 回流焊技術的工藝流程及影響工藝的因素分析
回流焊技術的工藝流程及影響工藝的因素分析
隨著SMT整個技術發展日趨完善,多種貼片元件(SMC)和貼裝器件(SMD)的出現,作為貼裝技術一部分的回流焊工藝技術及設備也得到相應的發展,其應用日趨廣泛,幾乎在所有電子產品領域都已得到應用。
回流焊技術在電子制造領域并不陌生,我們電腦內使用的各種板卡上的元件都是通過這種工藝焊接到線路板上的,這種設備的內部有一個加熱電路,將空氣或氮氣加熱到足夠高的溫度后吹向已經貼好元件的線路板,讓元件兩側的焊料融化后與主板粘結。這種工藝的優勢是溫度易于控制,焊接過程中還能避免氧化,制造成本也更容易控制。
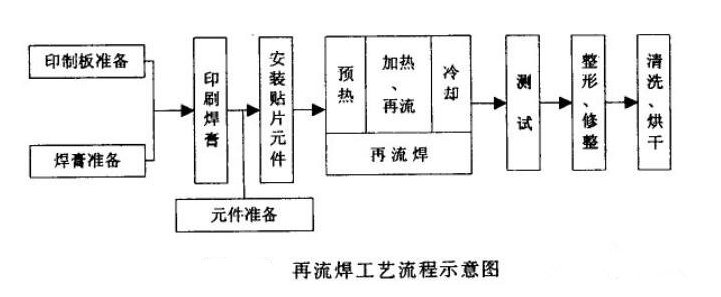
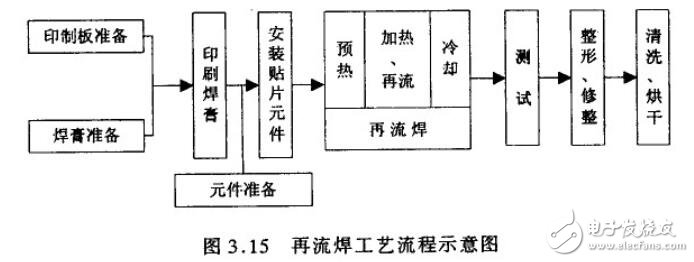
工藝流程
回流焊加工的為表面貼裝的板,其流程比較復雜,可分為兩種:單面貼裝、雙面貼裝。
單面貼裝:預涂錫膏 →貼片(分為手工貼裝和機器自動貼裝) → 回流焊 → 檢查及電測試。
雙面貼裝:A面預涂錫膏 → 貼片(分為手工貼裝和機器自動貼裝) → 回流焊 →B面預涂錫膏 →貼片(分為手工貼裝和機器自動貼裝)→ 回流焊 → 檢查及電測試。
影響工藝因素:
在SMT回流焊工藝造成對元件加熱不均勻的原因主要有:回流焊元件熱容量或吸收熱量的差別,傳送帶或加熱器邊緣影響,回流焊產品負載等三個方面。
1.通常PLCC、QFP與一個分立片狀元件相比熱容量要大,焊接大面積元件就比小元件更困難些。
2.在回流焊爐中傳送帶在周而復使傳送產品進行回流焊的同時,也成為一個散熱系統,此外在加熱部分的邊緣與中心散熱條件不同,邊緣一般溫度偏低,爐內除各溫區溫度要求不同外,同一載面的溫度也差異。
3.產品裝載量不同的影響。回流焊的溫度曲線的調整要考慮在空載,負載及不同負載因子情況下能得到良好的重復性。負載因子定義為:LF=L/(L+S);其中L=組裝基板的長度,S=組裝基板的間隔。
回流焊工藝要得到重復性好的結果,負載因子愈大愈困難。通常回流焊爐的最大負載因子的范圍為0.5~0.9。這要根據產品情況(元件焊接密度、不同基板)和再流爐的不同型號來決定。
-
SMD
+關注
關注
4文章
574瀏覽量
48590 -
smt
+關注
關注
40文章
2925瀏覽量
69590 -
SMC
+關注
關注
2文章
85瀏覽量
20321
發布評論請先 登錄
相關推薦
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊

SMT工藝---表面貼裝及工藝流程
SMT貼裝基本工藝流程
通孔回流焊簡述
倒裝晶片的組裝工藝流程
分享一下波峰焊與通孔回流焊的區別
SMT組裝工藝流程的應用場景
回流焊接技術的工藝流程詳解

波峰焊和回流焊順序





 工商網監
工商網監
評論