") AOI技術(shù)的工作邏輯及結(jié)構(gòu)介紹
AOI技術(shù)的工作邏輯及結(jié)構(gòu)介紹
隨著準(zhǔn)備用于SMT(表面貼裝技術(shù))組裝的PCB(印刷電路板)上的線條變得更精細(xì),元件小型化和SMD(表面貼裝器件)高密度組裝,目視檢查是遠(yuǎn)遠(yuǎn)不足以滿足SMT裝配質(zhì)量檢驗(yàn)的要求。因此,AOI(自動(dòng)光學(xué)檢測(cè))在SMT組裝中越來(lái)越普遍地用作檢查SMT組裝過(guò)程中形成的焊接接頭性能的關(guān)鍵方法。此外,AOI已應(yīng)用于更廣泛的應(yīng)用領(lǐng)域,其檢測(cè)技術(shù)逐步發(fā)展和優(yōu)化。目前,AOI系統(tǒng)正朝著智能化方向發(fā)展,作為SMT裝配中使用的檢測(cè)模式。
AOI技術(shù)的工作邏輯
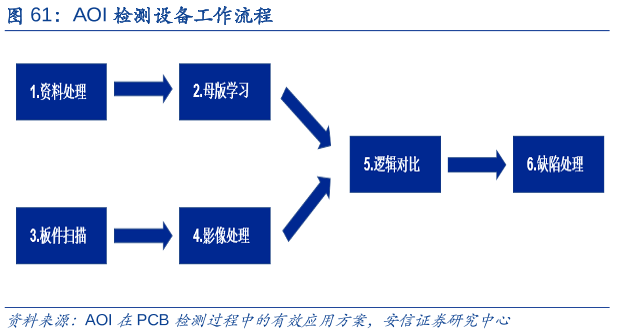
雖然AOI技術(shù)在SMT組裝中以不同的形式使用,但它們共享相同的工作邏輯,即光學(xué)方法用于捕獲被檢查目標(biāo)和檢查的數(shù)字,可以以某種方式進(jìn)行分析和判斷。 AOI系統(tǒng)中常用的檢查,分析和判斷方法包括DRC(設(shè)計(jì)規(guī)則檢查)方法和CAD(計(jì)算機(jī)輔助設(shè)計(jì))數(shù)據(jù)比較方法。
?DRC方法
DRC方法用于根據(jù)一些給定的規(guī)則檢查設(shè)計(jì)模式。例如,根據(jù)所有線路應(yīng)該依賴于焊點(diǎn)作為端子的規(guī)則來(lái)檢查PCB電路圖案,所有線路共享相同的寬度并且間隔應(yīng)該等于或大于規(guī)定值。 DRC方法能夠保證算法模式的有效性。此外,DRC方法具有一些優(yōu)點(diǎn),包括易于設(shè)置,高速處理,以及少量編程和小數(shù)據(jù)存儲(chǔ)。因此,AOI系統(tǒng)主要依賴于DRC方法。
DRC的明顯缺點(diǎn)在于其確定邊界能力的弱點(diǎn)和邊界位置應(yīng)通過(guò)設(shè)計(jì)特定方法來(lái)確定。
?CAD數(shù)據(jù)比較方法
CAD數(shù)據(jù)比較方法用于比較AOI系統(tǒng)中存儲(chǔ)的數(shù)字圖像模式與捕獲的實(shí)際圖像模式總結(jié)檢查結(jié)果。該方法的準(zhǔn)確性取決于檢查的準(zhǔn)確性,定義和所有檢查程序,并且可以獲得高的。然而,該方法的缺點(diǎn)包括捕獲數(shù)據(jù)量大,對(duì)數(shù)據(jù)實(shí)時(shí)處理要求高。
隨著DRC方法和CAD數(shù)據(jù)比較方法的比較,后者具有更多的優(yōu)點(diǎn)。
AOI技術(shù)的檢測(cè)功能
AOI技術(shù)可用于對(duì)PCB裸板,焊膏進(jìn)行檢測(cè)印刷,元器件和焊點(diǎn)。
裸PCB檢測(cè)和焊點(diǎn)檢查通常依賴于獨(dú)立的AOI儀器,檢測(cè)不是實(shí)時(shí)的。焊膏檢查和元件檢查通常取決于AOI儀器匹配焊膏打印機(jī)和芯片安裝器,并且它們的檢查是實(shí)時(shí)進(jìn)行的。例如,目前先進(jìn)的焊膏印刷機(jī)能夠通過(guò)匹配的AOI系統(tǒng)對(duì)印刷厚度和印刷邊緣折疊進(jìn)行實(shí)時(shí)檢查。
用于裸PCB的AOI項(xiàng)目覆蓋斷線,竊聽(tīng),劃痕,針孔,線間距和跟蹤,邊緣粗糙度和質(zhì)量區(qū)域缺陷。用于焊點(diǎn)的AOI項(xiàng)目涵蓋引線布置和彎曲,缺少元件,錯(cuò)位,元件放置方向,元件數(shù)量,焊點(diǎn)質(zhì)量等。由于AOI系統(tǒng)發(fā)現(xiàn)不合格的元件,信號(hào)通常會(huì)發(fā)送給能夠更換它們的操作員使用合格的組件并阻止錯(cuò)誤發(fā)生災(zāi)難。
典型AOI系統(tǒng)的結(jié)構(gòu)
?裸PCB的AOI系統(tǒng)
下面的圖1展示了裸PCB的AOI系統(tǒng)。

基于AOI設(shè)計(jì)規(guī)則,該系統(tǒng)增加了比較功能并做好準(zhǔn)備兩個(gè)相機(jī)。檢測(cè)子系統(tǒng)采用一維圖像傳感器捕獲PCB上的跡線圖像,經(jīng)過(guò)校正和高速A/D轉(zhuǎn)換后,圖像信號(hào)將被發(fā)送到控制子系統(tǒng)。然后控制子系統(tǒng)對(duì)缺陷進(jìn)行判斷,并通過(guò)沿前后直線移動(dòng)檢測(cè)站進(jìn)行掃描,使圖像傳感器得到2D圖像輸出信號(hào)。將對(duì)墨水中的PCB缺陷進(jìn)行實(shí)時(shí)標(biāo)記,并將缺陷放大并顯示在監(jiān)視器上,以便進(jìn)行目視檢查。
系統(tǒng)操作可以在監(jiān)視器上以對(duì)話的形式實(shí)現(xiàn)。輸出子系統(tǒng)由數(shù)字圖像監(jiān)視器,真實(shí)圖像監(jiān)視器,打印機(jī)和同步鏡組成。該系統(tǒng)允許數(shù)字彩色圖像和真實(shí)圖像分別顯示在打印輸出的顯示器上。此外,可以通過(guò)同步鏡觀察圖像信號(hào)和數(shù)字剪輯級(jí)別的數(shù)字。這種系統(tǒng)的檢測(cè)速度可以高達(dá)每分鐘幾米,最小分辨率可以是微米級(jí)別,最小線寬和線間距可以是幾微米。
?焊點(diǎn)的AOI系統(tǒng)
AOI焊點(diǎn)系統(tǒng)的工作邏輯是光學(xué)相機(jī)用于捕捉焊點(diǎn)的3D圖像,并與標(biāo)準(zhǔn)進(jìn)行比較數(shù)據(jù)處理后焊點(diǎn)圖像,以便判斷和澄清缺陷類(lèi)別和位置。
?焊膏印刷AOI系統(tǒng)
AOI焊膏印刷系統(tǒng)由相機(jī)和光纖xy系統(tǒng)組成。攝像機(jī)安裝在xy桌面上,光纖沿xy方向移動(dòng),可以獲得完整的PCB圖像。
在焊膏印刷過(guò)程中,焊膏被壓入開(kāi)口通過(guò)刮刀模板和理想的效果應(yīng)該是焊膏厚度等于模板的厚度。當(dāng)模板從PCB移開(kāi)時(shí),焊膏邊緣會(huì)發(fā)生一些變化。
焊膏檢測(cè)系統(tǒng)依賴于環(huán)形光纖和環(huán)形反射器,使斜光照射在焊膏上,相機(jī)捕獲圖像來(lái)自環(huán)形光纖的直線直接,可以測(cè)量焊膏的邊緣部分,并可以計(jì)算焊膏厚度。該檢查通過(guò)將形狀轉(zhuǎn)換為光學(xué)變化來(lái)進(jìn)行判斷。即使在普通打印情況下,也會(huì)在邊緣部分產(chǎn)生一些海角以產(chǎn)生強(qiáng)烈反射。
-
AOI
+關(guān)注
關(guān)注
6文章
143瀏覽量
24425 -
PCB打樣
+關(guān)注
關(guān)注
17文章
2968瀏覽量
21758 -
華強(qiáng)PCB
+關(guān)注
關(guān)注
8文章
1831瀏覽量
27840 -
華強(qiáng)pcb線路板打樣
+關(guān)注
關(guān)注
5文章
14629瀏覽量
43107
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
為什么說(shuō)“AOI檢測(cè)”是SMT焊接質(zhì)量的把關(guān)者?
NMOS邏輯門(mén)電路工作原理
想買(mǎi)AOI,檢測(cè)SMT表面不良,請(qǐng)問(wèn)國(guó)產(chǎn)的AOI哪家好用?
AOI技術(shù)在SMT 生產(chǎn)上的應(yīng)用
AOI在SMT中的應(yīng)用
邏輯存儲(chǔ)結(jié)構(gòu)
鷹眼科技打出“聰明的AOI叫鷹眼”的榮耀口號(hào)
AOI的工作原理是什么樣的?
AOI理想環(huán)境及技術(shù)方案的資料說(shuō)明
AOI是什么,關(guān)于自動(dòng)光學(xué)檢測(cè)設(shè)備aoi的解析
剖析SMT中AOI設(shè)備的工作原理
非接觸除塵設(shè)備在AOI檢測(cè)工作中的應(yīng)用
雙面檢測(cè)aoi光學(xué)檢測(cè)儀詳細(xì)介紹






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論