

1 、微細電火花加工的特點
微細電火花加工的原理與普通電火花加工并無本質區別。其加工的表面質量主要取決于電蝕凹坑的大小和深度,即單個放電脈沖的能量;而其加工精度則與放電間隙、工藝系統穩定性、電極損耗等因素密切相關。
微細電火花加工也是利用脈沖電源,將高頻放電能量輸向放電間隙,靠產生的高溫熱效應等綜合效應實現對材料的去除,從而達到對工件加工的目的。但由于被加工的孔徑細微,一般在<5~100μm之間,因此要達到加工的尺寸精度和表面質量要求,還有一些特殊的要求。微細電火花加工具有以下一些特點:
(1) 放電面積很小
微細電火花加工的電極一般在<5~100μm 之間,對于一個<5 μm 的電極來說,放電面積不到20μm2 ,在這樣小的面積上放電,放電點的分布范圍十分有限,極易造成放電位置和時間上的集中,增大了放電過程的不穩定,使微細電火花加工變得困難。
(2) 單個脈沖放電能量很小
為適應放電面積極小的電火花放電狀況要求,保證加工的尺寸精度和表面質量,每個脈沖的去除量應控制在0. 10~0. 01μm 的范圍內,因此必須將每個放電脈沖的能量控制在10 - 6~10 - 7 J 之間,甚至更小。
(3) 放電間隙很小
由于電火花加工是非接觸加工,工具與工件之間有一定的加工間隙。該放電間隙的大小隨加工條件的變化而變化,數值從數微米到數百微米不等。放電間隙的控制與變化規律直接影響加工質量、加工穩定性和加工效率。特別是微細電火花加工中,微孔的加工占大部分,放電間隙的大小與穩定程度更是微孔加工得以成功的關鍵。
(4) 工具電極制備困難
要加工出尺寸很小的微小孔和微細型腔,必須先獲得比其更小的微細工具電極。在以往的微細電火花加工中,微細工具電極一般采用專門加工后,二次安裝到機床主軸頭上的方法,此時明顯存在著微細電極的安裝誤差及變形誤差等,難以保證工具電極與工作臺面的垂直度以及電極與回轉主軸的同軸度等。線電極電火花磨削(WEDG) 出現以前,微細電極的制造與安裝一直是制約微細電火花加工技術發展的瓶頸問題。由于微細電極安裝過程中存在的問題,采用離線方式進行電極的檢測顯然是不可取的。從目前的應用情況來看,采用WEDG技術能很好地解決微細工具電極的制備問題。為了獲得極細的工具電極,要求具有高精度的WEDG系統,同時還要求電火花加工系統的主軸回轉精度達到極高的水準,一般應控制在1μm 以內。
(5) 排屑困難,不易獲得穩定火花放電狀態
由于微孔加工時放電面積、放電間隙很小,極易造成短路,因此欲獲得穩定的火花放電狀態,其進給伺服控制系統必須有足夠的靈敏度,在非正常放電時能快速地回退,消除間隙的異常狀態,提高脈沖利用率,保護電極不受損壞。
2、微細電火花加工系統的總體方案設計
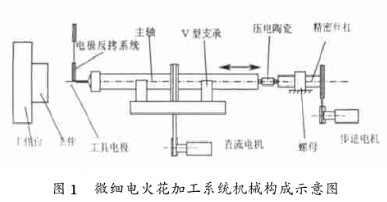
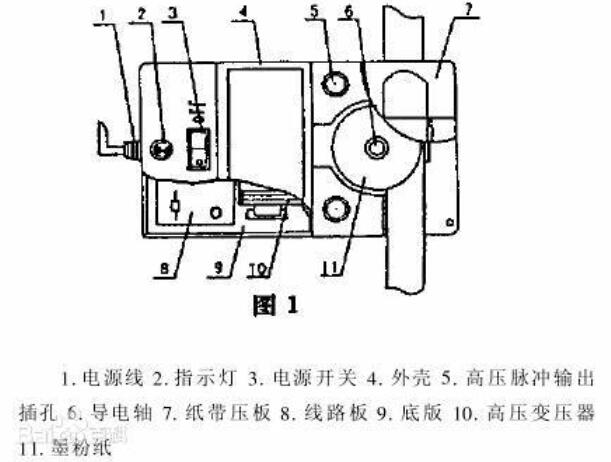
根據以上微細電火花加工的特點分析,在參閱大量國內外有關微細電火花加工及相關的技術研究成果基礎上,設計并研制了一臺微細電火花加工系統原理樣機。該系統分為機械和電氣兩大部分,機械部分主要由4 個部分組成:橫軸布局旋轉主軸、步進電機及壓電陶瓷伺服進給裝置、制作微細電極的反拷系統和讀數顯微鏡,其構成框圖如圖1 所示。
2. 1 橫軸布局陶瓷V型支承旋轉主軸系統
通常情況下電火花加工機床主軸是立式的,因而在加工孔時,蝕除物的排除比較困難,通過放電間隙從孔的底部克服重力移至孔的頂部排出,在微、深孔加工時情況則更加嚴重。因為微細電火花加工時,放電能量小,火花的爆炸力小,放電間隙也小(間隙可以控制在1μm 以下) ,放電自身的動力難以將放電蝕除產物排出。由于排屑困難,放電不易穩定,短路增加,從而導致加工效率下降,加工質量惡化。
為了改善微細電火花加工條件,本系統采用了日本東京大學增澤隆久教授等人原創的橫軸布局方案,即主軸水平布局的臥式加工方法,蝕除物不必克服重力,甚至可利用其自重排出,排屑效果好。實驗證明,用橫軸布局方式進行微孔加工,深徑比可達到10∶1 以上。電極旋轉不僅有利于提高孔加工的圓度,而且可提高加工效率2~5 倍。同時,主軸旋轉也是用線電極磨削法在線制作微細電極的需要。
在常規的電火花加工機床上,一般是將C 軸(旋轉軸) 安裝在Z 軸移動部件上,帶動電極完成旋轉運動的。因此C 軸與Z 軸之間不可避免地存在平行度誤差。為了克服上述設計上的缺陷,微細電火花加工系統主軸采用高精度V 型陶瓷支承,由直流電機通過皮帶帶動主軸作平穩的高精度回轉,實現C 軸的回轉運動;由壓電陶瓷復合步進電機作進給伺服機構, 推動主軸在V 型支承上滑動, 實現Z軸的運動,從而實現了C 軸與Z 軸的合二而一。微細電火花加工要求主軸的回轉精度應在1 μm 以內,因此主軸系統的科學合理設計是至關重要的。本系統的主軸采用高精度雙V 型塊支承,易實現高回轉精度,且結構簡單,經濟性也好,實測回轉精度可達0. 75μm。如采用軸承結構或其他方式設計主軸系統,不僅實現起來較困難,而且結構復雜、體積較大,系統慣性較大,伺服困難。另外,采用陶瓷V型塊支承,還可實現主軸與床身的電氣絕緣,有助于減小電火花加工時的寄生電容,從而進一步提高加工精度。
2. 2 帶有壓電陶瓷的宏微伺服進給系統
步進電機及壓電陶瓷伺服進給系統的構成如圖1 所示。單片機控制的步進電機以微步距旋轉,再通過絲杠和螺母產生微進給,在0~5 mm 范圍內實現主軸分辯率為0. 6 μm 的宏進給,由單片機控制的壓電陶瓷驅動器可在0~14μm 的范圍內實現分辨率為3. 42 nm 的微進給。由于壓電陶瓷的響應速度快,進給分辨率高,可很好地滿足微細電火花加工的高精度進給和短路時快速回退的要求。當工件和電極在加工中發生短路時,由單片機發出指令,令壓電陶瓷控制電極作快速回退,短路消除后,恢復正常的加工進給速度。因此,由步進電機和壓電陶瓷復合組成的電火花加工主軸伺服進給系統,不僅可實現較大行程的電火花加工,而且可實現很高的進給分辨率和定位精度,并能快速響應,實現電火花高效穩定加工。
2. 3 工具電極反拷系統
用簡單形狀的微細電極進行微細孔和微三維結構的加工,已經成為當前微細電火花加工的主流技術之一。因此,微細電極的精密、高效制作在微細電火花加工中占有極為重要的地位。微細電極制作的傳統方法主要有兩種:一是把通過冷拔得到的細金屬絲矯直;另一種方法是用切削、磨削等方法制作。采用離線方式進行微細電極制作,顯然很難滿足微細電火花加工的要求。這是因為電極在第二次安裝過程中,將不可避免地產生回轉精度誤差及其與工作臺面的垂直度誤差。在精度、重復定位方面對操作人員技術的依賴性強。實用中,這種方式所能使用的電極直徑以ф50μm 為極限。因此采用在線方式進行微細電極制作勢在必行。目前常用的電極在線制作方法主要有塊反拷加工和線電極電火花磨削(WEDG)兩種,本文設計的反拷電極系統就包括了上述兩種方法,可在線制備各種尺寸和形狀的微細電極。
2. 4 微細電火花加工系統的電氣控制系統
微細電火花加工系統的電氣控制部分采用PC機控制下的以單片機為核心的控制系統,具體包括核心控制系統、微能RC 脈沖電源、直流電機和步進電機驅動控制電路、壓電陶瓷驅動控制電路、放電過程監測電路和接觸感知及測量電路,其構成如圖2所示。
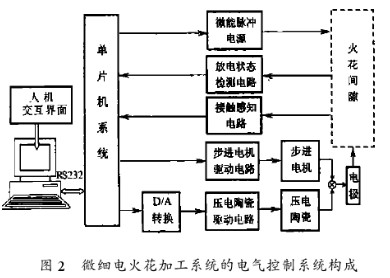
單片機作為核心計算機控制著整個系統的實時操作,其操作的指令來源于上位機的RS - 232 通訊。微能脈沖電源采用了由本文原創的低電壓技術,單脈沖火花放電能量由通常的10 - 6~10 - 7 J 降至最小可達10 - 12 J 數量級,很好地滿足了微細電火花加工的需要。放電狀態檢測電路由分壓、光電隔離、采樣保持和A/ D 轉換等幾部分組成。分壓電路的作用是將開路時的高壓通過適當的比例降低至A/ D 轉換器可以轉換的范圍。電火花放電信號是一個非常復雜的干擾源,光電隔離電路的功能是用線性光耦使電火花放電間隙電路與A/ D 電路及計算機電路實現完全隔離,從而盡量降低火花放電對A/ D 轉換及計算機工作的干擾。A/ D 轉換器是將間隙電壓的模擬信號轉換為計算機可以識別的數字信號,使得計算機可以根據A/ D 轉換器讀值,判斷間隙放電狀態, 進而決策下一步的執行動作。
3 、微細電火花加工系統的加工實驗
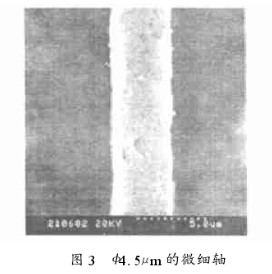
微細工具電極的極限加工能力是評價微細電火花系統性能的一項重要指標,也是加工相應尺寸微小孔和型腔的前提。以微細軸的加工為例,方法是將工具電極裝在主軸上作為工件,采用塊反拷或WEDG方法,使其不斷減小至要求尺寸,或加工至系統極限加工能力所能達到的最小尺寸。圖3 是使用本文研制的微細電火花加工系統加工的微細軸實例的掃描電鏡圖片,其直徑僅為ф4. 5μm[3 ] 。
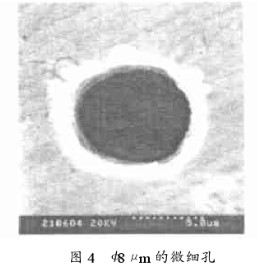
微小孔的尺寸也是評價樣機性能的一項非常重要的指標,圖4 是本系統加工的微小孔的實例,其直徑僅為ф8μm[3 ] 。
4、 結論
本文針對微細電火花加工的特點,設計并研制了微細電火花加工系統。該系統主要由橫軸布局V型陶瓷結構旋轉主軸系統、帶有壓電陶瓷的宏、微伺服進給系統、制作微細工具的反拷系統和讀數顯微鏡及電氣控制部分等幾部分組成。該系統成功地加工出了直徑僅為ф4. 5 μm 的微細軸和直徑僅為ф8μm 的微小孔,目前已經達到了國內領先、國際先進的水平。這標志著我國在微細電火花加工系統及應用方面取得了重大進展,將很大程度地推動我們在微細電火花加工方面研究水平的提高。
-
電源
+關注
關注
185文章
18136瀏覽量
253952 -
步進電機
+關注
關注
152文章
3142瀏覽量
148654
發布評論請先 登錄
相關推薦
ATA-61520功率放大器在電火花加工中的應用
金剛石磨輪的電火花成形磨削加工
基于單片機控制的電火花加工電源
CCD傳感器實時檢測技術在微細電火花加工機床上應用的優勢

電火花加工的三個條件_電火花加工的四個過程
電火花加工的加工特性_電火花加工的工藝參數
電火花加工有哪些類型
電火花加工實驗
功率放大器在電火花加工中的作用有哪些
高壓放大器在電火花加工中的作用是什么





 工商網監
工商網監

評論