 電子發燒友App
電子發燒友App


摘要
SiP是(System In Package)的簡稱,中譯為系統級封裝。隨著科技的發展,電子系統的發展趨勢是小型化、高性能、多功能、高可靠性和低成本,在這些需求的強力驅動下,全球電子產品漸漸走向多功能整合及低功耗設計,因而使得可將多顆裸芯片整合在單一封裝中的SiP技術日益受到關注。
植球技術已廣泛應用于半導體工業,越來越多的專業晶圓制造商用它取代傳統的電鍍焊或高精度焊膏印刷等工藝。SiP產品也不例外,目前也主要是使用植球工藝,采用錫球作為引腳,不僅提高了封裝密度,也提高了封裝的性能。
植球工藝是SiP產品生產的一個關鍵工序,植球質量的好壞會直接影響到SiP產品在后續組裝或應用的產品質量及可靠性。
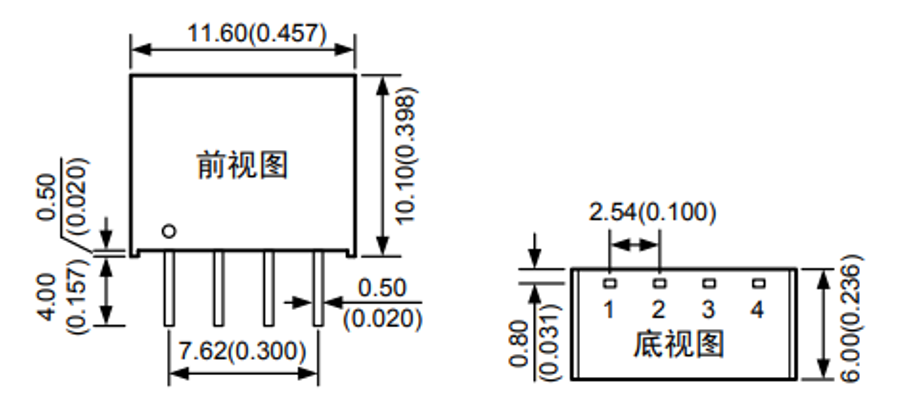
本文針對植球工藝中影響植球質量的因素進行分析及工藝驗證,簡要的從植球材料、PCB及焊盤設計、植球設備、植球方法和工藝條件等方面介紹和闡述了植球的工藝過程及關鍵控制點。SiP示例如圖1。
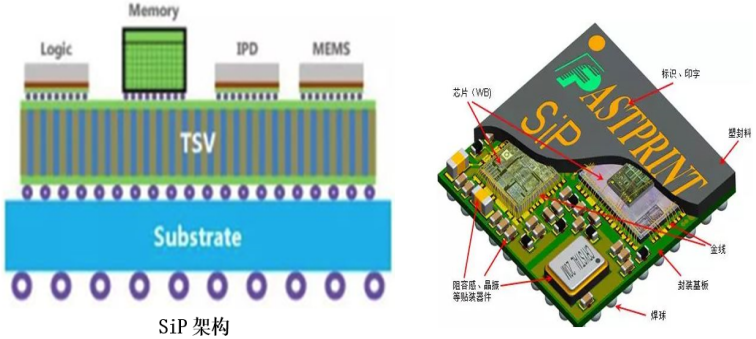
圖1 SiP產品示例(圖片來自網絡)
關鍵詞:
SiP、PCB、助焊劑、錫球、植球 、鋼網、錫膏、IMC
1、引言
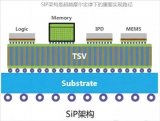
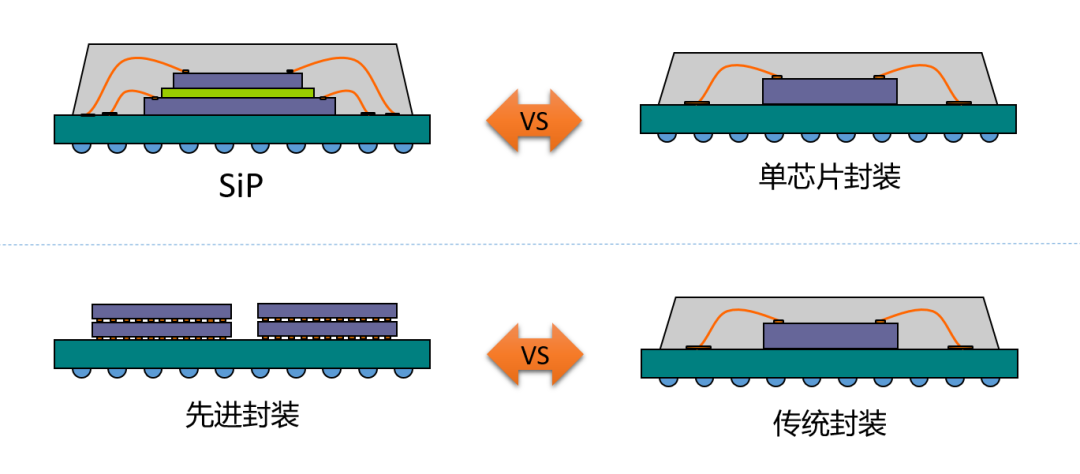
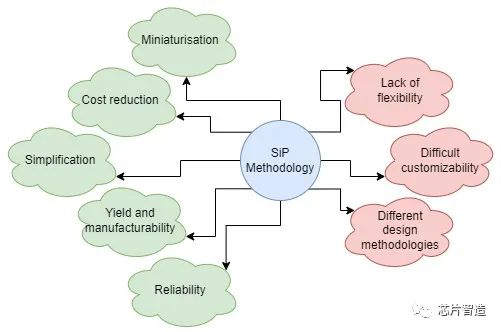
芯片的發展也從一味的追求功耗下降及性能提升(摩爾定律)轉向更加務實的滿足市場的需求(超越摩爾定律)。為了讓芯片效能最大化、封裝后的體積最小化、定制化,SiP封裝技術已成為半導體產業最重要的技術之一。SiP封裝技術發展趨勢參考圖2所示,集成度和復雜度越來越高。
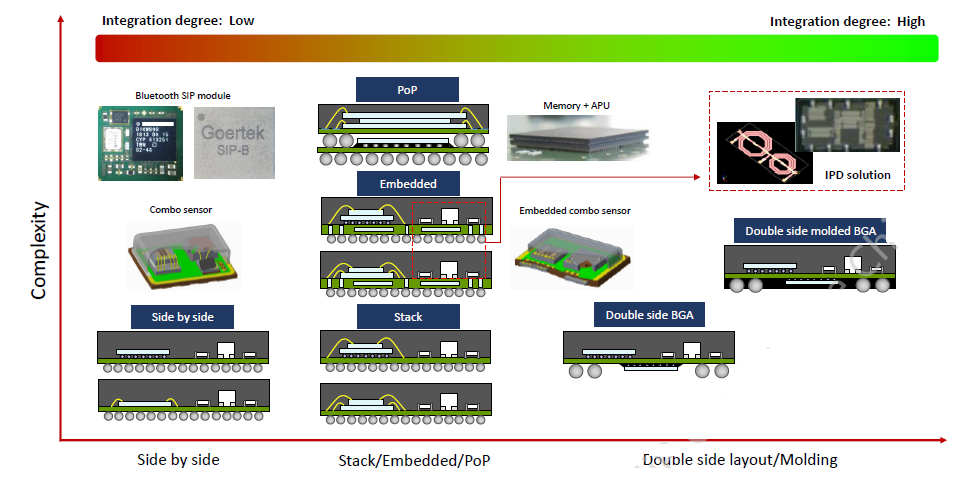
圖2 ?SIP封裝技術發展趨勢介紹(圖片來自網絡)
2、植球工藝
2.1 球狀端子類型
行業標準IPC-7095《BGA的設計及組裝工藝的實施》中提到的封裝球狀端?類型有三種,如圖3,可根據自己公司SiP產品的工藝要求選擇對應的端子類型。
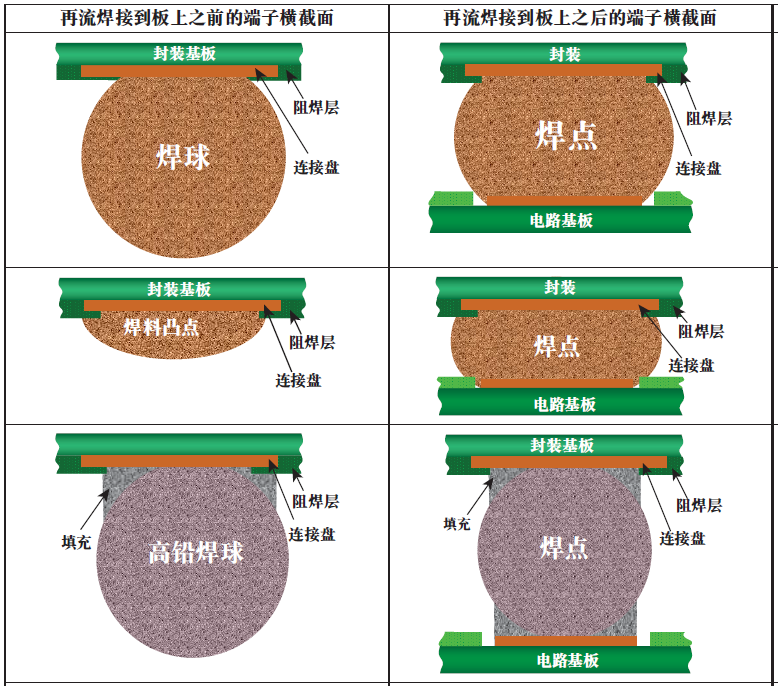
圖3 ?不同端子類型(圖片來自IPC標準)
2.2 植球方法
目前行業主要有三種植球方法如下表1,目前我司的SiP產品主要使用置球植球的方法。
| 方法 | 端子類型 |
| 錫膏印刷植球 | 焊接凸點 |
| 置球植球 | 焊球 |
| 激光植球 | 焊球 |
表1 不同植球方法
2.2.1 錫膏印刷植球
錫膏印刷植球方法就是直接把適量的錫膏印刷到預設的焊盤上,過回流焊后形成凸點端子,如下圖4,其優點是所用設備與現有SMT線體一樣,可以利用現有SMT錫膏印刷設備。
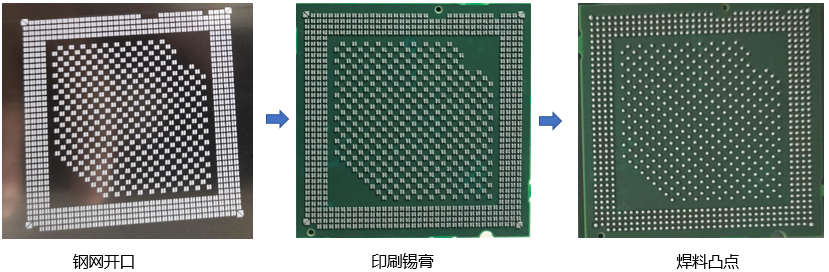
圖4 ?錫膏印刷植球
使用錫膏印刷植球時鋼網開口設計主要考慮兩點:
a)確保過回流焊后焊盤上有一定形狀的焊料凸點,需要印刷足夠的錫膏量,一般采用增加鋼網厚度和擴大鋼網開口的方法,需要重點關注爐后凸點的形狀、高度和一致性;
b)從降低過回流焊后焊料凸點的空洞率考慮,通過驗證建議鋼網開口增加架橋方式(如直徑0.6mm的端子建議鋼網中間架0.15mm或0.2mm的橋),作為焊接時排氣通道,減少空洞問題,同時還需要重點關注脫模效果和鋼網質量。
2.2.2 置球植球
目前業內采用的置球植球方法有兩種:“錫膏”+“錫球”和“助焊劑”+“錫球”,具體做法就是先把錫膏或助焊劑涂覆到錫球的焊盤上,再用植球機或絲網印刷的方式將錫球放置到焊盤上,過回流焊爐后形成球狀端子。
2.2.2.1 自動植球機置球植球
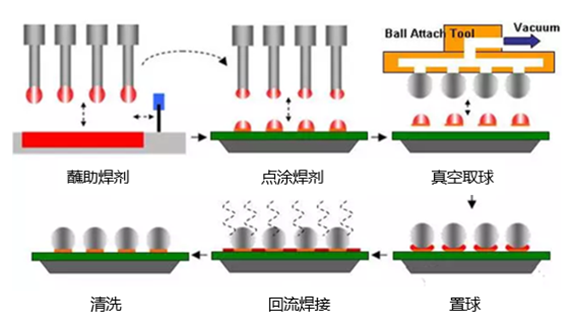
使用自動植球機植球工序可細分為4個步驟,如下圖5。
圖5 ?置球植球過程
a、用與錫球焊盤相應的治具蘸取助焊劑(Flux Dip),并將其點涂在錫球焊盤上。首次添加助焊劑前需檢查清理干凈植球設備裝載助焊劑的模板,確保模板內沒有其它異物或不同類型的助焊劑。要根據錫球的直徑選擇合適厚度的助焊劑刮刀(一般建議刮刀厚度是錫球直徑的1/4~1/3),再添加助焊劑并手動來回運行設備助焊劑刮刀8~10次,以攪拌刮平模板上的助焊劑。助焊劑治具的PIN針在水平的助焊劑模板上均勻的蘸取助焊劑并點涂到錫球焊盤上。需要控制模板上的助焊劑厚度和PIN針的點涂時間,要確保點涂后助焊劑能完全潤濕覆蓋焊盤,否則會有導致植球后錫球偏移或爐后錫球潤濕焊接不良的問題。注意,助焊劑添加遵循"少量多次"的原則。
b、通過置球治具(Ball attach tool)真空吸取錫球,并轉移至沾有助焊劑的焊盤上;松開真空開關,錫球在助焊劑的粘性作用下,粘貼在基板焊盤上;
c、植好錫球的基板通過熱風回流焊,錫球在高溫下熔化,并在助焊劑的幫助下,與基板焊盤浸潤,擴散、溶解、冶金結合,形成結合層(IMC),冷卻后,錫球與基板焊盤焊接在一起。為了減少錫球高溫氧化,建議在氮氣氛圍下焊接;
d、焊接了錫球的基板,再進行清洗,把基板上多余的助焊劑和臟污清洗掉,最后烘干。
2.2.2.2 鋼網置球植球
a、印刷錫膏或印刷助焊劑:助焊劑鋼網的孔與基板焊盤完全吻合(對準)沒有偏差,使用45°~60°的刮刀將攪拌均勻的錫膏或助焊劑均勻地漏印到焊盤上,然后降低基板工作臺,再慢慢地抬起鋼網并將基板取出。觀察漏印在基板上的錫膏或助焊劑是否均勻、有無偏差或者其他印刷缺陷。
注意,助焊劑多了或者少了都有可能造成植球失敗。如果助焊劑多了,多出來的助焊劑會通過鋼網小孔溢出來,影響錫球排列;如果助焊劑少了,又會影響錫球焊接質量。
b、放置錫球:錫膏或助焊劑印刷完成之后,將基板置于工作臺上,按照正確位置固定植球鋼網,調整工作臺高度,使基板與植球鋼網之間保持一定間距,大約為焊球直徑的 1/2~2/3 即可。
調整完成后,取一定量的錫球倒在植球鋼網上,使用刷子將錫球填充到相應的網孔,多余的焊球使用刷子將其放置在旁邊。再查看網孔是否都填充有錫球,保證每個網孔中有且只有一個錫球存在。然后下降工作臺,卸下植球鋼網,取出基板。注意,取出基板時不要用力過大或速度過快,這樣會導致錫球偏移。
2.2.3 激光植球
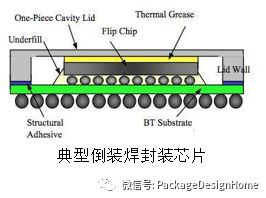
激光植球就是使用激光設備,采用激光熔化錫球并噴射到對應焊盤完成焊接形成球狀端子的方法,如下圖6。
在激光焊接系統中,錫球從錫球盒輸送到噴嘴,通過激光加熱熔化,然后從專用噴嘴噴出,直接覆蓋焊盤,不需要額外的助焊劑等。它具有非接觸、無焊料、熱量低、焊料精確可控等優點。與普通的錫球注入法相比,具有沖擊變形和瞬間凝固的特點,體現了獨特的工藝過程特征。
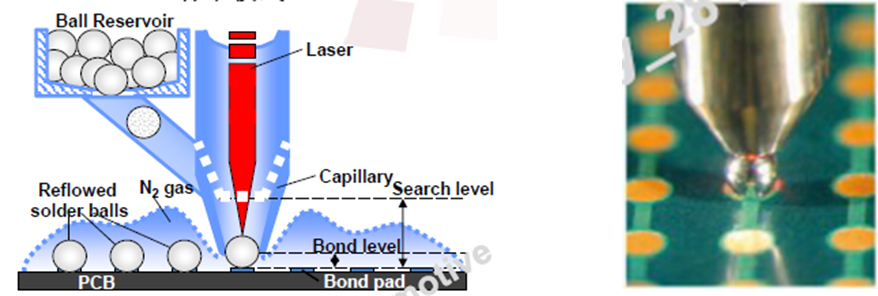
圖6 ?激光植球
2.2.4 SiP植球方法的選用
根據行業的應用趨勢和內部試驗驗證的結果,對不同植球方法進行了多維度對比分析,如表2。

表2 不同植球方法對比表
2.3 影響植球質量的因素及控制要點
SiP產品植球工藝中影響植球質量的因素主要有植球材料、植球方法和工藝條件。植球材料主要有錫球、助焊劑或錫膏、基板;工藝條件中主要是植球工藝方法、回流溫度曲線、保護氣氛等。對于植球材料方面,錫球要保持清潔和防止氧化;助焊劑要保持一定的粘度和良好的助焊性;基板要保持潔凈度和平整度。在植球過程中,主要是通過對助焊劑量的控制、焊接溫度曲線及保護氣氛等工藝條件來進行相應的工藝試驗和管控。
3、植球材料
3.1 助焊劑
助焊劑主要是起助焊的作用,一是隔離空氣防止氧化;二是去除PCB焊盤表面及錫球焊接部位的氧化物和污染物,增加毛細作用,增加潤濕性,防止虛焊;另一個重要的作用是粘附固定錫球的作用。
助焊劑有2種類型:一種是水洗助焊劑,一種是免洗助焊劑,可根據產品的工藝要求選擇使用。助焊劑存儲要求:如千住的助焊劑要求以密封狀態存放在溫度≤30℃,相對濕度40~60%RH的環境;存儲期限:從廠家制造日期開始計算6個月以內;具體可參考助焊劑產品規格書要求。
3.2 錫球
錫球分有鉛錫球和無鉛錫球,有鉛錫球有Sn63Pb37、Sn62Pb36Ag2、 Sn10Pb90、Sn5Pb95;無鉛錫球有Sn100、Sn96.5Ag3.5、Sn96.5Ag3Cu0.5。
錫球的直徑規格一般有:0.1mm、0.15mm、0.2mm、0.25mm、0.3mm、0.35mm、0.4mm、0.45mm、0.5mm、0.55mm、0.6mm 、0.65mm、 0.76mm。具體可根據產品的工藝要求選擇使用。
錫球很容易氧化,存儲要求:以密封狀態存放在溫度25±10℃,相對濕度≤60%RH的環境,拆包未使用完的錫球放在防潮柜中或儲存在有氮氣的干燥柜中;存儲期限:從廠家制造日期開始計算12個月以內;具體可參考產品規格書要求。
3.3 基板(PCB)
基板(PCB):基板級SiP產品的PCB建議選用高Tg(Tg≥170℃)的板材;植球后需要進行清洗,基板焊盤表面處理優選 ENIG(化學Ni/Au),防止清洗后氧化;PCB厚度規格有1.6mm、1.4mm、1.2mm、1.0mm、0.8 mm等。
具體可根據產品的工藝要求選擇使用,重點是要確保PCB的平整度。
4、SiP產品錫球焊接爐溫曲線要求
爐溫曲線主要參考所使用錫球、錫膏供應商推薦的溫度條件和SiP產品上溫度敏感元件的規格要求,在保證回流焊接質量的前提下進行微調和優化。爐溫曲線設定時需要重點關注以下三點:
升溫斜率盡量偏規格下限,過大的升溫斜率會由于熱應力的原因造成例如陶瓷電容微裂、PCB板變形曲翹、BGA內部損壞等機械損傷;
保溫區時間盡量偏規格上限,確保助焊劑得到充分活化;
回流時間和最高溫度盡量居中略偏規格下限,確保焊接充分又可避免IMC生長過厚。
5、SiP產品錫球共面度要求
SiP產品錫球共面度是以SiP三個最低的錫球形成的平面為基準面,其余的錫球與之比較而得到的最大偏差,會受模塊PCB厚度、材質、尺寸、設計、制造工藝、元件布局、錫球和數量等因素的影響。
共面度一般以JEDEC設計指南定義的控制共面度(CCC)來描述模塊與錫球的共面度,根據錫球的尺寸大小來管控,如錫球直徑為0.4mm,共面度要求≤0.10mm;焊球直徑為0.5mm,共面度要求≤0.12mm。
6、SiP產品的PCB設計要求
好的設計是保證SiP產品的植球質量和焊接可靠性的前提條件。SiP產品在設計時需要考慮下面幾個方面:
錫球的焊盤應該盡可能的為圓形,焊盤布局排列規則整齊;
焊盤尺寸、間距與錫球直徑的對應表可參考下表3;
| 焊盤間距 | 焊盤直徑 | 錫球直徑 |
| 所有單位都是(mm) | ||
| 1.5,1.27 | 0.6~0.5 | 0.76,0.6 |
| 1.0 | 0.5~0.4 | 0.6,0.55,0.5 |
| 0.8 | 0.45~0.35 | 0.5,0.45,0.4 |
| 0.75 | 0.4~0.3 | 0.45,0.4,0.35 |
| 0.65 | 0.35~0.25 | 0.4,0.35,0.3 |
| 0.5 | 0.25~0.2 | 0.3,0.25 |
| 0.4 | 0.2~0.17 | 0.25,0.2 |
| 0.3 | 0.15~0.12 | 0.20,0.15 |
圖3 焊盤尺寸、間距與錫球的對應表
c) 植球焊盤阻焊設計可以是阻焊定義(SMD),也可以是非阻焊定義(NSMD)。推薦使用非阻焊定義(NSMD)。此外,非阻焊定義焊盤設計,阻焊開窗需大于焊盤尺寸,可提高焊接焊點的可靠性;
d) SiP產品外形推薦正方形或矩形,標準尺寸不超過50mm×50mm,若產品設計需要,最大尺寸不超過80mm×80mm,若采用矩形,需要關注長寬比例,應用時需評估基板實際變形的影響;
e) SiP產品需要有極性標識和焊盤防呆設計;
f) SiP產品植球后需要清洗殘留的助焊劑,設計時還需要考慮清洗的要求;
7、SiP產品植球接受標準
SiP產品植球后的接受標準參考IPC-A-610電子組件的可接受性標準執行。
a)錫球或焊料凸點光亮、大小均勻,錫球破損和缺失是缺陷,不能接受,如圖7~9;
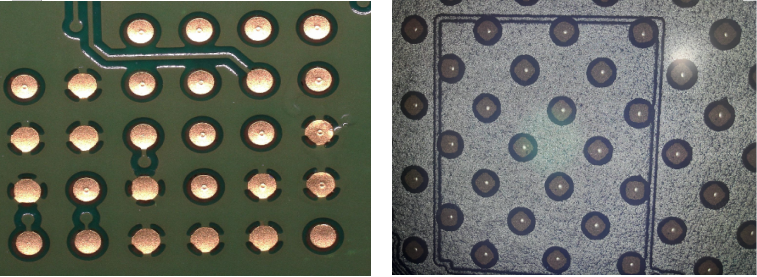
圖7 ?助焊劑點涂效果
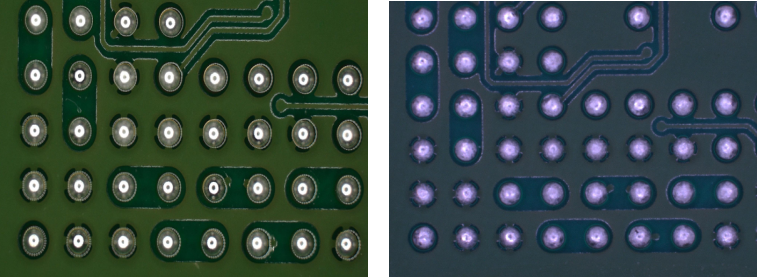
圖8(左)? 植球后效果;圖9(右)? 爐后焊接效果
b)SiP產品錫球或凸點空洞率基于組裝后焊點驗證標準,推薦SiP錫球空洞率 ≤5%;
c)錫球或凸點與基板焊盤之間要形成明顯可見、連續的金屬合金層(IMC),如圖10;錫球或凸點連接需要在可接受的尺寸公差內,連接后的高度和寬度需要在規定的可接受界限內,錫球或凸點的剪切力需要滿足規格要求,如圖11~12;
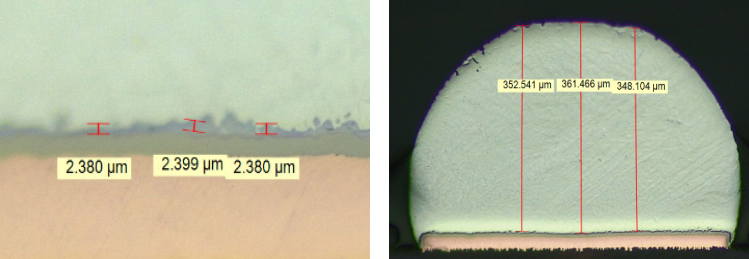
圖10(左) 錫球IMC測量圖片;圖11(右)錫球切片檢測圖片
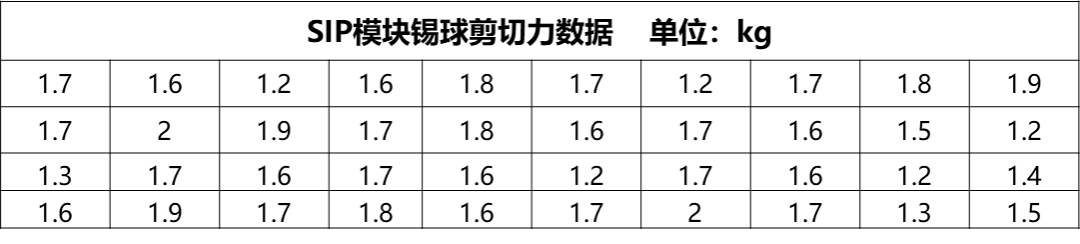
圖12 錫球剪切力測試結果
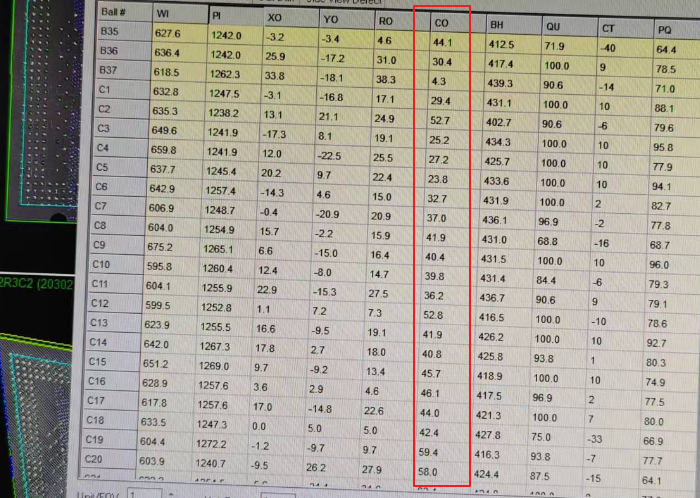
?圖13 ?錫球共面度測試結果
d)公司目前生產的SiP產品要求錫球共面度≤0.10mm,以提高SiP產品后續的焊接良率,如圖13。
8、SiP產品焊接可靠性驗證要求
SiP產品需要進行相關的焊接可靠性驗證。如焊點空洞率測試、金相切片IMC厚度測量、錫球剪切力測試、紅墨水試驗、焊點拉拔力測試、溫度循環和振動跌落檢查焊點開裂情況等可驗證評估SiP產品錫球及SiP產品貼到主板上的焊點質量和焊點強度;高溫高濕條件下驗證助焊劑殘留的影響(表面絕緣電阻和電化學遷移測試驗證),評估助焊劑殘留是否需要進行清洗等。
9、結論
SiP目前已經廣泛應用于消費類電子、物聯網、智能駕駛、HPC及5G網絡等領域,有著非常廣闊的應用和市場前景。
植球工藝作為SiP產品生產的一個關鍵工藝將會直接影響器件與電路導通的性能及可靠性。為了確保公司SiP產品的質量,公司引進全自動植球技術和先進的生產設備,采用穩定性好、重復性高、可實現植球質量自反饋的全自動化植球設備,搭建行業先進、高精度、高穩定性的全自動化SiP線體,提升了產品質量與效率。
審核編輯:劉清











 工商網監
工商網監
評論