 國內外銅線鍵合拉力試驗方法標準對比分析
國內外銅線鍵合拉力試驗方法標準對比分析
歡迎了解
張秋?閆美存
中國電子技術標準化研究院
摘要:
為滿足銅線鍵合拉力試驗需求,從拉力施加位置、失效模式分類、最小拉力值以及試驗結果的應用等4 個方面對國內外銅線鍵合拉力試驗方法標準的技術內容進行對比分析,并提出國內試驗方法的修訂建議。
1?鍵合拉力試驗方法標準現狀
半導體器件需要利用引線鍵合方式實現芯片與基底或引線框架的電氣連接,引線鍵合的質量直接影響器件的性能和可靠性,因此半導體器件的生產過程以及鑒定檢驗中,需要抽取一定數量的樣品進行破壞性鍵合拉力試驗,以評價鍵合工藝的質量和穩定性。
傳統的內引線主要是金線和鋁線,為降低成本,業界開發了銅線鍵合工藝,經過近 20 年的發展和應用,目前銅線鍵合技術已經得到廣泛應用。與金線和鋁線相比,銅線的硬度較大,鍵合時需要更大的能量,更容易產生金屬間化合物,降低鍵合強度,因此需要對采用銅線鍵合的器件的鍵合強度進行嚴格的監測和考核。
國內目前參考 GB/T 4937.22—2018《半導體器件 機械和氣候試驗方法 第 22 部分:鍵合強度》 [1]條件 B“引線拉力 ( 雙鍵合點 )”對銅線鍵合進行破壞性鍵合拉力試驗,該方法轉化自 IEC 60749-22:2002《半導體器件 機械和氣候試驗方法 第 22 部分 :鍵合強度》 [2] ,技術內容落后,并且缺少具體操作細節,已經無法滿足銅線鍵合拉力試驗的需求。
固態技術協會 (JEDEC) 于 2022 年 11 月發布了JESD 22-B120:2022《引線鍵合拉力試驗方法》 [3] ,該標準提供了更多的技術細節,可以更好地指導銅線鍵合拉力試驗。
GB/T4937.22—2018 條件 B“引線拉力 ( 雙鍵合點 ) 和 JESD 22-B120 規定的破壞性引線鍵合拉力試驗的原理相同,都是在引線下插入一個鉤子,施加拉力將引線拉斷,但在拉力施加位置、失效模式分類、最小拉力值以及試驗結果的應用等 4 個方面存在較大差異,筆者將重點從這 4 個方面對這兩項標準的技術內容進行對比分析。
2?拉力施加位置
GB/T4937.22—2018 條件 B( 雙鍵合點 ) 對拉力施加的位置規定比較籠統,僅規定“在連接芯片或基底和引出端的引線下插一個鉤子,盡量在引線中央施加拉力”。在實際操作過程中,引線材料、鍵合工藝和鍵合方式 ( 如標準鍵合、反向鍵合、多點鍵合 ) 都會影響引線的形狀,很難確定引線中間位置。
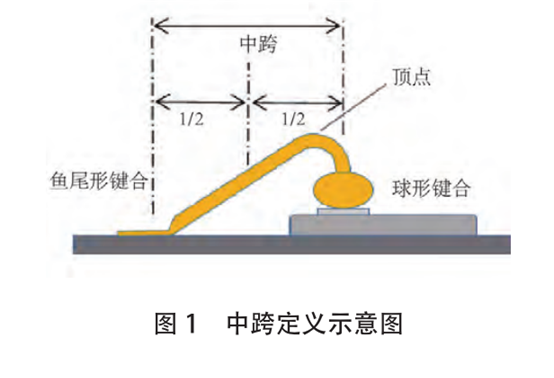
為解決該問題,JESD 22-B120 定義了“中跨”的概念,即兩個鍵合點水平間距的中間點。見圖 1。
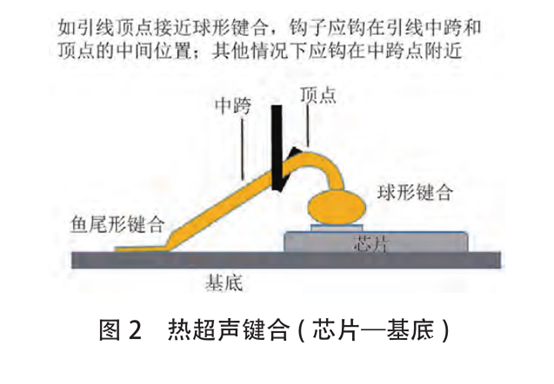
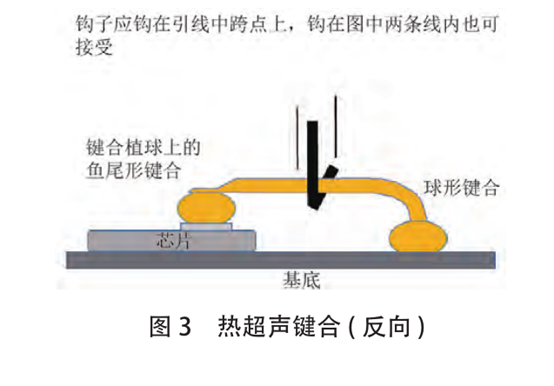
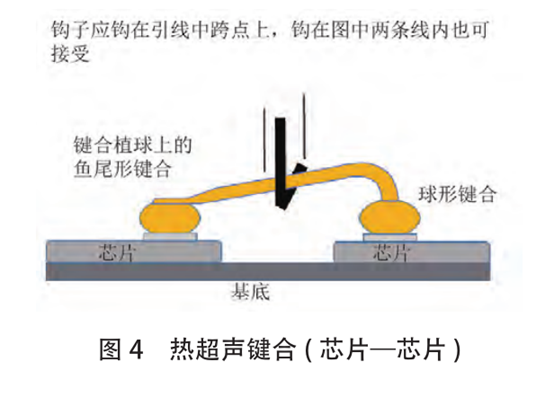
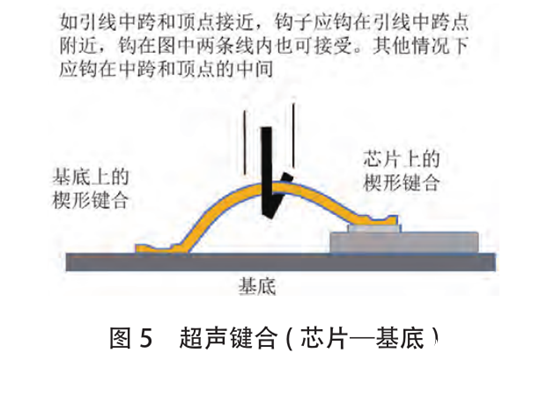
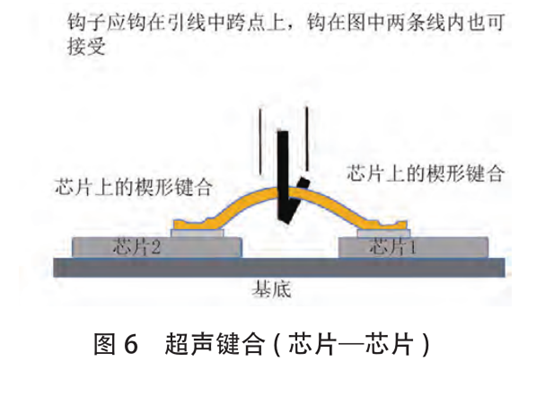
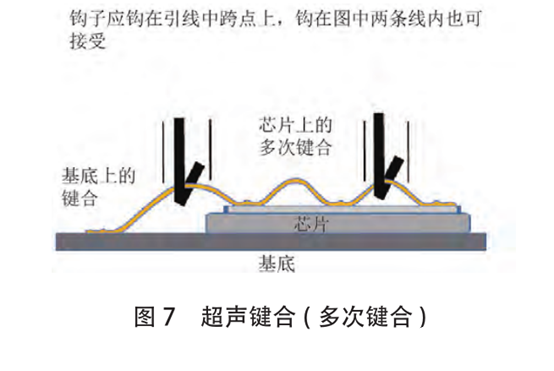
JESD22-B120 規定試驗時鉤子應鉤在引線的中跨附近,為進一步提高可操作性,該標準提供了魚尾形鍵合、超聲鍵合 ( 芯片 - 基底 ) 等 6 種主要鍵合方式的拉力施加位置示意圖,并配有詳細的說明,見圖 2~ 圖 7。
3?失效模式的分類及排序
3.1?GB/T?4937.22—2018
GB/T4937.22—2018 將引線或鍵合點的失效模式分為以下 8 類 :
a. 引線在頸縮點斷開 ( 由于鍵合工藝引起截面減小的位置 ) ;
b. 引線在非頸縮點斷開 ;
c. 芯片上的鍵合 ( 引線和金屬化層之間的界面 )失效 ;
d. 基底、封裝接線柱或非芯片位置上的鍵合 ( 引線和金屬化層之間的界面 ) 失效 ;
e. 金屬化層從芯片翹起 ;
f. 金屬化層從基底或封裝接線柱翹起 ;
g. 芯片破裂 ;
h. 基底破裂。
上述失效模式分類存在的主要問題有:
(1) 失效模式分類是按照失效模式被認知的過程不斷累積增加的,因此順序比較混亂。
(2) 失效模式僅適用于標準鍵合 ( 即引線一端鍵合在芯片上,另一端鍵合在基板上 ),并不完全適用于反向鍵合、芯片—芯片鍵合、基板—基板鍵合以及多路鍵合等新型鍵合方式。
(3) 缺少圖形示例,加上部分內容翻譯的不準確,執行過程中容易引起誤解。
3.2?JESD?22-B120
JESD22-B120 按照失效模式的位置順序給出了10 種通用的鍵合拉力失效模式分類,并用數字代碼的形式表示,見圖 8。
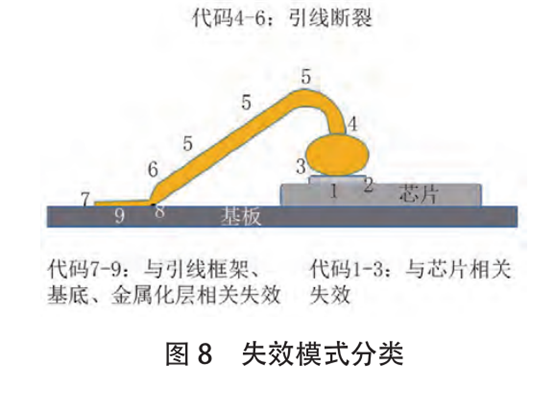
●失效模式 0 :與操作人員失誤或試驗前引線損傷有關。
●失效模式 1、2 和 3 :與芯片相關失效。
●失效模式 5 :引線斷裂。
●失效模式 6、7、8、9 :與引線框架、基底有關失效。
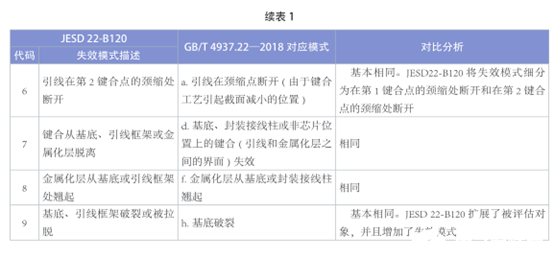
失效模式分類與 IEC 60749-22(GB/T 4937.22—2018) 的對應關系見表 1。

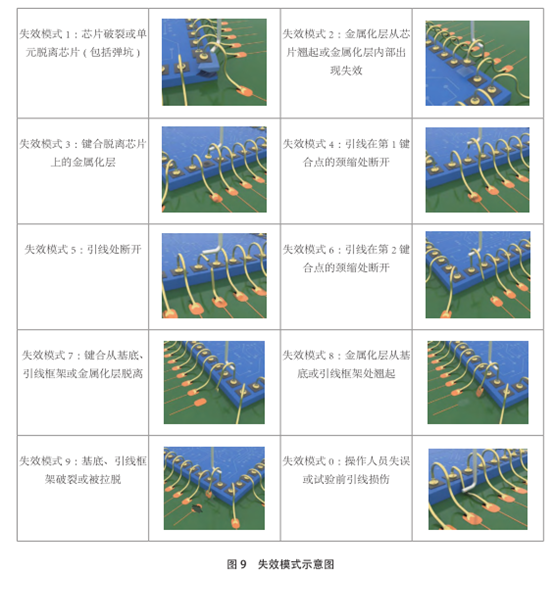
為便于操作人員更準確的理解失效模式的具體要求,JESD 22-B120 為每種失效模式提供了示意圖,見圖 9。
4?鍵合拉力極限值
半導體器件鑒定檢驗和生產過程監控需要選取樣品進行破壞性鍵合拉力試驗,并將拉力的數值與規定的極限值進行對比,以判定鍵合強度是否合格。
4.1?GB/T?4937.22—2018
GB/T4937.22—2018 轉化自 IEC 60749-22:2002 《半導體器件 機械和氣候試驗方法 第 22 部分 :鍵合強度》,該標準規定的要求是基于 20 多年前的技術水平制定的,已無法滿足當前銅線鍵合器件的鍵合拉力試驗要求,就鍵合拉力極限值來看,主要體現在以下兩點。
一是 GB/T 4937.22—2018 未規定銅線的鍵合拉力極限值,部分廠商參考該標準給出的金線鍵合拉力極限值用于對銅線的鍵合強度檢驗。由于銅線鍵合強度理論上優于金線,部分單位以金線鍵合拉力極限值為基礎進行適當調整作為銅線的鍵合拉力極限值。例如,雷神公司以 2 倍金線鍵合拉力作為銅線鍵合拉力極限值。鍵合拉力極限判據的缺失導致目前行業對銅線鍵合強度的考核比較混亂。
二是GB/T 4937.22—2018的表2僅給出了0.018 mm、0.025 mm、0.033 mm、0.038 mm 和 0.075 mm 5 種 直徑的金線和鋁線密封前和密封后的最小拉力值判據,其他直徑的引線需要按照該標準中圖 3給出的曲線來確定鍵合拉力的極限值。GB/T4937.22—2018 規定的引線直徑數量較少,不能覆蓋常用的鍵合絲直徑,而且由于該標準中圖 3 的精度較低,因此不同人員利用該曲線確定的拉力極限值往往存在一定的差異,容易造成爭議。
4.2?JESD?22-B120
JESD22-B120 編制組對現有鍵合拉力判據對銅線鍵合的適用性進行了研究。現有鍵合拉力極限值是50 多年前基于少數幾種直徑的金絲和鋁絲的拉力試驗數據制定的,而且試驗樣品的鍵合工藝主要是超聲鍵合工藝。此后,雖然鍵合技術在不斷發展,銅線制作的鍵合絲成為市場主流產品,常用鍵合絲的直徑由幾十微米擴展到 600 多微米,鍵合工藝增加了熱壓焊和熱超聲焊,但判據并未進行過更新或重新驗證。
JESD22-B120 編制組發現,業內長期按照金線的鍵合拉力判據作為銅線的鍵合拉力判據,未發生重大技術問題。如果針對銅線制定鍵合拉力判據,需要考慮到不同類型銅線材料 ( 純銅或鍍鈀銅線 ) 的差異、不同鍵合界面的差異、不同鍵合工藝的差異,試驗驗證的工作量非常巨大。因此,JESD 22-B120 編制組決定采用金線的鍵合拉力判據作為銅線的鍵合拉力判據。
針對現有標準規定的引線直徑數量較少、不能覆蓋市場上主流產品這一問題,JESD 22-B120 編制組對金線、銅線和鋁線常見直徑進行了調查,并直接給出了 17 種常見直徑鍵合絲的鍵合拉力判據。
按照 JEDEC 對標準技術內容的統一規定,試驗方法僅規定試驗方法,具體的判據由通用規范規定。2022 年 12 月,JEDEC 發布了 JESD 47《基于應力試驗的集成電路鑒定要求》L 版[4] ,在該標準第 7 章增加了鍵合拉力的極限值判據。
目前市場上主流半導體器件的封裝形式是塑封封裝,而塑封器件開封可能會對鍵合絲或鍵合點造成一定的破壞,影響鍵合拉力試驗的結果,因此JESD 47L 不要求進行開封后的鍵合拉力試驗,未規定器件開封后的鍵合拉力判據。
JESD 47L規定的鍵合拉力判據見表 2。

5?增加對試驗結果的應用指導
GB/T4937.22—2018 僅規定了試驗程序和判據,未給出如何應用鍵合拉力試驗結果相關的指導。針對這一問題,JESD 22-B120 提供了以下對試驗結果的應用指導。
(1) 通用規范中規定進行鍵合拉力試驗的目的是確認不可接受的鍵合 ( 即器件在壽命周期內可能會發生失效),因此理想的失效模式是鍵合絲被拉斷(失效模式 5),這表示鍵合強度高于引線的強度。鍵合拉力的大小還受鍵合界面的材料成分、鍵合工藝條件的影響,因此標準規定的最小鍵合拉力值受遠遠低于實測值。因此,制造商應對鍵合拉力試驗結果進行統計過程控制,對拉力值滿足最小值要求但偏離正常平均值的產品進行分析并制定后續處理措施。
(2) 只有失效模式 5 是可以接受的。出現其他失效模式時均應分析出現失效的原因。出現失效模式4 和失效模式 6 時,建議首先從內引線材料和鍵合工藝方面分析原因。出現失效模式 1、2、3、7、8 和 9 時,建議除內引線材料和鍵合工藝外,還應該從鍵合界面分析原因。
6?下一步工作建議
銅線已經成為當前半導體器件主要的內部互聯材料,銅線的鍵合拉力試驗是評價器件內部互聯質量的關鍵技術手段。現行國家標準 GB/T 4937.22—2018 規定的鍵合拉力試驗方法已經不能滿足銅線鍵合的質量評價需求,建議參考 JESD 22-B120 的技術要求,從拉力施加位置、失效模式分類、最小拉力值以及試驗結果的應用等方面對該標準的技術內容進行研究,并盡快開展 GB/T 4937.22—2018 的修訂工作。
審核編輯 黃宇
-
半導體
+關注
關注
334文章
27673瀏覽量
221366 -
鍵合
+關注
關注
0文章
64瀏覽量
7908 -
銅線
+關注
關注
2文章
56瀏覽量
16896
發布評論請先 登錄
相關推薦


銅線鍵合焊接一致性:如何突破技術瓶頸?

金絲鍵合抗拉強度測試,推薦自動推拉力測試機!
國內外塑封器件聲掃試驗標準現狀及問題

銅線鍵合焊接一致性:微電子封裝的新挑戰







 工商網監
工商網監
評論