 電子發(fā)燒友App
電子發(fā)燒友App


市場應(yīng)用背景 隨著消費升級,產(chǎn)品形態(tài)正在朝著多樣性和精細(xì)化方向迅速發(fā)展。這導(dǎo)致了對于復(fù)雜曲面軌跡加工的需求,包括外觀檢測、打磨拋光和點膠工藝控制,要求更高的精密度。企業(yè)必須主動滿足市場需求,不斷改進(jìn)工藝,以在競爭激烈的市場中立足。
XYR運動控制在曲面外觀質(zhì)量檢測中的關(guān)鍵作用:
XYR運動控制在生產(chǎn)制造中扮演著至關(guān)重要的角色。它廣泛應(yīng)用于手機(jī)、平板、方殼電池等多個領(lǐng)域,包括外觀缺陷檢測、中框拋光打磨、曲面點膠、方殼電池外觀檢測、電池頂蓋激光焊接等應(yīng)用場景。
傳統(tǒng)曲面外觀檢測解決方案的問題:
在曲面加工過程中,可能會引發(fā)一系列品質(zhì)問題,如劃痕、缺陷、臟污等。市面上現(xiàn)有的視覺缺陷檢測解決方案是采用多個2D面陣相機(jī)與運動控制卡相結(jié)合的方式進(jìn)行多位置視覺檢測,此方案在效率、圖像質(zhì)量和數(shù)據(jù)交互速度方面存在挑戰(zhàn),且結(jié)構(gòu)復(fù)雜、調(diào)試難度較高。此外,3D視覺檢測的批量復(fù)制成本也相對較高。
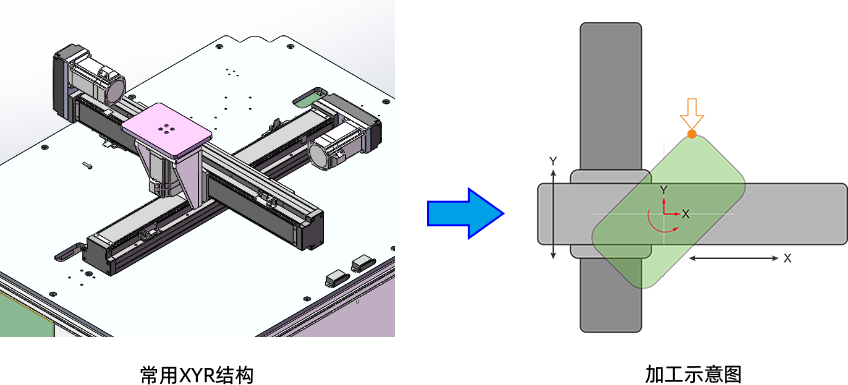
正運動技術(shù)在典型的XYR結(jié)構(gòu)應(yīng)用方面發(fā)揮重要作用:
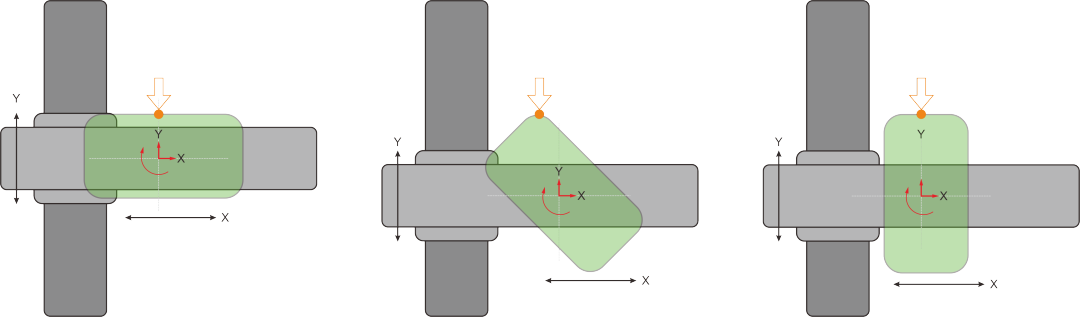
采用XYR(XY+R)聯(lián)動運動控制算法,可實現(xiàn)在R軸旋轉(zhuǎn)過程中,隨著待加工產(chǎn)品位置和角度的變化,XY運動軸也會跟隨產(chǎn)品的位置和角度進(jìn)行實時調(diào)整,從而保證XY末端加工點始終與被加工物體表面位置和姿態(tài)保持一致,實現(xiàn)了XYR的同步運動,可滿足XYR結(jié)構(gòu)加工規(guī)模化生產(chǎn)的速度需求。
正運動技術(shù)在曲面外觀XYR檢測的運動控制解決方案:
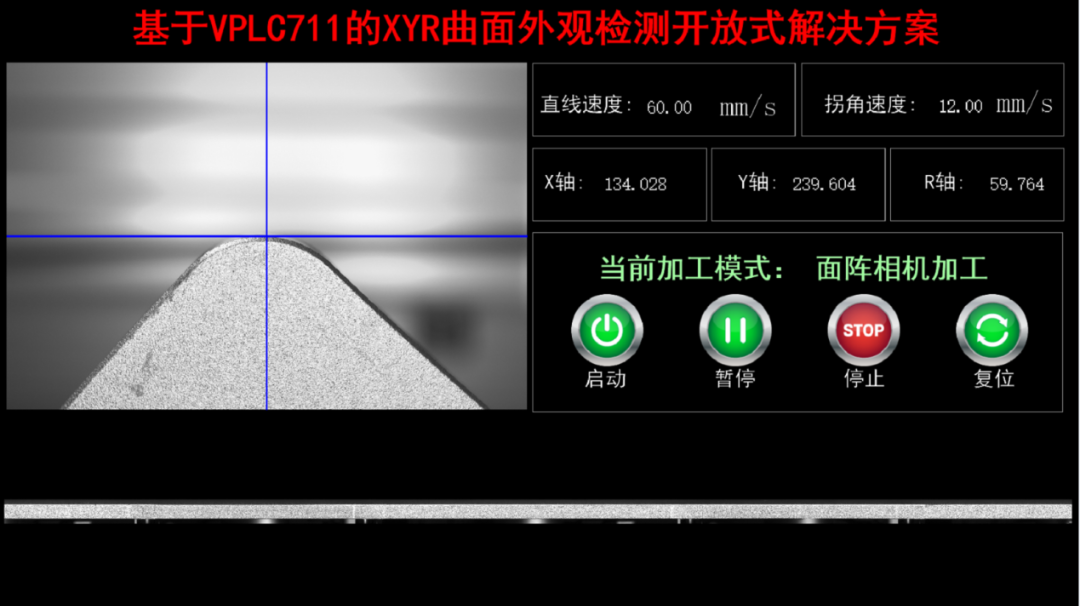
正運動技術(shù)提供了一種基于VPLC711的XYR運動控制+線掃相機(jī)的曲面外觀檢測解決方案,以解決傳統(tǒng)曲面外觀方案存在的問題。
該解決方案采用了高精度單旋轉(zhuǎn)臺XYR聯(lián)動算法與快速路徑規(guī)劃功能,實時調(diào)整XY位置以彌補(bǔ)位置偏差,確保線掃相機(jī)聚焦點到被測樣品的表面物距一致,從而實現(xiàn)XYR的同步運動與獲取高質(zhì)量圖像,方便后期進(jìn)行全面檢測產(chǎn)品的曲面和平面部分的外觀缺陷,可雙重提升生產(chǎn)效率和品質(zhì)。
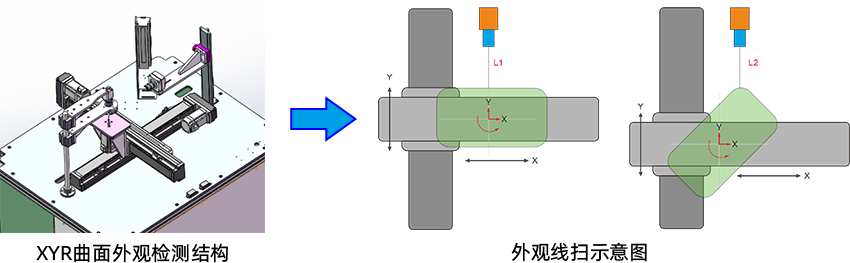
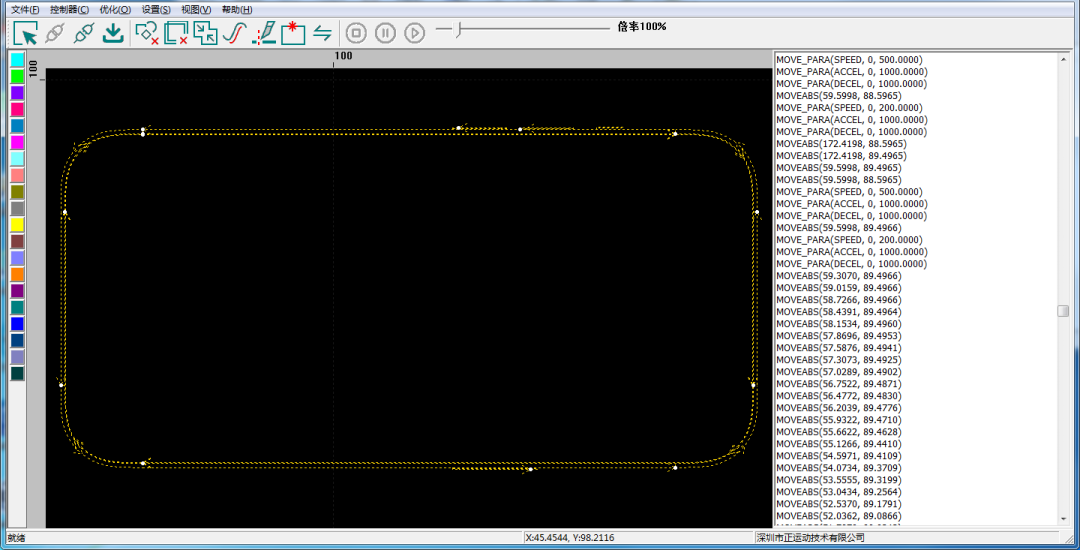
整個檢測過程中:
(1)相機(jī)中心線永遠(yuǎn)與產(chǎn)品表面垂直(曲面處相機(jī)中心線始終與切線方向垂直)。
(2)相機(jī)到被檢測產(chǎn)品的距離保持一致,任何位置L1=L2
VPLC711機(jī)器視覺運動控制一體機(jī)將機(jī)器視覺和運動控制功能整合在一個控制平臺上,這不僅減少了方案的總體成本,還提高了交互速率。此外,用戶能夠迅速構(gòu)建視覺和運動控制相關(guān)的項目程序,簡化了整個項目開發(fā)過程。
01 ? 基于VPLC711在曲面外觀檢測XYR的應(yīng)用
正運動技術(shù)方案設(shè)計
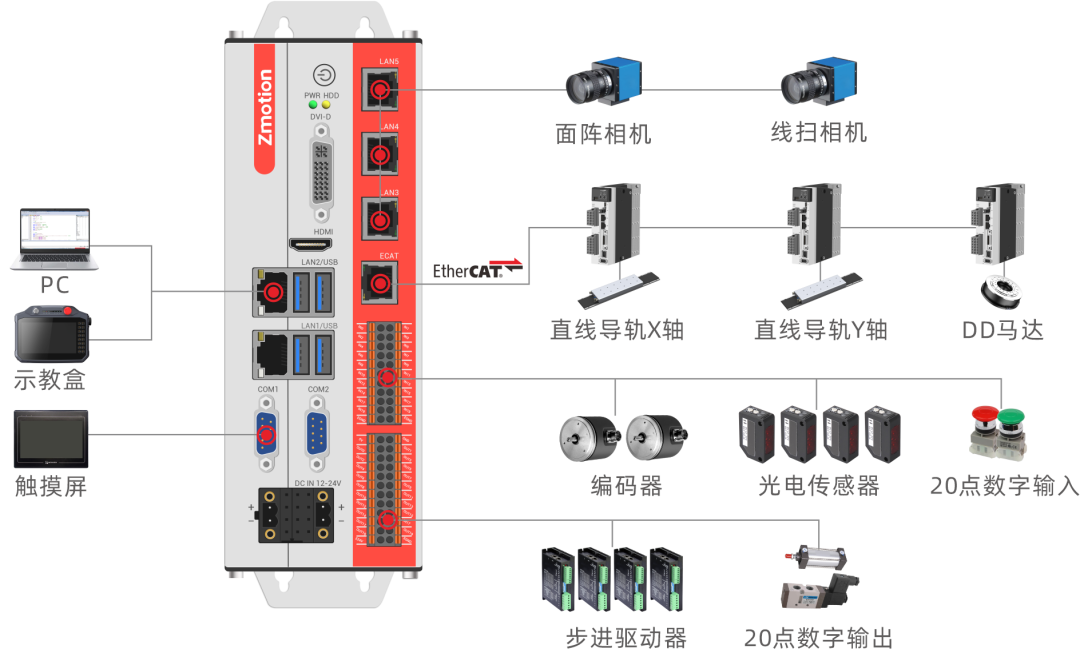
●20DI:接原點、限位等傳感器,以及開關(guān)信號等;
●20D0:高速輸出口接線掃相機(jī)的硬觸發(fā)輸入;
●EtherCAT接口:接EtherCAT總線驅(qū)動器,控制XYR軸運動;
●EtherNET接口:千兆網(wǎng)口,接支持Gige協(xié)議的面陣相機(jī)和線掃相機(jī),實現(xiàn)視覺定位、旋轉(zhuǎn)中心點確定、軌跡糾偏、曲面連續(xù)采圖等應(yīng)用。
解決方案硬件配置
| 產(chǎn)品類型 | 產(chǎn)品型號 | 廠家 | 數(shù)量 |
| 機(jī)器視覺運動控制一體機(jī) | VPLC711-i5-Eth2 | 正運動 | 1 |
| 運動控制實時內(nèi)核 | MotionRT7 | 正運動 | 1 |
| 上相機(jī) | 500W像素 | - | 1 |
| 上相機(jī)光源 | 環(huán)形光 | - | 1 |
| 下相機(jī) | 4K線掃相機(jī) | - | 1 |
| 上相機(jī)光源 | 線掃光源 | ? | 1 |
| 光源控制器 | - | - | 2 |
| 顯示屏+鼠標(biāo)鍵盤 | - | - | 1 |
| 驅(qū)動器+電機(jī) | 伺服400W | - | 3 |
運動控制與圖像采集實現(xiàn)過程
運動控制
在XYR曲面外觀檢測過程中,XYR軸帶動產(chǎn)品連續(xù)運動,同時線掃相機(jī)被固定在側(cè)方位置,對金屬邊框進(jìn)行拍攝采圖。
通過二維硬件位置比較輸出PSO,精確控制圖像采集的時間間隔,保證圖像在曲面處等間距采圖,再通過多軸聯(lián)動實現(xiàn)動態(tài)調(diào)整線掃相機(jī)與物料成像物距,并保持相機(jī)與產(chǎn)品表面垂直相切,以確保成像清晰且高質(zhì)量。以下是整個檢測過程的示意圖:
視覺處理
首先,使用2D面陣相機(jī)確定產(chǎn)品的旋轉(zhuǎn)中心點并進(jìn)行位置校正。接著,通過線掃相機(jī)捕獲產(chǎn)品的一周圖像(長、寬和4個曲面角),最后進(jìn)行外觀缺陷檢測。
方案應(yīng)用優(yōu)勢
●統(tǒng)一的API函數(shù)接口,適用各種PC上位機(jī)語言開發(fā);
●集成視覺和運控于一體,硬件接線更方便,成本更低;
●S曲線加速度/SS曲線加加速度連續(xù),運動控制更平滑;
●高精度XYR單旋轉(zhuǎn)臺聯(lián)動算法,輕松實現(xiàn)XYR聯(lián)動運動控制;
●硬件位置比較輸出PSO,高速等間距觸發(fā)采集圖像,曲面場合同樣適;
●運動控制實時內(nèi)核,核內(nèi)交互,指令調(diào)用速度快至us級,提升加工效率。
方案核心工藝
1、軌跡跟隨控制:
采用高精度單旋轉(zhuǎn)臺XYR聯(lián)動算法,在被檢或加工的產(chǎn)品在旋轉(zhuǎn)過程中,XY軸能夠?qū)崟r跟隨加工軌跡的旋轉(zhuǎn)位置和角度變化,同步自動追隨進(jìn)行X和Y方向的位置調(diào)整,始終保證線掃相機(jī)或刀具到產(chǎn)品任何位置都保持一致的垂直角度和距離,以確保高質(zhì)量的檢測和加工。
順時針方向
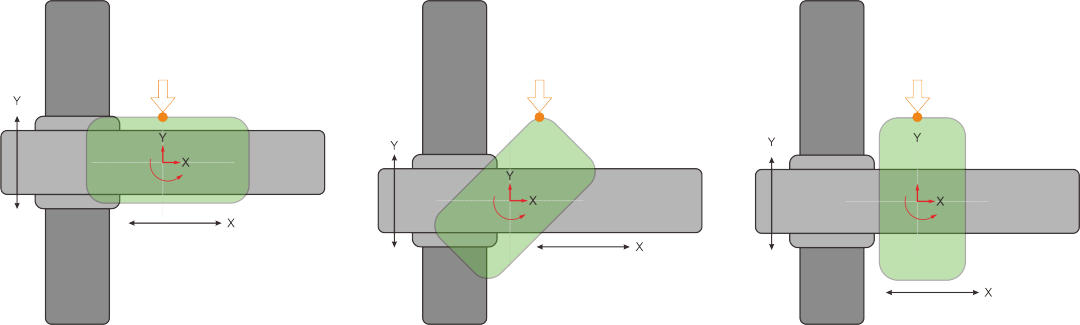
逆時針方向
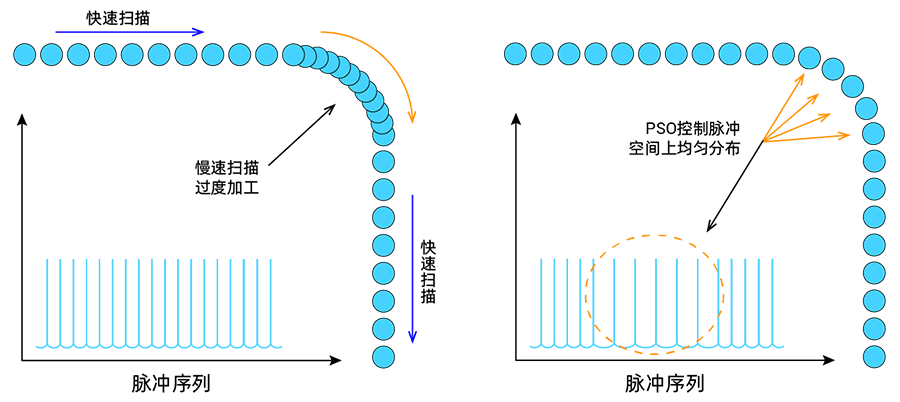
2、硬件比較輸出PSO:
二維硬件位置比較輸出PSO,控制線掃相機(jī)進(jìn)行高速等間距采圖,讓視覺拍照與產(chǎn)品的運動軌跡精準(zhǔn)同步,保證被檢物體在圓弧和拐角處也能進(jìn)行恒速拍攝,高質(zhì)量成像,避免圖像疊加和減少畸變。
3、快速路徑規(guī)劃:
快速路徑規(guī)劃用于確定加工軌跡數(shù)據(jù),以及產(chǎn)品圖紙坐標(biāo)系與機(jī)械坐標(biāo)系的位置糾偏,可適應(yīng)快速換型的應(yīng)用場合。
(1)支持二維CAD導(dǎo)圖,支持DXF/PLT/AI等格式導(dǎo)入。
(2)支持長、寬和倒角半徑等尺寸參數(shù)設(shè)置輸入。

02 ? x86平臺Windows實時視覺運動控制器VPLC711介紹
VPLC711機(jī)器視覺運動控制一體機(jī)集成視覺和運動于一體,替代傳統(tǒng)的PC工控機(jī)+視覺軟件+運動控制方案,硬件接線更方便,成本更低。搭載正運動技術(shù)運動控制實時內(nèi)核MotionRT7,核內(nèi)交互,指令調(diào)用速度快至us級,提升加工和檢測效率。
●可選6-64軸運動控制(脈沖+EtherCAT總線);
●內(nèi)置實時內(nèi)核MotionRT7,支持第三方視覺軟件;
●板載20路通用輸入(其中10路為高速輸入),20路高速輸出;
●多核并行運算,能夠高效處理運動控制,機(jī)器視覺等自動化設(shè)備核心任務(wù);
●多維位置同步輸出PSO,可在連續(xù)加工過程中精準(zhǔn)控制點膠膠量和激光能量等參數(shù);
●開放式IPC形態(tài)實時軟控制器/軟PLC,可靈活集成運動控制+視覺一體化解決方案。
編輯:黃飛
?























 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論