 基于西門子400 PLC和ACS400變頻器實現造紙機傳動控制系統的設計
基于西門子400 PLC和ACS400變頻器實現造紙機傳動控制系統的設計
為了在造紙機高速運行狀態(600 m/min以上)下對紙機各傳動點進行同步控制和負荷控制,通常需要采用PROFIBUS-DP現場總線的多電機同步傳動控制系統,解決多電機控制的同步性以及信號通訊的實時性、快速性和高精度性。
PR0FIBUS主要用以實現分散式數字化控制器從現場底層到車間級的網絡化,它具有通信速率高、可靠性強、維護方便及總線協議開放等突出優點。開發PROFIBUS通訊轉換接口,使現場底層的分散式數字化控制器能接到PROFIBUS-DP總線網絡中就顯得尤勾重要。本文對自行研究設計的PROFIBUS-DP轉換接口在2350/650紙機傳動控制系統中的應用作一介紹。
1 、紙機控制系統
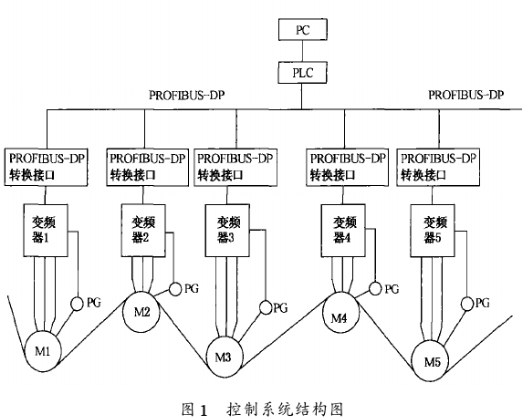
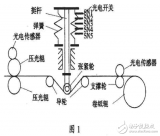
以2350/650造紙機傳動控制系統為例,該系統采用PC機作為上位機,西門子400PLC作為中心控制器,并由ABB公司的ACS400變頻器通過PROFIBUS.DIP通訊轉換接口與PLC構成PROFIBUS.DP控制系統同時驅動負載,如圖1所示。
2、 PROFIBUS-DP總線通訊轉換接口
從圖2中可以看出,PLC通過PROFIBUS-DP總線與變頻器進行通訊的過程中,PR0FIBUS-DP通訊轉換接口是信號通訊的關鍵部分。在本設計的通訊接口中使用的是PR0FIBuS通信專用ASIC結合單片機。其中PROFIBUS通信專用ASIC選用的是西門子公司的SPC3,系統的控制核心選用Intel公司的MCS.51系列單片機中的80C31。
PROFIBUS-DP接口主要由處理器接口和串行總線接口組成。在處理器接口電路中,80C31通過Po口和P2口擴展外部存儲器,將SPC3內部的雙口RAM作為自己的外部RAM,通過對雙口RA M的讀寫來完成對SPC3的初始化和有關數據的交換。SPC3芯片通過請求發送信號(RTS),發送數據信號(TXD),接收數據信號(RXD),通過高速光耦HCPL7720和總線收發器SN75ALS176相連,構成串行總線接口。

PROFIBUS-DP網絡接口在物理上與RS485網絡接口相近,從圖3可以看出,PR0FIBUS-DP總線驅動一側和主站連接;另一側通過光耦與SPC3連接。采用光耦主要是為了消除來自零線上的干擾。在本設計中選用了SN75ALS176總線驅動芯片和HCPL772O光耦。HCPL7720光耦是一種比較特殊的光耦,為雙電源供電,速度最高達25Mb/s。另外, 在本設計中PR0FIBUs-DP總線電纜采用的是A類型的屏蔽雙絞線,有助于改善電磁兼容性,其特征阻抗為130~165Q,截面積》0.34 mm。
PROFIBUS-DP的ASIC芯片SPC3集成了PROFI.BUS-DP協議,因此8OC31不用參與處理PR0FIBUS.DP協議。80C31的主要任務是對SPC3進行合理的配置、初始化及對各種報文的處理。圖3為其主程序流程圖。

3、 基于PROFIBUS-DP總線的控制系統的工作過程
3.1 系統的控制過程
從圖1可以看出,系統由PC機發送控制信息、設定運行參數以及讀取運行狀態的作用;數字測速部件采用高分辨率的旋轉編碼器(PG),由PG分別測量造紙傳動中各單元的實際速度,送入變頻器,再通過自行開發的轉換接口將此信號傳輸給PLC;PLC通過現場總線協議讀取變頻器寄存器中的運行頻率與速度計算值,然后與設定運行參數綜合,按既定的同步控制策略進行運算和控制,得到各單元電機的整定運行速度設定值,通過PROFIBUS.DP寫入變頻器執行。
由于PLC直接通過數字通訊模式,按照一定采樣周期進行信息的輸入、處理和輸出,簡化了系統外圍模塊,縮短了控制周期,同時提高了在線監測、運算和驅動能力,控制精度和工作可靠性也進一步提高。另外,可以通過通信接口將變頻器相關參數反饋到PLC,并由PC機實時監控,并可根據實際情況做出相關的判斷和調整,使操作更加簡單、直觀。系統運行參數的設定也可以通過遠程通信實現,低操作故障,減少勞動力的投入。
3.2 通訊接口與變頻器之問數據通訊
3.2.1 變頻器參數設置
在通信接15與變頻器進行通信時,通信接15的參數應與變頻器的參數設置相對應。主要設置的參數有站地址、通信速率、校驗等,變頻器的參數設置見表1。

3.2.2 通信接口與變頻器之間的數據交換
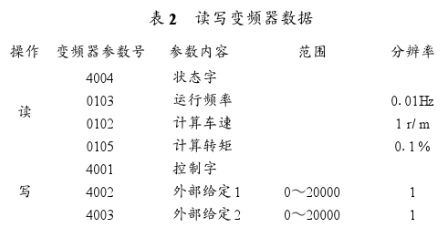
通信接口與變頻器之間的數據交換是根據PROFIBUS-DP主站傳送的數據長度確定對變頻器進行讀、寫操作的具體內容。這里選擇8字節的輸入及輸出來說明讀寫操作的具體內容。讀操作:當系統為8字節輸出時,通信接口需要讀取變頻器的狀態字、運行頻率、計算車速、計算轉矩。寫操作:當系統為8字節輸入時,通信接口需要給變頻器發送控制字、外部給定1、外部給定2。詳細內容如表2所示。
4、 應用效果
(1)系統的通訊速率可達到1.5Mb/s,大大超過以前應用RS485總線的9.6kb/s,保證了各傳動點實時同步。
(2)系統的控制精度達到0.1%,動態精度(最大擾動偏差)為5%,負荷分配控制精度可維持在5%以內。
(3)系統的動態響應小于0.02s,能夠及時進行紙機運行信息的交換和共享,確保了紙機高速穩定運行,減少了紙幅斷頭。
(4)系統采用PROFIBUS.DP控制技術,全部的控制功能是由現場總線通訊完成,省去了成千上萬個線路節點,提高了系統的可靠性,節約了控制電纜,降低了系統成本。
5、 結語
在這套控制系統中PROFIBUS-DP將所有的站點連接到一起,系統信息都是通過它進行傳遞。利用PROFIBUS-DP完成系統各設備間的通訊,形成網絡系統,提高系統的智能化程度,實現復雜的控制功能。在實際中,用它對造紙機控制系統進行改造,完成了預期的通信和控制功能,大大提高了生產效率,取得了滿意的效果。
責任編輯:gt
-
plc
+關注
關注
5016文章
13385瀏覽量
464821 -
西門子
+關注
關注
94文章
3062瀏覽量
116276 -
變頻器
+關注
關注
251文章
6584瀏覽量
145562
發布評論請先 登錄
相關推薦
西門子S7-300/400 PLC與VB的通信方法
造紙機電控系統變頻器的選擇

西門子PLC通過網關連接ACS800變頻器
西門子變頻器與S7-300/400 的PROFIBUS-DP通訊過程
西門子PLC S7-1500系列與西門子變頻器G120之間實現DP通訊功能
西門子變頻器在造紙行業的應用






 工商網監
工商網監
評論