") 電火花加工的加工特性_電火花加工的工藝參數(shù)
電火花加工的加工特性_電火花加工的工藝參數(shù)
電火花加工的加工特性
表示電火花加工特性的指標(biāo)有:加工速度(g/min,每分鐘多少克),表面粗糙度(μm)、間隙(μm)和電極損耗比(%)。這些加工特性主要取決于放電電流的最大值和放電的持續(xù)時間(脈沖寬度)等電氣條件,在相同的加工條件下,加工效率的高低與脈沖放電的停止時間(tr)的大小有很大關(guān)系。
目前,在電火花加工時,加在極間隙上的是100V左右、頻率為250Hz~250kHz的脈沖電壓,脈沖放電持續(xù)時間在2μs至2ms范圍內(nèi),各個脈沖的能量可在2mJ到20J(電流為400A時)范圍內(nèi)調(diào)整。在此范圍內(nèi),根據(jù)持續(xù)時間(脈沖寬度)和脈沖能量的不同組合,可以獲得不同的加工速度、表面粗糙度、電極消耗和表面組織等。
當(dāng)頻率高、持續(xù)時間短的脈沖加在電極間隙時,每個脈沖的金屬除去量非常少,可以得到小的表面粗糙度值,但加工速度低。在相同功率的條件下,頻率低、持續(xù)時間長的脈沖雖然可得到大的加工速度,但表面粗糙度值變大。
電火花加工的工藝參數(shù)
電火花加工的工藝參數(shù)可以分為電參數(shù)和非電參數(shù)。電參數(shù)主要是脈沖電源的參數(shù),有加工極性,脈寬,脈間,峰值電壓,峰值電流等等。非電參數(shù)主要有沖油或抽油的方式,壓力,流量,抬刀高度,頻率,平動方式,平動量的大小等,他們相互影響,相生相克,給參數(shù)的選擇增加了難度。
為了能正確選擇電火花加工參數(shù)規(guī)準(zhǔn),使其有章可循,人們根據(jù)工具電極,工件的材料,若工具極性,脈寬,峰值電流等主要參數(shù)對表面粗糙度,放電間隙,蝕除速度和電極損耗率等四個主要工藝指標(biāo)的影響,事先做成工藝曲線圖表,按此來選擇電火花加工的規(guī)準(zhǔn)。
電火花加工模具或某種零件時,一般工件材料是事先已定的,碳鋼,模具鋼,不銹鋼,各種鎳鉻合金鋼等都可以算作鋼類材料,對電火花加工來說,它們的被加工性能,工藝指標(biāo)都相差不多。含熔點,氣化點很高的鎢,鉬類合金材料以及硬質(zhì)合金材料以及石墨,銅鎢,銀鎢燒結(jié)材料,導(dǎo)電的聚晶金剛石等可算做為另一類,對電加工來說它們屬于難加工材料。對鋁,鋅,黃銅等熔點較低的材料,電火花加工比較容易。總之,第一步就是咱分析工件的特點和技術(shù)要求(如表面粗粗度,尺寸,公差精度)等工藝技術(shù)指標(biāo)的基礎(chǔ)上,根據(jù)工件材料和技術(shù)要求來選擇工具電極的材料,如黃銅,紫銅,石磨或銅鎢,銀鎢合金等,當(dāng)然要考慮它們是否易于加工制作成工具電極以及成本等因素。
以后就是選擇加工極性等工藝參數(shù)規(guī)準(zhǔn),大部分工件一般要分成粗,中,精幾種規(guī)準(zhǔn)依次轉(zhuǎn)換,既保證工件的技術(shù)要求,又保證盡可能高的總的生產(chǎn)效率。選擇電規(guī)準(zhǔn)的順序應(yīng)根據(jù)主要矛盾來決定。例如加工型腔模具,電極損耗比必須要低于1%,則應(yīng)根據(jù)要求的電極損耗比來選擇粗加工時的脈寬和峰值電流,這時把生產(chǎn)效率,粗粗度等放在次要地位來考慮。
如加工精密小模數(shù)齒輪沖模,除了側(cè)面粗粗度外,主要還應(yīng)考慮選擇合適的放電間隙,以保證所規(guī)定的沖模配合間隙。
脈沖間隙時間的選擇,粗加工長脈寬時取脈寬的1/5—1/10,精加工時取脈寬的2—5倍,脈間大,生產(chǎn)率低,但脈寬過小,則加工不穩(wěn)定,易拉弧。
加工面積小時不宜選擇過大的峰值電流,否則電極間隙內(nèi)電蝕產(chǎn)物過濃造成放電集中,易拉弧。因此,在粗加工剛開始時可能實際加工面積很少,應(yīng)暫時減少峰值電流或加大脈沖間隔,或故意加強定時抬刀,待電火放電面積逐漸增大后,在逐漸增大電流至正常值。隨著加工深度的逐漸增加,也應(yīng)相應(yīng)加強抬刀和沖,抽油排屑功能。
-
脈沖
+關(guān)注
關(guān)注
20文章
892瀏覽量
95673 -
電火花
+關(guān)注
關(guān)注
0文章
29瀏覽量
12465
發(fā)布評論請先 登錄
相關(guān)推薦
ATA-61520功率放大器在電火花加工中的應(yīng)用
金剛石磨輪的電火花成形磨削加工
基于單片機控制的電火花加工電源
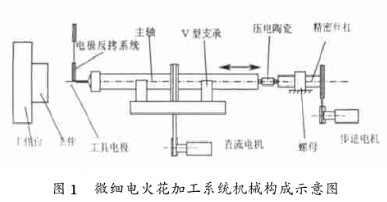
微細(xì)電火花加工的組成特點與系統(tǒng)設(shè)計
電火花加工的三個條件_電火花加工的四個過程
電火花加工實驗
功率放大器在電火花加工中的作用有哪些
高壓放大器在電火花加工中的作用是什么





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論