 電子發燒友App
電子發燒友App


在現今的SMT工藝中,大多廠家面對著不同的SMT工藝不良,比如錫珠、殘留、假焊、冷焊、空焊、虛焊……特別是后面四種,許多朋友都無法分辨他們之間的區別,因為這四種不良看起來好像都一樣,下面就為大家解釋下這四種不良的定義。
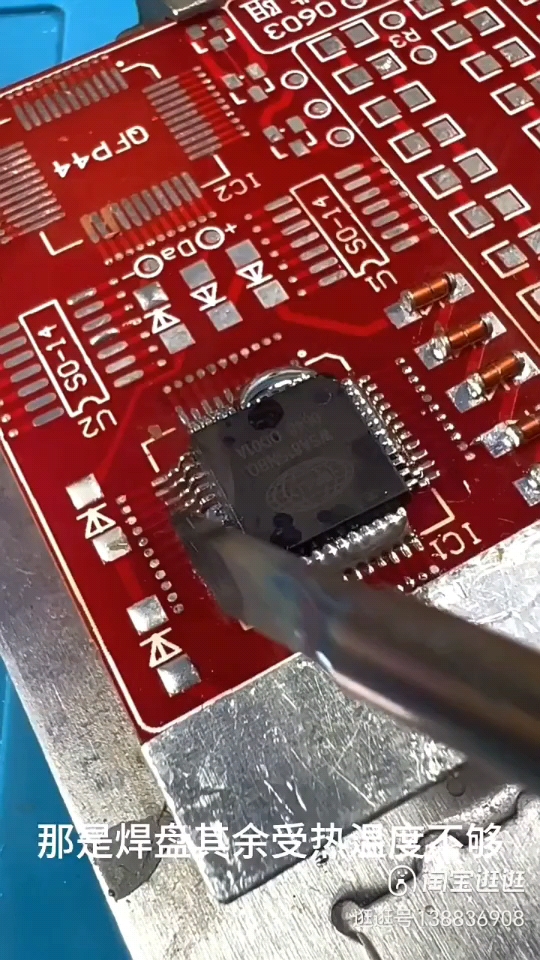
1、假焊,是指表面上好像焊住了,但實際上并沒有焊上。有時用手一拔,引線就可以從焊點中拔出。
2、虛焊,是焊點處只有少量的錫焊住,造成接觸不良,時通時斷。虛焊與假焊都是指焊件表面沒有充分鍍上錫層,焊件之間沒有被錫固住,是由于焊件表面沒有清除干凈或焊劑用得太少所引起的。
3、空焊,是焊點應焊而未焊。錫膏太少、零件本身問題、置件位置、印錫后放置時間過長…等會造成空焊。
4、冷焊,是在零件的吃錫接口沒有形成吃錫帶,(即焊錫不良)。流焊溫度太低、流焊時間太短、吃錫性問題…等會造成冷焊。
假焊:是指表面上好像焊住了,但實際上并沒有焊上。有時用手一拔,引線就可以從焊點中拔出。
焊接的強度不夠,焊接在PCB上的零部件容易被碰撞脫落,同時PCB與零部件均為完好無損。
合金物
IMC系Intermetalliccompound之縮寫,筆者將之譯為”介面合金共化物”,可以簡稱“介金屬”。
IMC廣義上說是指某些金屬相互緊密接觸之介面間,會產生一種原子遷移互動的行為,組成一層類似合金的”化合物”,并可寫出分子式。在焊接領域的狹義上是指銅錫、金錫、鎳錫及銀錫之間的共化物。其中尤以銅錫間之良性Cu6Sn5(EtaPhase)及惡性Cu3Sn(EpsilonPhase)最為常見,對焊錫性及焊點可靠度(即焊點強度)兩者影響最大,特整理多篇論文之精華以詮釋之。
一、定義
能夠被錫鉛合金焊料(或稱焊錫Solder)所焊接的金屬,如銅、鎳、金、銀等,其焊錫與被焊底金屬之間,在高溫中會快速形成一薄層類似”錫合金”的化合物。此物起源于錫原子及被焊金屬原子之相互結合、滲入、遷移、及擴散等動作,而在冷卻固化之后立即出現一層薄薄的”共化物”,且事后還會逐漸成長增厚。此類物質其老化程度受到錫原子與底金屬原子互相滲入的多少,而又可分出好幾道層次來。這種由焊錫與其被焊金屬介面之間所形成的各種共合物,統稱IntermetallicCompound簡稱IMC,本文中僅討論含錫的IMC,將不深入涉及其他的IMC。
二、一般性質
由于IMC曾是一種可以寫出分子式的”準化合物”,故其性質與原來的金屬已大不相同,對整體焊點強度也有不同程度的影響,首先將其特性簡述于下:
◎IMC在PCB高溫焊接或錫鉛重熔(即熔錫板或噴錫)時才會發生,有一定的組成及晶體結構,且其生長速度與溫度成正比,常溫中較慢。一直到出現全鉛的阻絕層(Barrier)才會停止。
◎IMC本身具有不良的脆性,將會損及焊點之機械強度及壽命,其中尤其對抗勞強度(FatigueStrength)危害最烈,且其熔點也較金屬要高。◎由于焊錫在介面附近得錫原子會逐漸移走,而與被焊金屬組成IMC,使得該處的錫量減少,相對的使得鉛量之比例增加,以致使焊點展性增大(Ductillity)及固著強度降低,久之甚至帶來整個焊錫體的松弛。
◎一旦焊墊商原有的熔錫層或噴錫層,其與底銅之間已出現”較厚”間距過小的IMC后,對該焊墊以后再續作焊接時會有很大的妨礙;也就是在焊錫性(Solderability)或沾錫性(Wettability)上都將會出現劣化的情形。
◎焊點中由于錫銅結晶或錫銀結晶的滲入,使得該焊錫本身的硬度也隨之增加,久之會有脆化的麻煩。◎IMC會隨時老化而逐漸增厚,通常其已長成的厚度,與時間大約形成拋物線的關系,
三、焊錫性與表面能
若純就可被焊接之底金屬而言,影響其焊錫性(Solderability)好壞的機理作用甚多,其中要點之一就是”表面自由能”(SurfaceFreeEnergy,簡稱時可省掉Free)的大小。也就是說可焊與否將取決于:
(1)被焊底金屬表面之表面能(SurfaceEnergy),(2)焊錫焊料本身的”表面能”等二者而定。
凡底金屬之表面能大于焊錫本身之表面能時,則其沾錫性會非常好,反之則沾錫性會變差。也就是說當底金屬之表面能減掉焊錫表面能而得到負值時,將出現縮錫(Dewetting),負值愈大則焊錫愈差,甚至造成不沾錫(Non-Wetting)的惡劣地步。
新鮮的銅面在真空中測到的”表面能”約為1265達因/公分,63/37的焊錫加熱到共熔點(EutecticPoint183℃)并在助焊劑的協助,其表面能只得380達因/公分,若將二者焊一起時,其沾錫性將非常良好。然而若將上述新鮮潔凈的銅面刻意放在空氣中經歷2小時后,其表面能將會遽降到25達因/公分,與380相減不但是負值(-355),而且相去甚遠,焊錫自然不會好。因此必須要靠強力的助焊劑除去銅面的氧化物,使之再活化及表面能之再次提高,并超過焊錫本身的表面能時,焊錫性才會有良好的成績。
四、錫銅介面合金共化物的生成與老化
當熔融態的焊錫落在潔銅面的瞬間,將會立即發生沾錫(Wetting俗稱吃錫)的焊接動作。此時也立即會有錫原子擴散(Diffuse)到銅層中去,而銅原子也同時會擴散進入焊錫中,二者在交接口上形成良性且必須者Cu6Sn5的IMC,稱為η-phase(讀做Eta相),此種新生”準化合物”中含錫之重量比約占60%。若以少量的銅面與多量焊錫遭遇時,只需3-5秒鐘其IMC即可成長到平衡狀態的原度,如240℃的0.5μm到340℃的0.9μm。然而在此交會互熔的同時,底銅也會有一部份熔進液錫的主體錫池中,形成負面的污染。
(a)最初狀態:當焊錫著落在清潔的銅面上將立即有η-phaseCu6Sn5生成。
(b)錫份滲耗期:焊錫層中的錫份會不斷的流失而滲向IMC去組新的Cu6Sn5,而同時銅份也會逐漸滲向原有的η-phase層次中而去組成新的Cu3Sn。此時焊錫中之錫量將減少,使得鉛量在比例上有所增加,若于其外表欲再行焊接時將會發生縮錫。
(c)多鉛之阻絕層:當焊錫層中的錫份不斷滲走再去組成更厚的IMC時,逐漸使得本身的含鉛比例增加,最后終于在全鉛層的擋路下阻絕了錫份的滲移。
(d)IMC的曝露:由于錫份的流失,造成焊錫層的松散不堪而露出IMC底層,而終致到達不沾錫的下場(Non-wetting)。
高溫作業后經長時老化的過程中,在Eta-phase良性IMC與銅底材之間,又會因銅量的不斷滲入Cu6Sn5中,而逐漸使其局部組成改變為Cu3Sn的惡性ε-phase(又讀做Epsilon相)。其中銅量將由早先η-phase的40%增加到ε-phase的66%。此種老化劣化之現象,隨著時間之延長及溫度之上升而加劇,且溫度的影響尤其強烈。由前述”表面能”的觀點可看出,這種含銅量甚高的惡性ε-phase,其表面能的數字極低,只有良性η-phase的一半。因而Cu3Sn是一種對焊錫性頗有妨礙的IMC。
然而早先出現的良性η-phaseCu6Sn5,卻是良好焊錫性必須的條件。沒有這種良性Eta相的存在,就根本不可能完成良好的沾錫,也無法正確的焊牢。換言之,必需要在銅面上首先生成Eta-phase的IMC,其焊點才有強度。否則焊錫只是在附著的狀態下暫時冷卻固化在銅面上而已,這種焊點就如同大樹沒有根一樣,毫無強度可言。錫銅合金的兩種IMC在物理結構上也不相同。其中惡性的ε-phase(Cu3Sn)常呈現柱狀結晶(ColumnarStructure),而良性的η-phase(Cu6Sn5)卻是一種球狀組織(Globular)。下圖8此為一銅箔上的焊錫經長時間老化后,再將其彎折磨平拋光以及微蝕后,這在SEM2500倍下所攝得的微切片實像,兩IMC的組織皆清晰可見,二者之硬度皆在500微硬度單位左右。
在IMC的增厚過程中,其結晶粒子(Grains)也會隨時在變化。由于粒度的變化變形,使得在切片畫面中量測厚度也變得比較困難。一般切片到達最后拋光完成后,可使用專門的微蝕液(NaOH50/gl,加1,2-Nitrphenol35ml/l,70℃下操作),并在超聲波協助下,使其能咬出清晰的IMC層次,而看到各層結晶解里面的多種情況。
將造成縮錫或不沾錫較低只有Eta的一半,非常有趣的是,單純Cu6Sn5的良性IMC,雖然分子是完全相同,但當生長環境不同時外觀卻極大的差異。如將清潔銅面熱浸于熔融態的純錫中,此種錫量與熱量均極度充足下,所生成的Eta良性IMC之表面呈鵝卵石狀。但若改成錫鉛合金(63/37)之錫膏與熱風再銅面上熔焊時,亦即錫量與熱量不太充足之環境,居然長出另一種一短棒狀的IMC外表(注意銅與鉛是不會產生IMC的,且兩者之對沾錫(wetting)與散錫(Spreading)的表現也截然不同。再者銅錫之IMC層一旦遭到氧化時,就會變成一種非常頑強的皮膜,即使薄到5層原子厚度的1.5nm,再猛的助焊劑也都奈何不了它。這就是為什么PTH孔口錫薄處不易吃錫的原因(C.Lea的名著AscientificGuidetoSMT之P.337有極清楚的說明),故知焊點之主體焊錫層必須稍厚時,才能盡量保證焊錫性于不墜。事實上當”沾錫”(Wetting)之初,液錫以很小的接觸角(ContactAngle)高溫中迅速向外擴張(Spreading)地盤的同時,也另在地盤內的液錫和固銅之間產生交流,而向下扎根生成IMC,熱力學方式之步驟,即在說明其假想動作的細節。
六、錫金IMC
焊錫與金層之間的IMC生長比銅錫合金快了很多,由先后出現的順序所得的分子式有AuSn,AuSn2,AuSn4等。在150℃中老化300小時后,其IMC居然可增長到50μm(或2mil)之厚。因而鍍金零件腳經過焊錫之后,其焊點將因IMC的生成太快,而變的強度減弱脆性增大。幸好仍被大量柔軟的焊錫所包圍,故內中缺點尚不曝露出來。又若當金層很薄時,例如是把薄金層鍍在銅面上再去焊錫,則其焊點強度也很快就會變差,其劣化程度可由耐疲勞強度試驗周期數之減少而清楚得知。
曾有人故意以熱壓打線法(Thermo-Compression,注意所用溫度需低于錫鉛之熔點)將金線壓入焊錫中,于是黃金就開始向四周的焊錫中擴散,逐漸形成如圖中白色散開的IMC。該金線原來的直徑為45μm,經155℃中老化460小時后,竟然完全消耗殆盡,其效應實在相當驚人。但若將金層鍍在鎳面上,或在焊錫中故意加入少許的銦,即可大大減緩這種黃金擴散速度達5倍之多。
七、錫銀IMC
錫與銀也會迅速的形成介面合金共化物Ag3Sn,使得許多鍍銀的零件腳在焊錫之后,很快就會發生銀份流失而進入焊錫之中,使得銀腳焊點的結構強度迅速惡化,特稱為”滲銀Silverleaching”。此種焊后可靠性的問題,曾在許多以鈀層及銀層為導體的“厚膜技術”(ThickFilmTechnology)中發生過,SMT中也不乏前例。若另將錫鉛共融合金比例63/37的焊錫成分,予以小幅的改變而加入2%的銀,使成為62/36/2的比例時,即可減輕或避免發生此一”滲銀”現象,其焊點不牢的煩惱也可為之舒緩。最近興起的銅墊浸銀處理(ImmersionSilver),其有機銀層極薄僅4-6μm而已,故在焊接的瞬間,銀很快就熔入焊錫主體中,最后焊點構成之IMC層仍為銅錫的Cu6Sn5,故知銀層的功用只是在保護銅面而不被氧化而已,與有機護銅劑(OSP)之Enetk極為類似,實際上銀本身并未參加焊接。
八、錫鎳IMC
電子零件之接腳為了機械強度起見,常用黃銅代替純銅當成底材。但因黃銅中含有多量的鋅,對于焊錫性會有很大的妨礙,故必須先行鍍鎳當成屏障(Barrier)層,才能完成焊接的任務。事實上這只是在焊接的瞬間,先暫時達到消災避禍的目的而已。因不久后鎳與錫之間仍也會出現IMC,對焊點強度還是有不良的影響。
在一般常溫下錫與鎳所生成的IMC,其生長速度與錫銅IMC相差很有限。但在高溫下卻比錫銅合金要慢了很多,故可當成銅與錫或金之間的阻隔層(BarrierLayer)。而且當環境溫度不同時,其IMC的外觀及組成也各不相同。此種具脆性的IMC接近鎳面者之分子視為Ni3Sn4,接近錫面者則甚為分歧難以找出通式,一般以NiSn3為代表。根據一些實驗數據,后者生長的速度約為前者的三倍。又因鎳在空氣非常容易鈍化(Passivation),對焊錫性也會出現極其不利的影響,故一般在鎳外表還要鍍一層純錫,以提高焊錫性。若做為接觸(Contact)導電用途時,則也可鍍金或銀。
九、結論
各種待焊表面其焊錫性的劣化,以及焊點強度的減弱,都是一種自然現象。正如同有情世界的生老病死及無情世界的頹蝕風化一樣均遲早發生,無法避免。了解發生的原因與過程之后,若可找出改善之道以延長其使用年限,即為上上之策。
責任編輯:tzh
























 工商網監
工商網監
評論