 技術分享:銅基板的小孔加工改善研究
技術分享:銅基板的小孔加工改善研究
隨著大功率電子元件對PCB散熱能力的要求越來越高,市場對金屬基板的需求也是水漲船高,同時對銅基板產品也提出了更高的加工要求。尤其是鉆孔方面,越來越多的銅基板要求鉆0.5mm以下的通孔,若按常規鉆孔方式加工極易出現斷刀報廢的情況。本文將通過對銅基板鉆孔機理的研究,提出一些改善鉆孔工藝的方案,從而提升銅基板小孔的加工良率。
銅基板鉆孔加工的難點分析
由于客戶對散熱或制板的需求較為多樣,市面上用于銅基板的銅材料也有多種,而不同種類的銅基板其硬度也不一樣。目前主流的銅基板所用材料為銅含量較高的紫銅,紫銅的特點是塑性較好以及強度、硬度稍低,其散熱性能是各類銅基板中最好的。從PCB鉆孔加工的角度來看,銅塊同時兼有“硬”和“軟”兩方面的特點[1]。一方面銅塊比FR-4等有機材料或有機復合材料硬很多,鉆刀加工時切削難度大大增加,容易磨損過度導致斷刀;另一方面銅塊具有一定塑性,鉆孔過程可能會使銅屑粘附刀頭,如下圖1所示,容易出現切屑不良導致斷刀。尤其當鉆孔的刀徑小于0.7mm時,能承受的橫向切削力和軸向力都很有限,褪屑能力又很弱,這對鉆孔的挑戰非常大。
圖1 鉆頭粘銅
鉆頭的選擇
上述展示當前銅基板小孔加工過程中存在的幾個主要問題:磨損大、易斷刀、散熱難。盡管這些問題令人頭疼,但通過選擇適當的鉆頭卻能夠有效地緩解這些狀況,從而改善銅基板鉆小孔的方方面面。
?鉆刀易磨損問題的解決方案
首先是磨損大的問題,從硬度的角度來看,銅塊比常規的板材要硬得多,這就決定了同樣的鉆刀對這些材料加工,必然是硬的銅塊對鉆刀磨損較大。為了提升鉆刀的壽命,這就需要強化鉆刀的耐磨損性能。現有的高速鋼或硬質合金鉆刀,盡管硬度偏低,然而其材質強度已經很高,具有良好的機械加工性能。因此在提升耐磨度這方面,業界的普遍做法并非更換鉆刀材質,而是在現有鉆刀上增加涂層[2],從而達到提高刀具表面硬度、減小摩擦系數、降低切削溫度的目的,硬質合金與各種涂層技術的硬度對比如下表1所示。
表1 硬質合金與各種涂層技術的技術對比
可見添加涂層的刀具其表面硬度有所提升,使得產品的耐磨性能也大大提升,而摩擦系數降低也有利于降低鉆刀的工作溫度,提升鉆孔品質的穩定性。
?鉆刀易斷刀問題的解決方案
其次是易斷刀的問題,加工銅基板時由于銅屑不易切斷,且小鉆刀容屑空間小,排屑難,往往容易導致鉆刀被積累的銅屑阻斷。該問題可嘗試對鉆刀結構的優化來提升其排屑能力,從而減少鉆刀被銅屑阻斷的情況發生。鉆刀的結構參數很多,涉及到鉆尖角、螺旋角、鉆芯厚度、芯厚倒錐度、鉆頭前角和后角、鉆頭橫刃斜角等等。但考慮到同時優化所有的參數需要進行大量刀具制作及大量試驗驗證,這里選取兩個對刀具加工影響最大的參數進行結構調整,即鉆尖角和螺旋角,這兩個參數的調整與影響如下表2所示。
表2鉆尖角與螺旋角調整對刀具的影響
要注意的是對鉆刀以上參數的調整幅度要合理,應確保鉆刀加工的孔位精度以及剛性,鉆尖角過大會造成鉆頭定心差,螺旋角過大則切削強度及散熱能力也會降低。
?鉆刀難散熱問題的解決方案
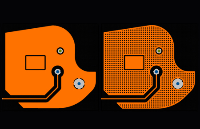
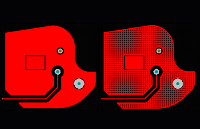
常規PCB鉆孔設備用的是冷空氣散熱,但對銅基板鉆孔而言這種散熱方式的效率并不能滿足。業界有不少廠商采用噴灑酒精冷卻銅基板的方案來實施鉆孔作業,然而操作起來還是比較麻煩的。實際上對銅基板可以適當地采用分步鉆孔的方式來加工,如下圖2所示。分步鉆孔提供了較長的時間給鉆頭和板材散熱,同時有助于及時把銅屑帶出,避免鉆頭纏銅斷刀。盡管這樣的加工效率會低些,但提升鉆孔散熱能力可有效避免鉆孔粘銅情況,不僅延長了鉆刀壽命,也使鉆孔質量得到了較好的保證,從而降低鉆孔不良率。
圖2分步鉆孔示意圖
銅基板鉆孔參數的摸索
選擇適當的刀具后,需要針對銅基的鉆孔加工參數進行摸索,以檢驗鉆孔效果能否滿足要求。這里以0.5mm鉆刀為例,對紫銅類銅基板加工,定制鉆尖角145°,螺旋角40°的涂層鉆刀,其余參數按常規設計,刀具如下圖3所示。
圖3定制0.5mm涂層刀具
?轉速區間的摸索
為了避免其它參數影響轉速調整對鉆孔質量的效果,將鉆機的進給速度調整至最低0.1m/min,從最低鉆速逐步提升,篩選適合轉速區間,各轉速設置下的鉆孔測試結果如下表3所示。
表3 進給速度0.1m/min下各轉速的刀具表現
可見在10krpm/min到20krpm/min這個區間的轉速能夠滿足0.5mm鉆刀鉆銅塊的要求。而更高的轉速則出現了斷刀的情況,斷刀的孔位也出現了孔形崩壞,如下圖4所示。
圖4 高鉆速條件斷刀及孔形崩壞
?鉆孔深度的摸索
根據上述可接受的轉速區間,選擇居中的15krpm/min的鉆速,依然保持0.1m/min最低進給速度,對鉆孔深度逐步提升,分別進行不同深度的鉆孔測試,其結果如下表4所示。
表4 各鉆孔深度的刀具表現
可見鉆刀僅鉆到0.7mm的深度就出現了斷刀的現象,原因在于孔內銅屑的殘留在鉆孔過程中不斷累積,從而使刀具受到銅屑不均勻的阻力而斷刀,如下圖5所示。顯然該刀具對于加工深度大于0.6mm的銅基板,必須采用多次疊加鉆孔的方式進行加工。
圖5 銅屑阻礙深鉆導致斷刀
?進給速度的摸索
繼續選取15krpm/min的鉆速,進給速度從最低的0.1m/min逐步提升,分別進行不同進給速度的鉆孔測試,各進給速度與刀具情況如下表5所示。
表5 各進給速度下的刀具表現
上表的測試結果稍顯意外,在較合適的轉速下,進給速度作了絲毫的提升還是斷刀了。究其原因,進給速度提升會使鉆刀的軸向力增大,并且由于對銅塊鉆孔的鉆速較低,切削和排屑量跟不上進給速度也會導致斷刀,低轉速高進給下殘屑導致的斷刀效果如下圖6所示。
圖6 低轉速高進給下殘屑導致的斷刀
銅基板小孔加工效果
基于上述摸索的試驗結果,這里設定鉆速15krpm/min,進刀速度0.1m/min,鉆深1.0mm,分步鉆2次,對銅基板進行0.5mm小孔的鉆孔測試,同時以無涂層和有涂層的鉆刀對比作刀具壽命測試,可得效果如下表所示6。
表6 無涂層和有涂層的鉆刀壽命表現
可見在適合的加工參數下,鉆刀未出現斷刀狀況,孔形也無破損,如下圖7所示,而有無涂層的對比結果也很好得體現出涂層鉆刀的耐用性。
圖7 銅基板0.5mm鉆針控深鉆孔效果
總結
上述加工方案的提出,優化了對銅基板小孔加工的刀具及參數選擇,從加工情況來看,也改善了銅基板小孔加工易斷刀及鉆孔品質不良的狀況。盡管相比一些專業的五金加工設備,其加工效率要低很多,但本方案的優勢就在于無需添加額外設備,基于現有PCB鉆孔工藝就能實現銅基板的小孔加工,降低了技術門檻和投入成本。
參考文獻:
[1]何文學,張加鋒.紫銅零件小尺寸孔的鉆孔加工分析[J].湖南工業職業技術學院學報,2015,10.
[2]張賀勇,陳成,駱金龍,羅春峰,付連宇.硬質與超硬涂層在印制電路板微型刀具上的應用[J].印制電路信息,2014,11
吳軍權
研發工程師,CPCA行業工程師
主要從事PCB新技術與新產品研發項目
發布評論請先 登錄
相關推薦
PCB盜銅工藝:技術與藝術的完美融合

無氧銅網線和純銅網線哪個好
PCB設計中填充銅和網格銅有什么區別?
PCB設計中填充銅和網格銅有什么區別?
AMD獲得玻璃核心基板技術專利
金融界:萬年芯申請預置焊接合金材料的陶瓷基板專利

AMD加入玻璃基板戰局
IC 封裝載板用有機復合基板材料研究進展
解讀熱電分離PCB銅基板的卓越性能與應用前景
熱電分離工藝銅基板:電子領域的創新力量
熱電分離銅基板:構建高性能電子生態的基石
黃山谷捷:創新應用冷精鍛工藝,引領散熱基板行業新潮流
陶瓷基板技術PK:DBC vs DPC,你站哪一邊?

玻璃基板時代,TGV技術引領基板封裝
高效、精準:皮秒激光切割機在陶瓷基板加工中的應用






 工商網監
工商網監
評論