") PLC S7—200在立體倉庫控制系統(tǒng)中的應(yīng)用
PLC S7—200在立體倉庫控制系統(tǒng)中的應(yīng)用
1 引言
隨著我國國民經(jīng)濟飛速的發(fā)展和企業(yè)現(xiàn)代化生產(chǎn)規(guī)模不斷的擴大,現(xiàn)代物流系統(tǒng)從六十年代剛剛起步到現(xiàn)在蓬勃發(fā)展,其中立體倉庫控制系統(tǒng)是不可缺少的重要部分。立體倉庫控制系統(tǒng)是以PLC作為控制核心,集自動控制技術(shù)、計算機技術(shù)、通訊技術(shù)和機電一體化技術(shù)于一體的高科技控制設(shè)備。本文探討了如何利用德國西門子PLC S7—200實現(xiàn)立體倉庫控制,并分別從硬件和軟件兩個方面進行了分析和研究。
此自動控制系統(tǒng)已在營口紅塔集團得到了很好的應(yīng)用。
2 系統(tǒng)概況
自動化立體倉庫又稱自動存取系統(tǒng)(AS/RS),是一種用高層立體貨架儲存物資,坩自動控制堆垛機進行存取作業(yè)和,f=I計算機監(jiān)控管理的倉庫。目前,立體倉庫主要有以下幾種形式:升降橫移式、巷道堆垛式、垂直提升式、垂直循環(huán)式、圓形水平循環(huán)式等等。本系統(tǒng)采用巷道堆垛式立體倉庫,此系統(tǒng)由PLC、堆垛機、計算機、貨架、出入庫輸送機等設(shè)備構(gòu)成。其巾PLC是控制核心,堆垛機是立體倉庫的主要存取設(shè)備,它是由機架、行走機構(gòu)、升降機構(gòu)、載貨臺、伸叉、導(dǎo)軌構(gòu)成。堆垛機執(zhí)行PLC命令去高速度、高密度地自動存取貨物,同時在上位機可進行實時監(jiān)控。
3 系統(tǒng)硬件設(shè)計
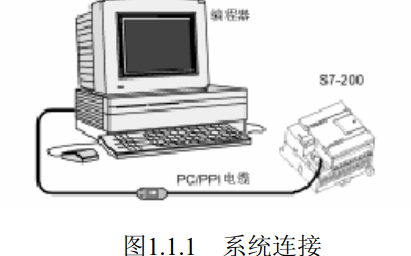
根據(jù)立體倉庫控制系統(tǒng)要求,我們采用了德國西門子PI C S7—200 CPU226型號,此類型PLC可以滿足多種多樣自動化控制的要求,它雖為小型機,但有些功能可與大中型PLC 媲美。S7—200具有很強大的指令系統(tǒng),具有功能齊全的編程軟件和界面友好的工業(yè)控制組態(tài)軟件,同時它有多種功能模塊,便于組網(wǎng),有良好的擴展性。此外,低廉的價格,很高的性價比也是我們采用它的重要原因。尤其它的兩路高速脈沖輸出(Fro)功能在步進電機控制上非常的方便,它可以直接通過驅(qū)動模塊來驅(qū)動步進電機實現(xiàn)不同的旋轉(zhuǎn)要求,從而實現(xiàn)起步的加速或停止時的減速。
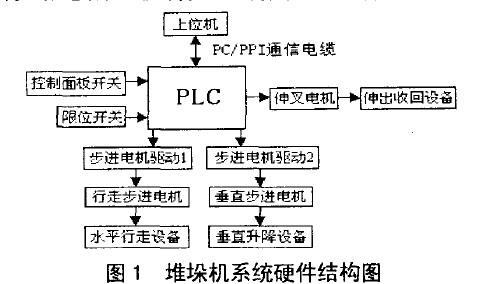
此系統(tǒng)為了保證堆垛機三維位置移動定位的精確 ,在同一位置誤差不超過10毫米,我們采用兩個步進電機控制堆 機的升降和行走。同時伸叉控制使用直流電動機為執(zhí)行元件,完成伸出收回動作。堆垛機系統(tǒng)硬件結(jié)構(gòu)圖如圖1所示。PLC把多種輸入信號如控制面板信號和傳感器信號采樣進來,通過PLC內(nèi)部邏輯控制和運算處理,輸出步進電機驅(qū)動所需的Fro脈沖等信號,從而控制堆垛機通過導(dǎo)軌按其指定距離運動,同時輸出變量控制直流電動機正反轉(zhuǎn)從而控制伸叉的伸出和收回動作。
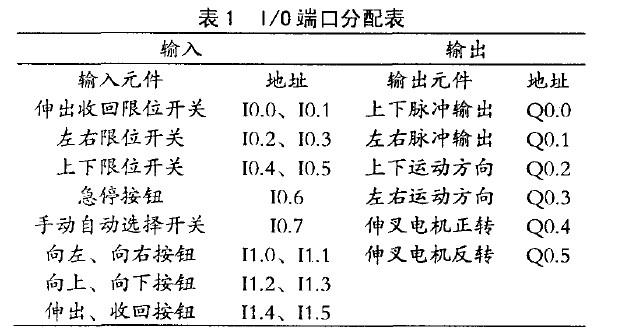
此系統(tǒng)的輸入信號分為兩部分,一是控制面板上的控制按鈕,包括急停按鈕、自動手動轉(zhuǎn)換開關(guān)、左右按鈕、上下按鈕、伸出和收回按鈕。另一部分是各方位的限位開關(guān),包括:上下限位、左右限位、伸出限位和收回限位。此系統(tǒng)的輸出相對要復(fù)雜一些,s7—200 CPU226支持兩路的PTO脈沖輸出,分別為QO.0和QO.1。PTO可以輸出一串占空比50%的脈沖,我們可以控制脈沖的周期和個數(shù),其中周期可以根據(jù)需要選用微秒或毫秒,脈沖個數(shù)是一個32位的無符號數(shù)。此系統(tǒng)用QO.0來控制上下電機的運動,QO.1來控制左右電機的運動。另外,步進電機還有正反轉(zhuǎn)控制功能,用QO.2來控制上下電機的運動方向,用QO.3來控制左右電機的運行方向。同時,用QO.4和QO.5來控制伸叉電機的正反轉(zhuǎn)。
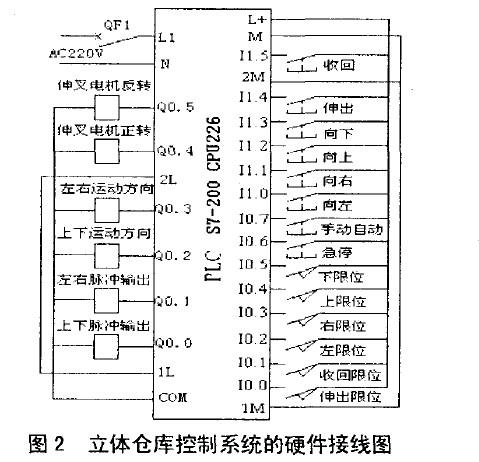
此系統(tǒng)PLC硬件I/O端口分配表如表1所示,硬件接線圖如圖2所示。
4 系統(tǒng)軟件設(shè)計
4.1 通訊協(xié)議的制定
當(dāng)選擇自動的工作方式,上位機可以通過通訊來控制PLC并最終控制步進電機,實現(xiàn)堆垛機的送貨和取貨過程。
PLC通過串口與上位機做通訊,當(dāng)有操作的時候會將控制信息發(fā)給PLC,PLC收到后發(fā)回一個接收到的信息,并在執(zhí)行完發(fā)回一個完成信息。
我們采用計算機編程軟件Ⅵsu Basic 6.0作為 佬 撳件,在PLC和VB編程的時f嚏設(shè)置,兩邊的波特率部為9600bps,每個字符的數(shù)據(jù)為8位,—個啪匕位。通信協(xié)議定義如下:
“#”+bytel+byte2+byte3+chr(13)
其中,byte1為控制字符(con),設(shè)0為入庫,設(shè)1為出庫,設(shè)2回原點,設(shè)3為停止。byte2和byte3分別為貨架左右和上下運動脈沖輪廓號。Chr(1 3)為回車符表示信息結(jié)束。
4.2 向?qū)渲肞TO 脈沖輸出
西門子s7—200有兩臺PTO/PWM 生成器,建立高速脈沖鏈或脈沖寬度調(diào)節(jié)波形。一臺生成器指定給數(shù)字輸出點QO.0,另一臺生成器指定給數(shù)字輸出點QO.1。一個指定的特殊內(nèi)存(SM)位置為每臺生成器存儲以下數(shù)據(jù):一個控制字節(jié)、一個脈沖計數(shù)值和一個循環(huán)時間和脈沖寬度值。
我們使用S7-200編程軟件STEP7所帶的脈沖輸出向?qū)磉M行脈沖串輸出和運動輪廓的配置。PTO的輸出直接控制步進電機驅(qū)動器的PLS接口,我們只要精確地控制輸出脈沖的數(shù)量和周期,那么電機就能實現(xiàn)相應(yīng)的運動距離了。因為步進電機驅(qū)動器提供了細(xì)分功能,所以不同的細(xì)分方式下電機的相同轉(zhuǎn)數(shù)則需要不同的脈沖個數(shù)。根據(jù)公式:(脈沖個數(shù)=運行距離/齒輪周長 步進電機每轉(zhuǎn)步數(shù) 細(xì)分?jǐn)?shù))計算出運動一格的脈沖數(shù)添入向?qū)峁┑妮喞校诔绦蛑懈鶕?jù)各個情況調(diào)用不同的運動輪廓來實現(xiàn)運動距離。
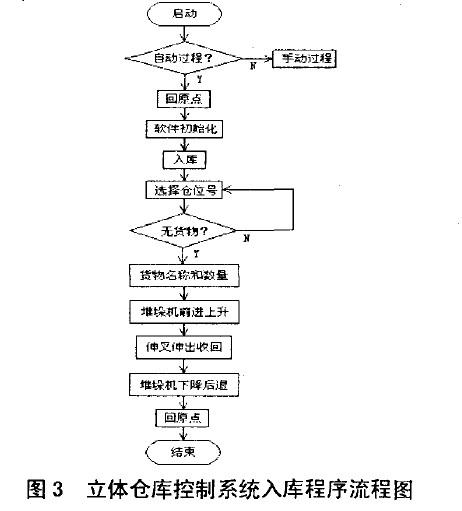
立體倉庫的入庫程序流程圖如圖3所示,具體梯形圖和VB程序省略。
5 結(jié)束語
PLC應(yīng)用于立體倉庫控制系統(tǒng),與傳統(tǒng)的繼電接觸器控制系統(tǒng)相比較,具有通用性強,可靠性高,操作方便,維護簡單等優(yōu)點。此控制系統(tǒng)經(jīng)過兩年多的實際運行,自動化程度高,空間利用率高,減輕了勞動強度,提高了生產(chǎn)效率,已取得了很好的經(jīng)濟效益,具有很好的應(yīng)用前景。
-
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6657瀏覽量
110792 -
plc
+關(guān)注
關(guān)注
5016文章
13385瀏覽量
464798 -
西門子
+關(guān)注
關(guān)注
94文章
3062瀏覽量
116269 -
計算機
+關(guān)注
關(guān)注
19文章
7534瀏覽量
88450
發(fā)布評論請先 登錄
相關(guān)推薦
立體倉庫實訓(xùn)裝置下載
基于S7-200 PLC控制的小型自動化立體倉庫設(shè)計
SIMATIC S7 控制系統(tǒng)在制漿造紙過程中的應(yīng)用
OPC技術(shù)在立體倉庫監(jiān)控系統(tǒng)中的應(yīng)用
機床制造企業(yè)立體倉庫信息管理系統(tǒng)研究
觸摸屏和PLC在農(nóng)產(chǎn)品立體倉庫中的應(yīng)用
立體倉庫PLC系統(tǒng)電磁干擾及抗干擾策略研究
S7-200PLC在太陽能跟蹤控制系統(tǒng)中的應(yīng)用

使用S7-200PLC控制系統(tǒng)實現(xiàn)A3000的實驗和測試培訓(xùn)教程
立體倉庫是什么,有哪些特點
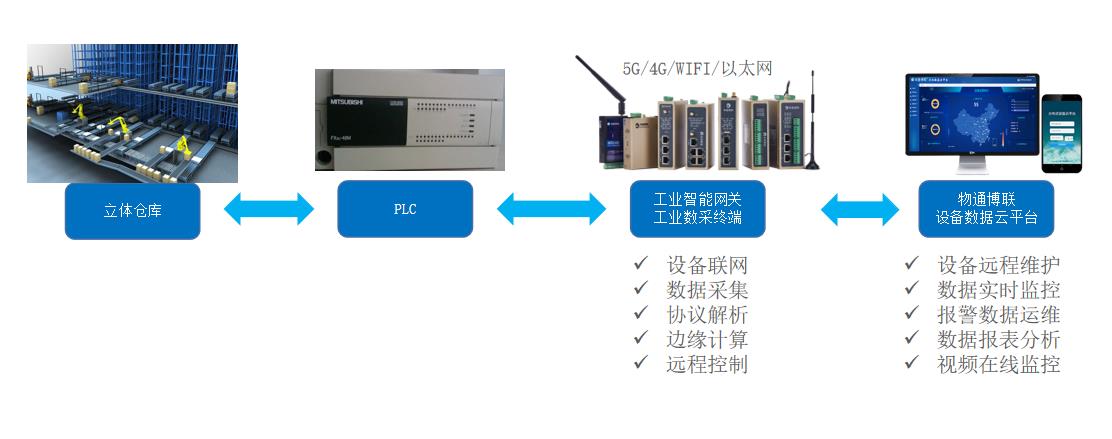
基于PLC智能網(wǎng)關(guān)的智能立體倉庫實時監(jiān)測系統(tǒng)
SIM ATIC S7—300PLC控制系統(tǒng)的特點及硬件、軟件組態(tài)

S7協(xié)議讀取西門子S7-200 Smart PLC數(shù)據(jù)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論