 組態軟件與PLC的通訊控制
組態軟件與PLC的通訊控制
一、引言
在現代工業自動化領域中,組態軟件與PLC(Programmable Logic Controller,可編程邏輯控制器)的通訊控制起著至關重要的作用。組態軟件通過其友好的圖形界面和強大的數據處理能力,為工程師和技術人員提供了直觀、高效的控制手段;而PLC作為工業自動化系統的核心控制設備,具有穩定性高、可靠性強的特點。本文將從多個方面詳細介紹組態軟件與PLC的通訊控制,旨在為讀者提供全面、深入的理解。
二、組態軟件與PLC的基本概念
組態軟件
組態軟件是一種專門用于工業自動化系統開發和集成的軟件工具。它通過圖形化的界面,將工業現場的各種設備、傳感器、執行機構等進行組態配置,實現數據的采集、處理、存儲和顯示等功能。組態軟件具有開放性好、易于擴展、界面友好等特點,是現代工業自動化系統中不可或缺的一部分。
PLC
PLC是一種數字運算操作的電子系統,專為在工業環境應用而設計。它采用可編程的存儲器,用于其內部存儲程序、執行邏輯運算、順序控制、定時、計數與算術操作等面向用戶的指令,并通過數字或模擬式輸入/輸出控制各種類型的機械或生產過程。PLC具有通用性強、可靠性高、抗干擾能力強等特點,是工業自動化系統中的核心控制設備。
三、組態軟件與PLC的通訊控制方式
通訊協議
組態軟件與PLC之間的通訊控制需要通過特定的通訊協議來實現。常見的通訊協議包括MODBUS、Profinet、EtherCAT等。這些協議規定了數據的傳輸格式、傳輸速率、傳輸方式等關鍵參數,確保組態軟件與PLC之間能夠準確、可靠地進行數據交換。
(1)MODBUS協議
MODBUS協議是一種串行通信協議,廣泛應用于工業自動化系統中。在組態軟件與PLC的通訊控制中,MODBUS協議通過串口或網絡實現數據的傳輸。組態軟件作為MODBUS主站,可以訪問多個MODBUS從站設備(包括PLC),實現數據的讀取和寫入。
(2)Profinet協議
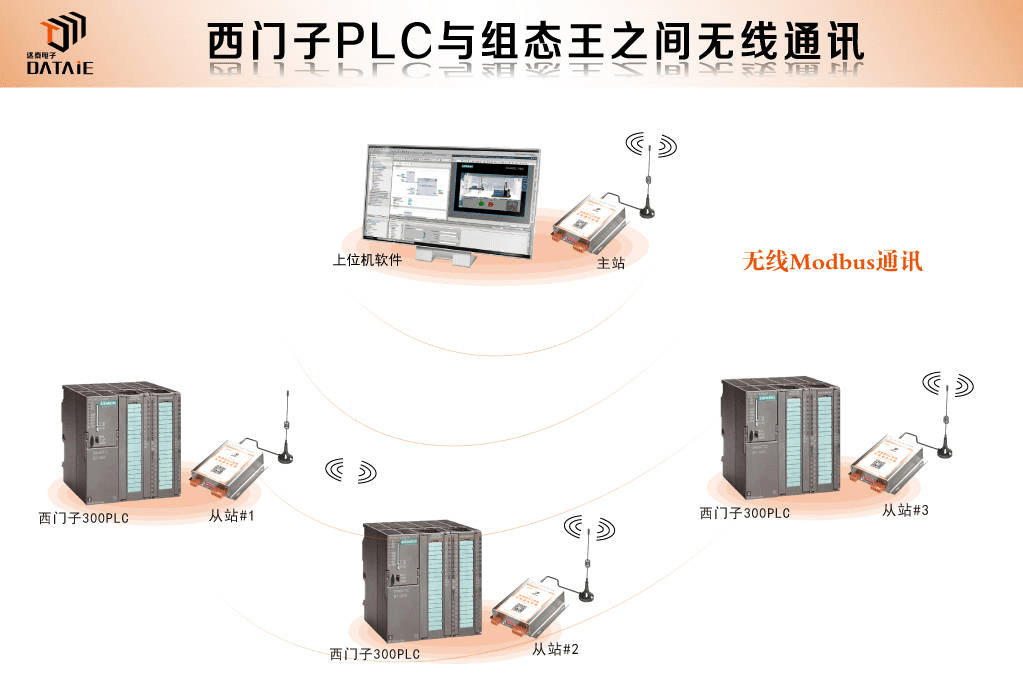
Profinet協議是一種基于以太網的工業自動化通信協議。它采用標準以太網技術,具有高速、可靠、靈活等特點。在組態軟件與PLC的通訊控制中,Profinet協議可以實現PLC與組態軟件之間的無線通訊,減少布線工作量,提高系統的靈活性。
(3)EtherCAT協議
EtherCAT協議是一種高速、高性能的以太網通信協議,特別適用于需要高速數據傳輸和精確同步的工業自動化系統。在組態軟件與PLC的通訊控制中,EtherCAT協議可以實現PLC與組態軟件之間的快速數據交換和精確同步控制。
通訊方式
組態軟件與PLC之間的通訊方式主要包括串口通訊、網絡通訊和無線通訊等。
(1)串口通訊
串口通訊是最早出現的通訊方式之一,具有成本低、實現簡單等特點。在組態軟件與PLC的通訊控制中,串口通訊主要適用于短距離、低速率的數據傳輸場合。
(2)網絡通訊
隨著網絡技術的不斷發展,網絡通訊已經成為工業自動化系統中主流的通訊方式之一。在組態軟件與PLC的通訊控制中,網絡通訊可以實現遠距離、高速率的數據傳輸和實時控制。常見的網絡通訊方式包括以太網、工業以太網等。
(3)無線通訊
無線通訊是一種新興的通訊方式,具有靈活性高、布線方便等特點。在組態軟件與PLC的通訊控制中,無線通訊適用于需要減少布線工作量、提高系統靈活性的場合。常見的無線通訊方式包括Wi-Fi、ZigBee等。
通訊配置
為了實現組態軟件與PLC之間的通訊控制,需要進行相應的通訊配置。通訊配置包括IP地址設置、端口號設置、通訊協議選擇等關鍵參數的設置。在配置過程中,需要確保組態軟件與PLC處于相同的網絡中,以便進行數據的傳輸和交換。同時,還需要根據具體的通訊協議和通訊方式進行相應的配置和調整。
四、組態軟件與PLC通訊控制的實現步驟
確定通訊協議和通訊方式
根據具體的工業自動化系統需求和現場環境特點,選擇適合的通訊協議和通訊方式。常見的通訊協議包括MODBUS、Profinet、EtherCAT等;通訊方式包括串口通訊、網絡通訊和無線通訊等。
配置PLC
在PLC中配置相應的通訊參數,包括IP地址、端口號、通訊協議等。確保PLC與組態軟件處于相同的網絡中,以便進行數據的傳輸和交換。
配置組態軟件
在組態軟件中配置與PLC通訊的參數,包括PLC的IP地址、端口號、通訊協議等。確保組態軟件能夠正確地訪問PLC并進行數據的讀取和寫入操作。
建立通訊連接
在組態軟件與PLC之間建立通訊連接是實現數據傳輸和控制的關鍵步驟。以下是該過程的詳細分解:
啟動組態軟件和PLC:
首先,確保PLC已經正確配置并啟動,處于可通信狀態。
同時,打開組態軟件,并準備好進行通信設置。
添加通信驅動:
在組態軟件中,可能需要添加或選擇對應的PLC通信驅動。這通常取決于PLC的型號和所使用的通信協議。
配置通信參數:
在組態軟件的通信設置或設備配置部分,輸入PLC的IP地址、端口號以及其他必要的通信參數。
這些參數必須與PLC中的設置相匹配,以確保數據的正確傳輸。
測試連接:
在配置完成后,通過組態軟件提供的測試功能來驗證與PLC的連接是否成功。
如果測試成功,說明組態軟件已經能夠正確識別并與PLC建立通信。
數據交換與調試:
一旦連接建立,就可以開始進行數據的讀取和寫入操作了。
在組態軟件中創建變量或標簽,與PLC中的數據塊或寄存器相對應。
通過監控這些變量或標簽,可以實時查看PLC中的數據狀態。
如果有必要,還可以對PLC進行數據寫入操作,以實現對工業過程的控制。
錯誤處理與日志記錄:
在通信過程中,應設置錯誤處理機制,以便在通信故障時能夠及時響應。
同時,建議開啟日志記錄功能,以便追蹤和調試通信過程中的問題。
優化與調整:
根據實際通信效果和需求,可能需要對通信參數進行調整和優化。
例如,調整通信超時時間、數據刷新率等,以確保通信的穩定性和實時性。
通過以上步驟,可以在組態軟件與PLC之間建立起穩定可靠的通訊連接,從而實現工業自動化系統中的數據采集、監控和控制功能。需要注意的是,不同型號的PLC和組態軟件可能具有不同的配置方法和通信協議,因此在具體操作時應參考相應的用戶手冊或技術文檔。建立通訊連接
-
plc
+關注
關注
5016文章
13385瀏覽量
464780 -
組態軟件
+關注
關注
4文章
231瀏覽量
27078 -
通訊控制
+關注
關注
0文章
6瀏覽量
5494
發布評論請先 登錄
相關推薦
【福利第一波】PLC無線通訊方案匯總——組態軟件與PLC的無線通訊方案
基于組態軟件的PLC控制系統仿真實現
紫金橋組態軟件與三菱Q系列PLC串口通訊的實現

三維力控組態軟件與森蘭高壓變頻器的通訊控制

如何使用MCGS組態軟件實現PLC控制系統的設計
西門子軟PLC與組態軟件如何通訊?

西門子軟PLC與組態軟件如何通訊?

SIM ATIC S7—300PLC控制系統的特點及硬件、軟件組態

西門子PLC與組態王無線通訊中如何設置從站





 工商網監
工商網監
評論