 基于臺達PLC和觸摸屏實現對HXFA368型條并卷聯合機的控制
基于臺達PLC和觸摸屏實現對HXFA368型條并卷聯合機的控制
以臺達PLC和觸摸屏為控制核心,通過與變頻器、傳感器和電磁閥構成高效、可靠、先進的控制系統,用 PLC實現對電磁閥及變頻器的控制,利用觸摸屏對工作過程進行實時監視、數據分析及故障監控,使HXFA368型條并卷聯合機具有自動化水平先進和生產效率高等特點。
1、引言
HXFA368型條并卷聯合機在紡紗的整個過程中是個瓶頸環節,一旦出現問題,后邊整個生產過程就無法進行,所以要求設備控制系統穩定、性能可靠、使用方便和自動化程度高等特點。該控制系統將可編程序控制器(PLC)運算速度高、指令豐富、功能強大、可靠性高和抗干擾能力強等特點與觸摸屏操作簡單、功能強大、界面友好直觀的特點結合在一起使用,使該系統具有很好的人機交互功能,在生產應用中取得很好的效果。
2、工藝流程及硬件結構設計
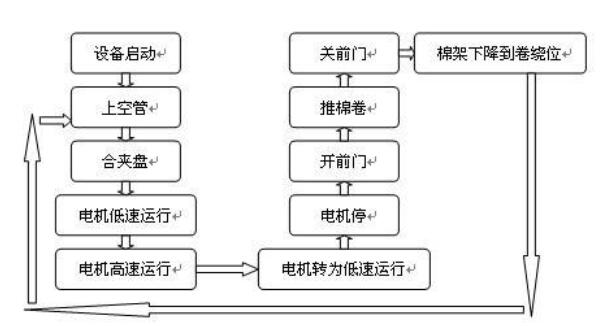
HXFA368條并卷聯合機主要由成卷部分、牽伸部分、電氣控制柜組成,結構簡潔緊湊,在紡織備中起著承上啟下的作用,其部分工作流程見圖1:

圖1工作流程圖
系統采用中達電通公司DVP-60ES00R主機和DVP32XP(擴展模塊)系列可編程控制器作為中心控制單元,輸入點數52點,輸出點數40點,共計92點。操作顯示單元選用中達電通公司DOP-AE10THTD65536系列觸摸屏,電機驅動選用中達電通公司VFD110B43A系列變頻器控制。
在設備上共安裝48個傳感器和8個限位開關,其主要作用是負責各動作的定位、棉條有無的檢測和脈沖信號的采樣,傳感器的輸出信號都為開關量,以常開或常閉觸點接入控制器的輸入端子,選用24v直流電磁閥,直接用PLC的各輸出點驅動電磁閥。設備通過一個電機和10個氣缸完成系統機電氣一體化控制,達到了設備的工藝要求。
3、系統軟件設計
系統設計軟件流程圖如圖2所示。
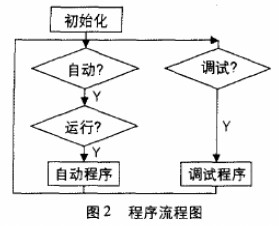
圖2:程序流程圖
3.1系統初始化
每套控制程序初始化都是必需的,每一次PLC上電或對PLC強制復位都要初始化,主要對在程序中使用的各種計數器、定時器、寄存器等進行復位和設置,同時保留上次運行需要記憶的各種數據,完成運行前的各項準備工作。
3.2工作程序
工作程序由通信程序、計數程序和步進程序等組成,下面對各部分進行陳述。
通信程序采用MODBUS通信協議來完成PLC與變頻器之間數據的傳輸,MODBUS通信協議指令如下:
LD M1200
MOV H86 D1120 設置通訊格式
SET M1120 通訊格式保持
MOV K100 D1129 通訊時間超時設定
LD M1129
SET M1122 置位送信要求
LDP M1012
MODRD K1 H2101 D40 將D40所存數據寫入變頻器地址H2101
LD M1127 接收完畢
RST M1127
設備運行速度經計算轉化成頻率,系統軟件通過MODWD指令將轉化后的頻率寫入變頻器地址,最后由變頻器驅動變頻電機運轉來拖動設備運行,另外通過MODRD指令讀取變頻器的運行狀態(溫度、頻率、電流)數據,通過觸摸屏顯示出來,以便用戶對變頻器運行狀態的查詢,通過變頻器溫度、頻率、電流等數據判斷變頻器及設備運行是否正常,及時對設備進行維護,達到安全生產。
計數程序主要是對計數傳感器采集的脈沖信號進行處理,通過高速計數器C235來記錄脈沖信號,每經過一個計數周期后就將C235所記錄的脈沖信號數進行計算,轉化成棉網的長度,經過幾個計數周期,采集的脈沖數經累計后到達了用戶設置長度,電機停止運行,完成其他一些列動作。
由于該設備在運行過程中執行動作比較多,所以在程序設計時采用了步進指令來完成這些動作,一個步進指令必須執行三個任務:
1、驅動輸出線圈
2、指定轉移條件
3、指定步進點的控制權要轉移給那一個步進點。
下面是設備控制程序部分步進指令
STL S0 步進從初始狀態S0開始
LDI X25 空管檢測,無空管及X25=OFF 轉移到S20步進點
SET S20
LD X25 空管檢測,有空管及X25=ON 轉移到S21步進點
TMR T31 延時后轉移到S21步進點
OUT M132 驅動繼電器M132
LD T31
SET S21
RET
控制動作程序利用步進指令編寫使得程序思路明確、條理清晰,在相關的動作互鎖上容易處理,設備系統調試時也容易查錯。
根據設備工藝要求控制程序具有停止、自動、調試三個工作狀態,當設備被指定在停止狀態時,除了通信程序外,其余程序都被禁止運行。當設備被指定在調試狀態下時,PLC只能運行通信程序和調試程序,此時,通過觸摸屏可以對設備動作進行單步執行,同時,當設備出現故障時,可以在調試狀態下進行故障排除。當設備被指定在自動工作狀態時,按下啟動按鈕,設備將按圖1流程圖所示進行工作。
3.3人機界面
控制柜上人機界面可使過程可視化,智能化,方便系統調試,增強系統故障之后的恢復能力,改善系統的可維護性,降低運行成本。
根據畫面顯示信息量采用十八個畫面,各畫面之間通過觸摸鍵進行切換,同時觸摸屏上各類組件的內存單元和與PLC中數據存儲區的的單元相關聯,構成系統整體監控。根據設備工藝要求設計了參數設定、系統調試、故障信息查詢參數設定等畫面。
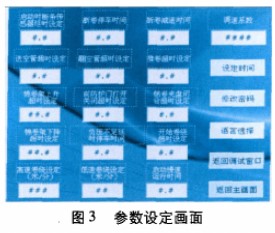
參數設定畫面
參數設定畫面主要是為了給現場操作人員進行設備工藝參數調節使用的,根據棉紡工藝的不同,對棉卷大小進行調節,設備運行速度調節,棉卷滾出停止位置調節,動作的快慢進行調節等。系統調試畫面是為設備調試和故障排除而設計的,通過此畫面的24個按鈕,可以對動作流程圖中的每個動作進行單步執行來進行故障排除和設備調試。故障信息查詢畫面提供了故障報警和歷史數據查找功能,一旦系統發生故障,屏上主畫面出現故障原因,點擊信息查詢按鈕故障報警畫面分析報警原因,觸摸屏提供了一個十分靈活和友好的窗口,方便現場人員的使用,增強了系統的可操作性。
在對DOP-AE10THTD65536觸摸屏進行組態設計開發過程中,運用宏指令對控制程序進行了安全保護,防止用戶對控制程序私自修改,造成事故發生,以下是部分宏指令:
$133 = (1@D1003) 將控制程序內存校驗和送給觸摸屏內部存儲器$133
IF $133 != 13877(DW) 將控制程序大小與原始控制程序內存校驗和做對比
CLRB (1@M1072) 禁止PLC運行
ENDIF
該段宏指令禁止了用戶對PLC控制程序的隨意修改,提高了設備的安全性。
4.結束語
HXFA368條并卷聯合機是集機、電、氣為一體化的自動化設備,基于臺達PLC和觸摸屏進行自動控制是整機一個很重要的組成部分,具有系統穩定、操作方便、性能可靠等特點,該設備投入運行后受到用戶的一致好評。
-
控制系統
+關注
關注
41文章
6657瀏覽量
110792 -
plc
+關注
關注
5016文章
13385瀏覽量
464802 -
觸摸屏
+關注
關注
42文章
2315瀏覽量
116613
發布評論請先 登錄
相關推薦
臺達EH PLC和觸摸屏在印刷機械控制中的應用
PLC控制的氣動元件在HXFA368型條并卷聯合機上的應用

歐姆龍PLC和臺達觸摸屏的組合應用

采用西門子觸摸屏、PLC和逆變器設計滌綸處理牽伸聯合機系統的設計
PLC觸摸屏的作用_觸摸屏是怎樣控制PLC的
大量回收臺達plc模塊,庫存閑置臺達觸摸屏回收
庫存閑置臺達plc回收,工廠拆機臺達觸摸屏回收

PLC無線通訊模塊在觸摸屏與臺達PLC之間的應用教程





 工商網監
工商網監
評論