種途徑,采用了熱波動壁面隔熱技術來減少燃燒室的熱損失。
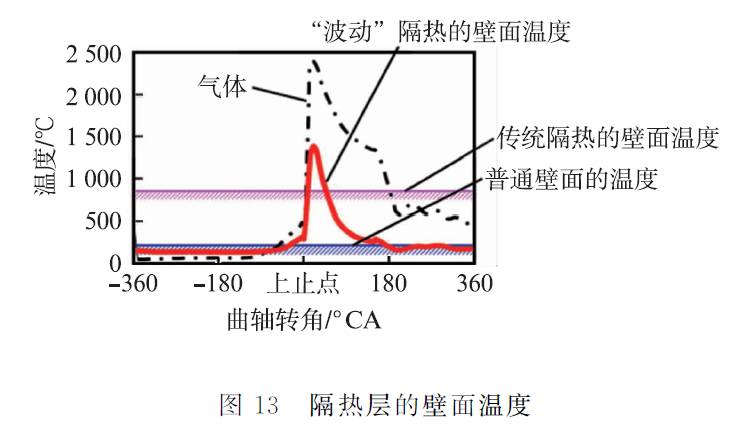
通過減小壁面上隔熱層的導熱率(λ)和體積比熱容(Cρ),隔熱涂層的表面溫度即使在極短的循環時間內也會發生明顯變化。圖13為不同類型燃燒室的壁面溫度和工作氣體溫度的示意圖。在燃燒過程中,隔熱涂層表面的溫度隨燃燒氣體溫度的升高而升高。因此,表面溫度與燃燒氣體溫度的差異減小。由于隔熱涂層的熱容量較小,在緊接著的排氣沖程中表面溫度會快速下降,從而有助于防止在進氣沖程中對進氣的加熱。
為了能采用熱波動壁面隔熱技術,采用了石英增強多孔陽極氧化鋁(SiRPA)作為隔熱涂層材料。圖14所示為SiRPA涂層的結構,表5為它的熱力學特性。
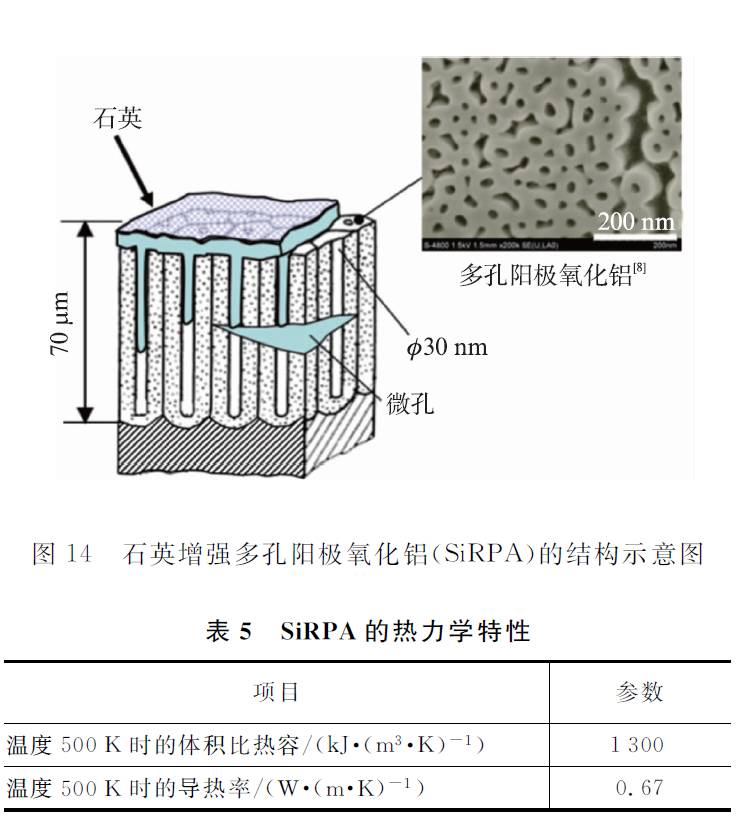
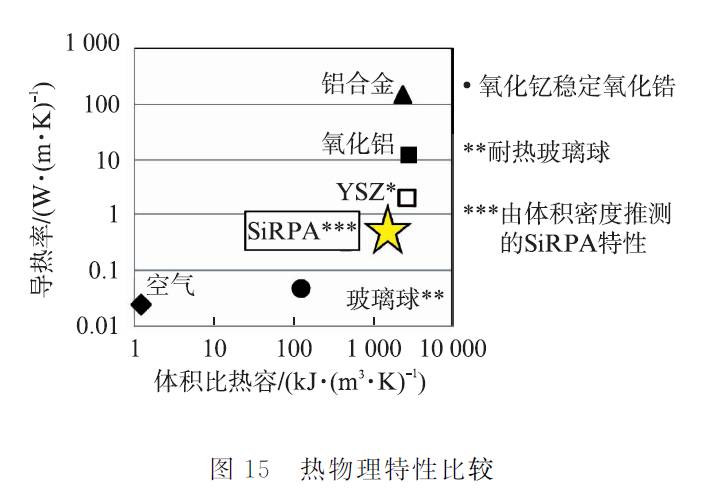
SiRPA涂層的形成過程如下: 在活塞用的高硅鋁合金表面形成一層陽極氧化膜后,用1種高度耐熱的石英密封材料噴涂在陽極氧化膜上,并進行浸漬和熱處理,使之形成1層幾微米厚的防護膜。這種材料能夠防止因燃燒壓力作用產生的氣體侵入,同時還能提高涂層的強度。利用密封劑強化涂層能確保它在活塞上應用具有足夠的可靠性。圖15是SiRPA與其他常規材料的熱力學特性比較。與氧化鋯和其他陶瓷熱障涂層相比,SiRPA的導熱率約為它們的1/3,體積比熱容約為50%。
4.2 熱波動壁面隔熱技術在燃燒室上的應用
圖16所示為燃燒室上的隔熱涂層區域。考慮到SiRPA涂層對燃燒的影響,燃燒室的內部沒有采用涂層,僅在錐形唇口外側采用了SiRPA涂層。

燃燒室壁面的機加工表面粗糙度通常為Ra<1 μm,與這種高度光滑的表面相比,SiRPA的表面粗糙度則較大,約為Ra<3~5 μm。這是由陽極氧化過程中鋁的不均衡增長導致的。因此,在燃燒壁面上使用SiRPA是不可能的。
圖17所示為這種表面粗糙度的差異對燃燒特性的影響。圖中比較了活塞表面粗糙度為Ra=1 μm和Ra=5 μm時,EGR率變化對燃油耗的影響。盡管對于兩種活塞來說燃油耗都隨EGR率增加而變差,但是,表面粗糙度較大時惡化程度更大。
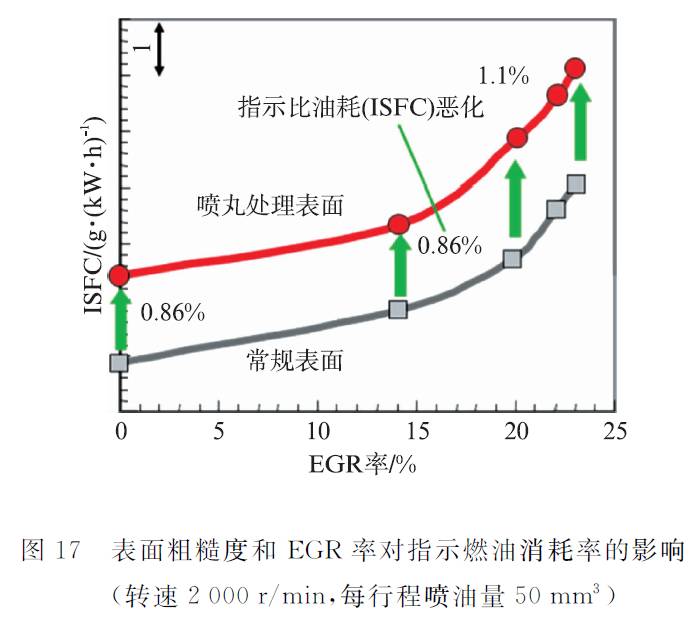
粗糙度大的表面會使燃氣在壁面上的運動速度降低因而會阻止氣體的擴散。因此,高溫燃氣在壁面附近的保持時間會較長,從而導致冷卻損失和燃油耗增加。
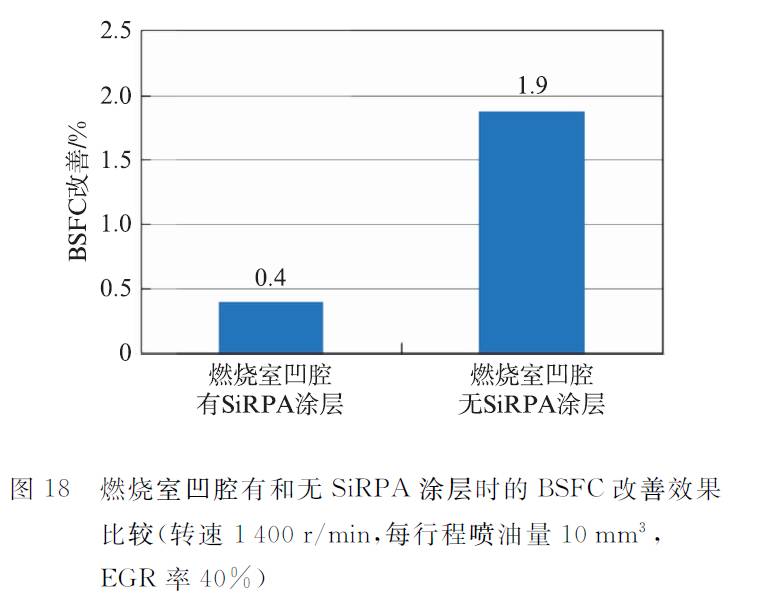
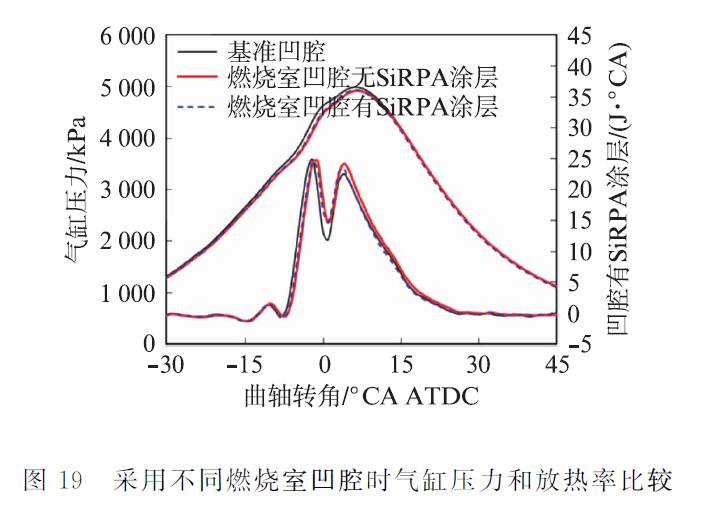
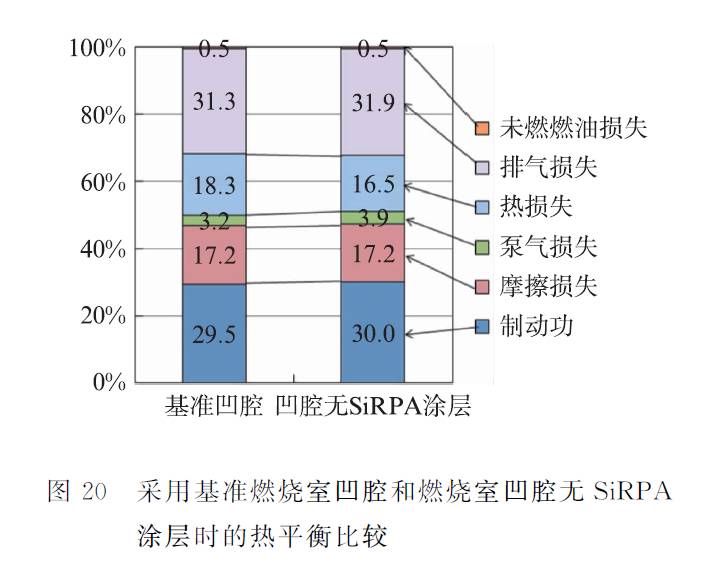
圖18比較了2種活塞的燃油耗改善效果,一種是在燃燒室內腔和活塞頂表面均采用了隔熱涂層的活塞,另一種是僅在錐形唇口外側局部采用隔熱涂層的活塞。與不采用隔熱涂層的基準活塞相比,局部涂層活塞的燃油耗改善效果更明顯。圖19所示為相同條件下的氣缸壓力和放熱率。采用局部涂層活塞時,上止點后的最高放熱率要稍高一些,這是因為冷卻損失降低,從而導致放熱率明顯升高的緣故。圖20比較了基準活塞和局部涂層活塞的熱平衡。結果顯示,采用局部涂層時制動功和排氣損失稍有增加,冷卻損失減少,這證明即使活塞采用局部隔熱涂層也具有一定的效果。
根據采用錐形唇口燃燒室優化噴霧分布的效果可以得出如下結論,僅在錐形唇口外側邊緣采用SiRPA涂層是以局部涂層方式同時獲得隔熱和燃燒性能的理想方案。未來將研究怎樣通過減小涂層表面粗糙度來提高隔熱涂層的效果。
5 進排氣效率改善
5.1 基于本燃燒概念的進排氣開發方向
為了通過強渦流來促進擴散燃燒,以前采用了雙螺旋氣道。但是,這種設計需要權衡在渦流形成過程中產生的壓力損失與進氣量之間的關系。
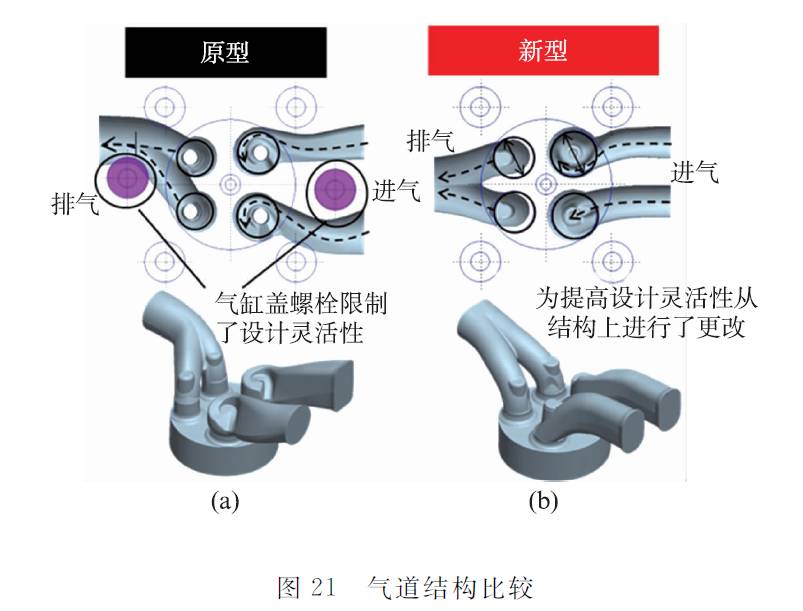
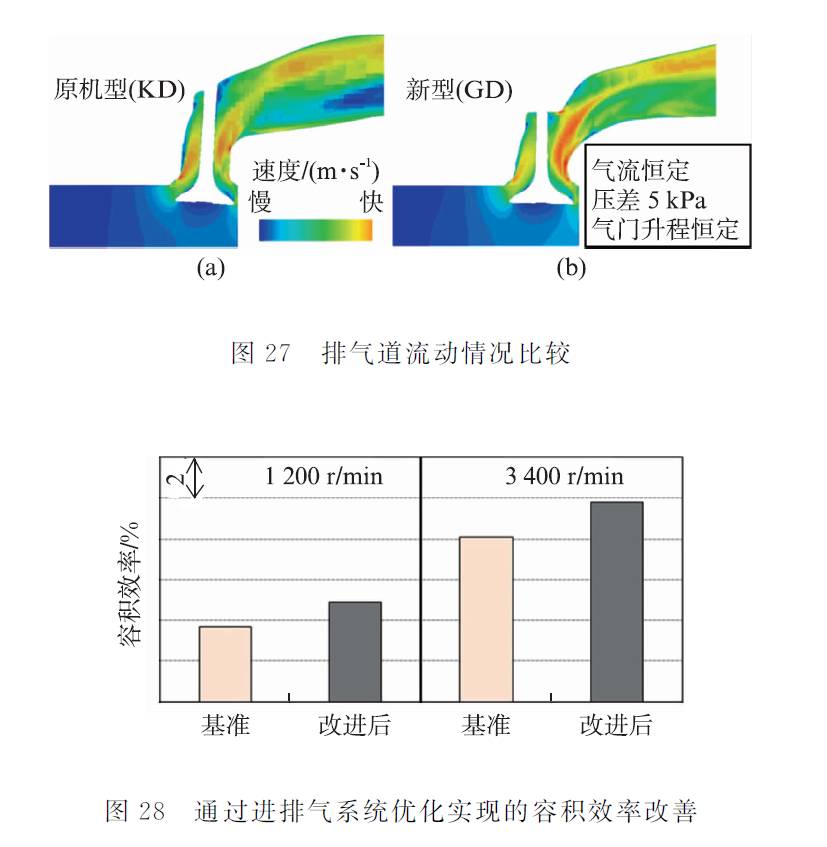
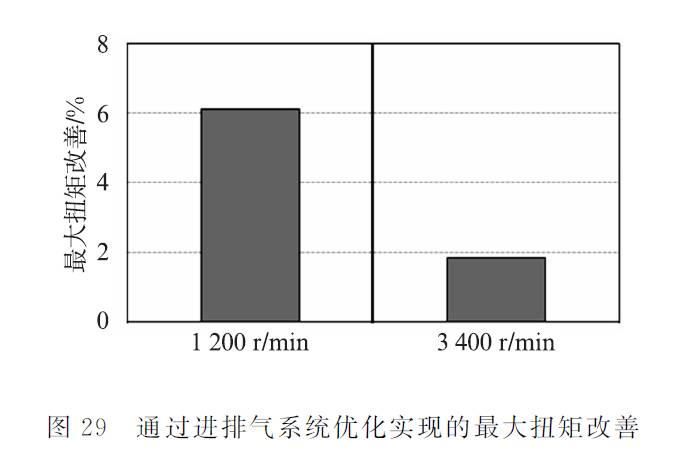
基于減少冷卻損失理念的燃燒概念不需要強渦流。從改善動力特性的角度看,這種燃燒概念實際上要求更加側重于進氣量。因此,將進氣道形狀改成了切向和螺旋形狀(圖21)。然后,使通過分析和優化進排氣門的直徑和布置,使這種設計的容積效率得到了極大改善。
5.2 進氣道和氣門直徑研究
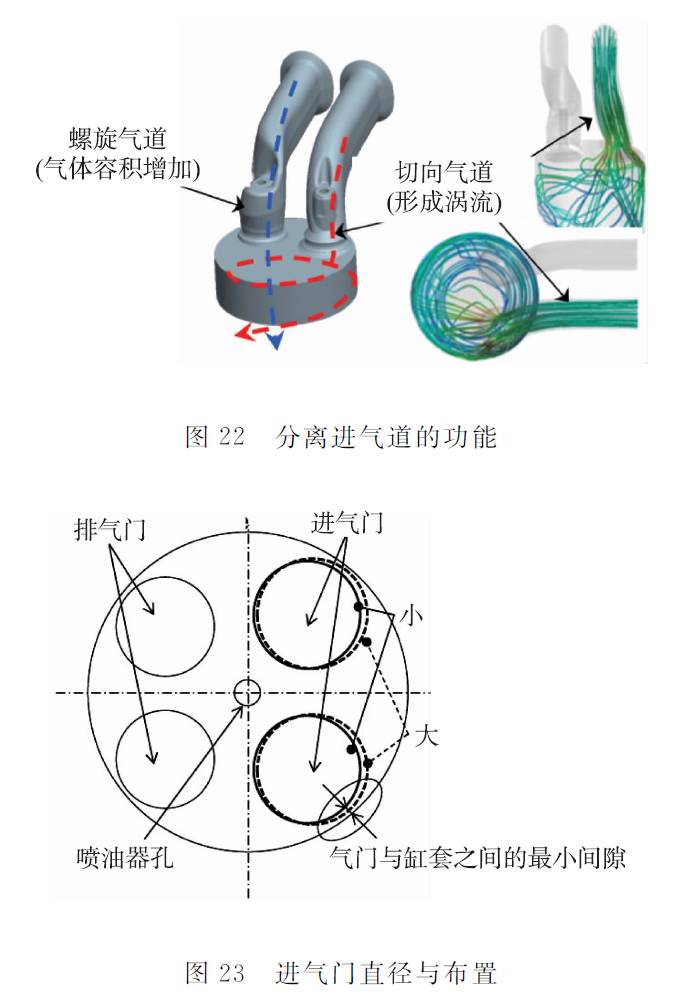
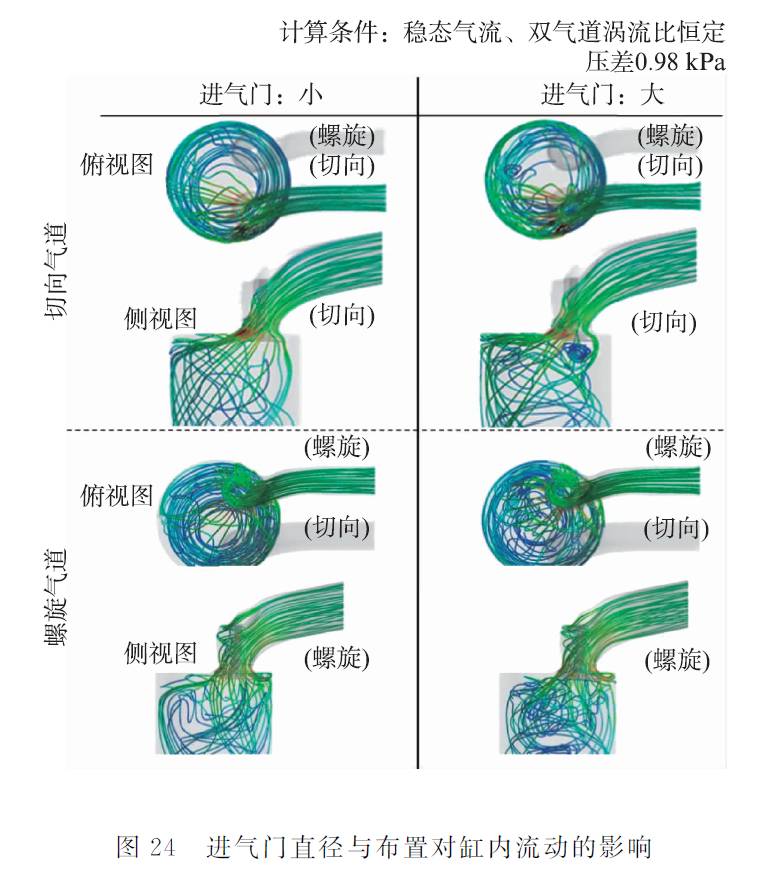
圖22所示為進氣道的形狀,以及用STAR-CD計算而得的切向氣道氣流的CFD結果。采用低雷諾數(Re)k-ω SST模型研究紊流。這種設計的目標是要通過分離切向與螺旋氣道的功能來改善渦流與體積流量之間的均衡關系。由于切向氣道主要用于形成渦流,因此,這種設計的關鍵點是要在產生渦流的同時防止流動干擾。雙螺旋氣道就是依靠產生流動干擾來促成強渦流的。針對流動干擾,本研究觀察了大進氣門直徑(尺寸增加到設計的極限值)和小進氣門直徑(使氣門與氣缸壁面產生一定間隙)的優缺點(圖23)。
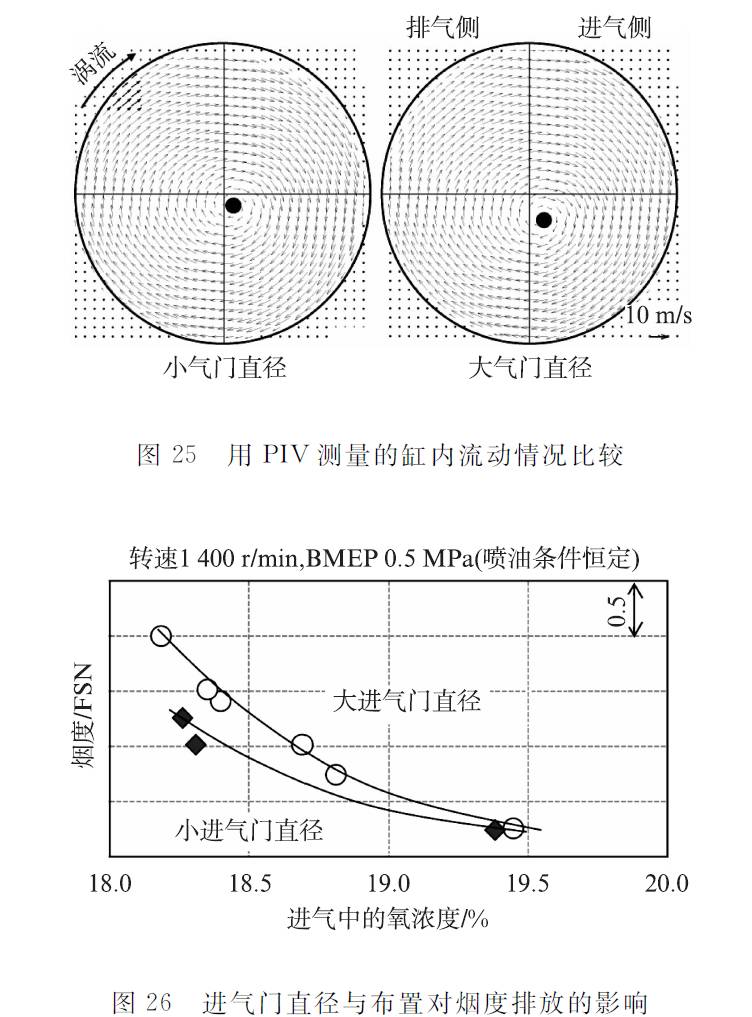
圖24所示為在0.98 kPa恒定壓差條件下采用STAR-CD計算得到的穩態氣流結果。計算所用的模型調整到使用大、小進氣門時都獲得相同的雙氣道渦流。對于大氣門直徑,在氣體從切向和螺旋氣道排出后會立刻產生紊流。這是因為氣門靠近氣缸壁面,因而就會使進入氣缸后形成的渦流與流出氣道沿壁面流動的氣流產生干擾。此外,圖25所示為在氣門升程6 mm的穩態氣流條件下,距氣缸蓋底面138 mm處的PIV測量結果。與大氣門相比,小氣門由于流動干擾較少,會產生較高的流速,且渦流中心距氣缸中心較近。這種特性對燃燒也是有利的。圖26所示為實際發動機得到的性能試驗結果。小進氣門的流動幾何形態對排氣特性也是有利的。
這些結果證實,進氣門直徑不要太大,氣門與氣缸壁面應有足夠的間隙,就能夠用最佳的氣門直徑和布置設計來平衡進氣量和渦流。
6 氣缸蓋襯墊的開發
為了增大進排氣道的設計靈活性并使氣道的潛在性能最大化,將氣缸蓋螺栓的數量由6個減少為4個。這樣就能使進排氣道的形狀最優化。為了確保在只采用4個氣缸蓋螺栓和在92 mm相對較大缸徑的情況下有足夠的可靠性,對氣缸蓋螺栓的間距和尺寸進行了分析,以優化軸向力的分布。此外,還通過提高氣缸蓋剛度等多種措施來減小氣缸蓋與氣缸體之間的位移。另外,為了確保較高的密封性能和耐久性,對氣缸蓋襯墊進行了改進設計。
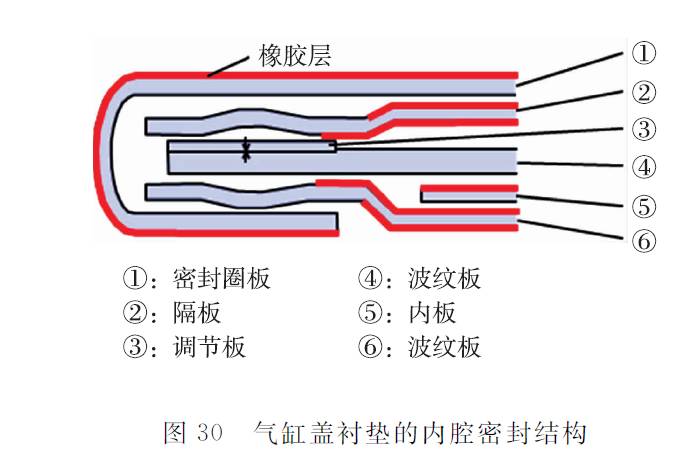
圖30所示為氣缸蓋襯墊的結構。為了提高對燃氣的密封性能,采用了密封圈結構。另外,為防止氣缸蓋螺栓數量減至4個后氣缸蓋與氣缸體之間的縱向位移增大,在襯墊內腔添加了1塊隔板以增加厚度,并且,通過嵌入2塊波紋板使密封圈折疊內部形成了全波紋結構。這種結構改善了氣缸蓋襯墊的貼合性。
在這種封閉式平臺的氣缸體結構中,氣缸螺栓的軸向力會直接傳遞給氣缸套,螺栓周圍的表面壓力就會增大。這會導致整個缸套上的表面壓力發生變化。減少螺栓數量會進一步導致壓力分布的變化。圖31所示為解決這個問題的措施。通過沖壓成形調整氣缸蓋襯墊內板的局部厚度來優化表面壓力分布,從而確保在4個螺栓條件下實現均勻的表面壓力分布。
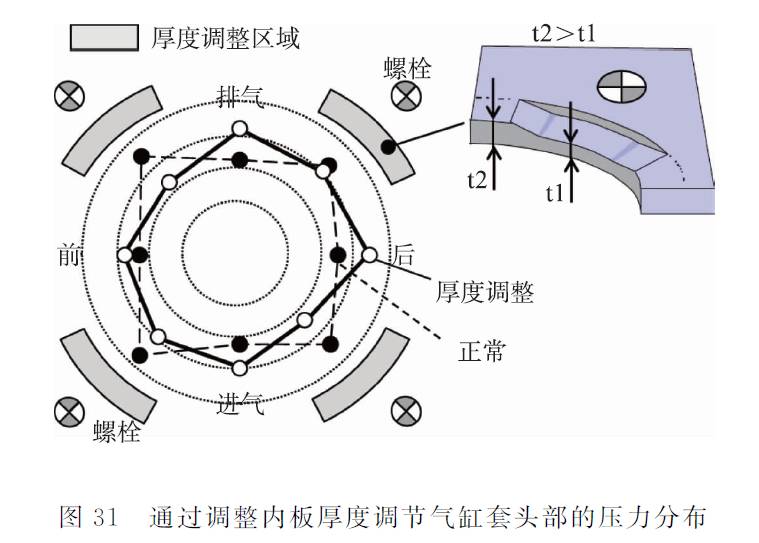
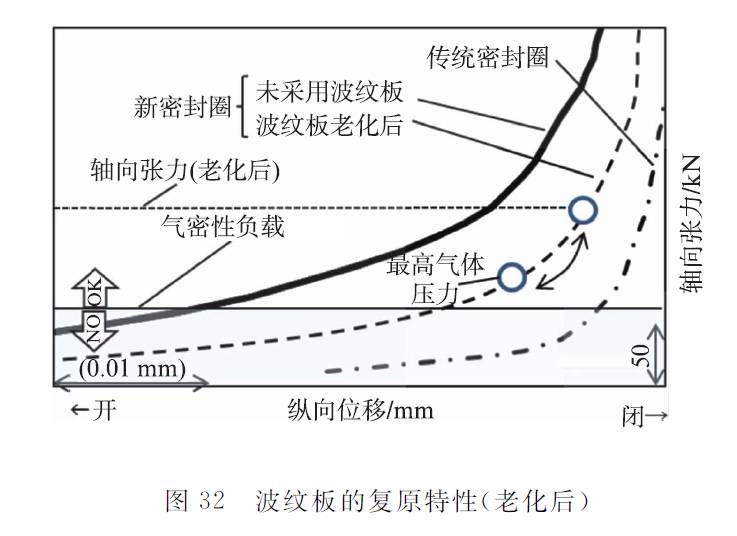
圖32比較了氣缸蓋襯墊的初始復原特性與老化后的特性。通過縮小氣缸蓋與氣缸體之間的位移及采用改進的氣缸蓋襯墊,改善了密封性和貼合性,并且確保了表面壓力的均勻分布。因此,即使在長期使用后仍能保持所需的密封性,并且能確保在僅使用4個氣缸蓋螺栓的情況下保持較高的可靠性。
7 新款ESTEC GD發動機的燃油耗和動力性能
文章上述部分已經介紹了采用減少冷卻損失的燃燒概念和熱波動壁面隔熱涂層的情況。這些措施能夠確保冷卻損失明顯減少,且無需采用任何協調措施。此外,采取了按這種燃燒概念對整臺發動機進行優化的方法,將氣缸蓋螺栓的數量減少為4個,開發了1種新型氣缸蓋襯墊。尤其是這些措施改善了進排氣的流動效率,并能采用高效率氣道。
這款ESTEC GD發動機還采取了各種其他改進措施來提高效率,例如,通過對主發動機單元進行改進來減少摩擦損失,以及采用精準EGR學習控制等。其他關鍵措施還包括采用自主開發的緊湊型渦輪增壓器,其結果是提高了進排氣性能和效率,并且明顯改善了低端扭矩,后者是柴油機最具吸引力的特性之一。
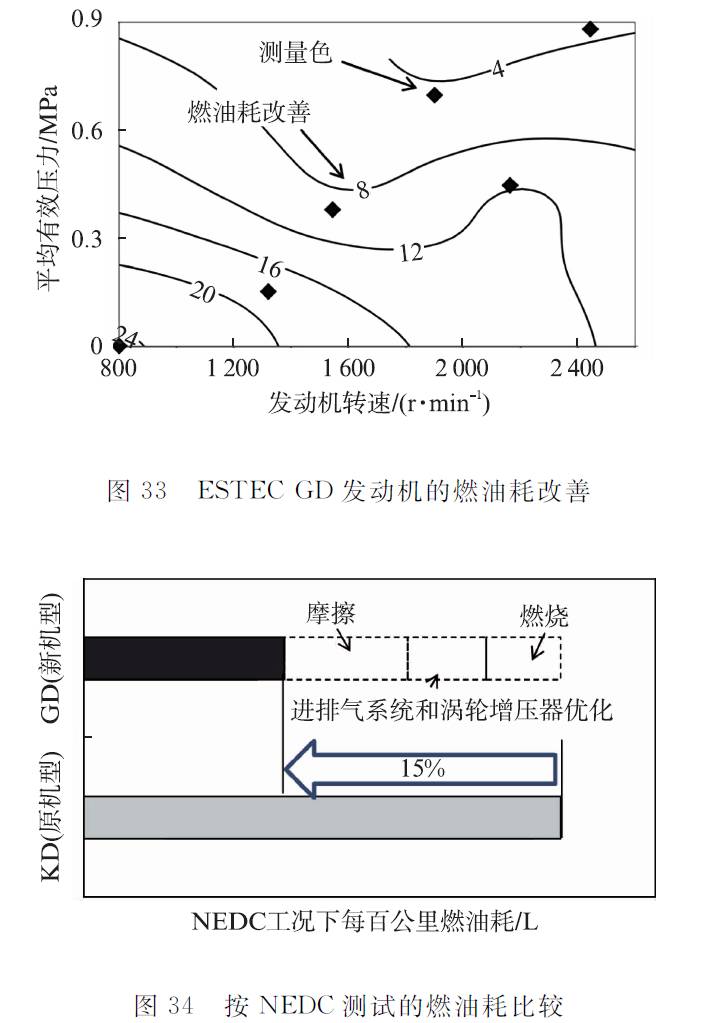
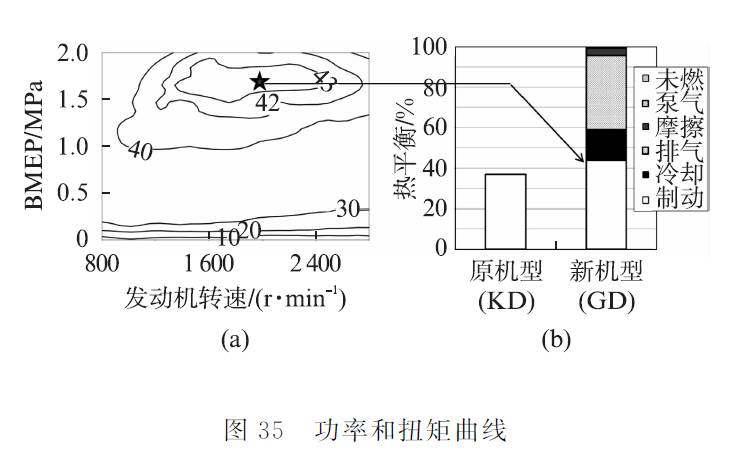
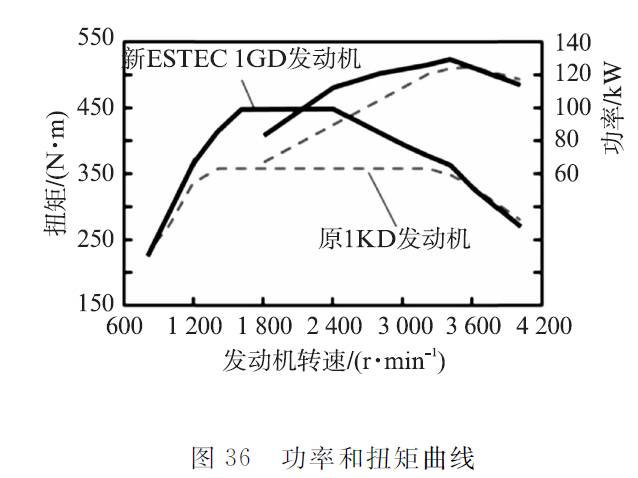
圖33至圖35是采用這些措施后的效果。與以前的KD發動機(圖32)相比,燃油耗得到了明顯改善。按新歐洲行駛循環(NEDC)針對圖33所示測量點進行的模擬計算結果表明,新發動機的燃油耗比KD發動機的降低了約15%(圖34)。圖35所示為熱效率特性圖以及最高熱效率點時的熱平衡。新開發的發動機達到了約為44%的有效熱效率,并且在寬廣的工況范圍內都能達到高熱效率。
同時,如圖36所示,發動機的動力特性也得到了極大改善。結果表明,ESTEC GD發動機達到了高水平的燃油效率和動態性能。
8 結論
新開發的ESTEC GD發動機采用了1種基于減少冷卻損失的燃燒概念。根據這種燃燒概念,通過優化進氣流、排氣流和發動機結構等措施來提高整臺發動機的效率,取得了以下結果:獲得高水平燃油效率和動態性能。主要開發工作包括錐形唇口燃燒室、熱波動壁面隔熱、氣缸蓋襯墊,以及氣道優化。
(1)開發了1種錐形唇口燃燒室,通過限制缸內氣流減少了冷卻損失。這種設計通過優化噴霧分布提高了空氣利用率,同時防止了對排放的不利影響。
(2)基于熱波動隔熱技術開發了SiRPA涂層。這種涂層被涂覆在對表面粗糙度不敏感的區域,以避免對燃燒產生不利影響。因此,減少了熱損失且限制了對工作氣體的加熱。
(3)開發了2種各具獨立功能的進氣道,同時使進氣門與氣缸壁面之間保持一定的間隙。在驗證了這些氣道的流動干擾情況后,確認優化的進排氣門直徑和布置能明顯改善整個進排氣系統的容積效率。
(4)由于特別強調要使進排氣道的潛在性能最大化,將氣缸蓋螺栓的數量由6個減少到4個。另外,還開發了1種新型氣缸蓋襯墊,以提高密封性和貼合性,并同時確保可靠性。
(5)由于開發重點是基于減少冷卻損失的燃燒概念來提高發動機的效率,新款ESTEC 1GD發動機按NEDC測試的燃油耗比原KD發動機的減少了約15%,同時還獲得了較高的動力性能。新開發的發動機達到了約為44%的最高熱效率。
-
發動機
+關注
關注
33文章
2495瀏覽量
69551 -
混合動力
+關注
關注
8文章
313瀏覽量
35099 -
柴油機
+關注
關注
1文章
173瀏覽量
26312
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論