

一、焊接結(jié)構(gòu)的疲勞破壞
大量統(tǒng)計資料表明,工程結(jié)構(gòu)失效80%以上是由疲勞引起的。美國商業(yè)部國家標(biāo)準(zhǔn)局向美國國會提出的研究報告,美國每年因斷裂及防止斷裂要付1190 億美元的代價,相當(dāng)國民經(jīng)濟(jì)總產(chǎn)值4 % ,而統(tǒng)計資料表明,絕大多數(shù)的斷裂是由疲勞所引起的。
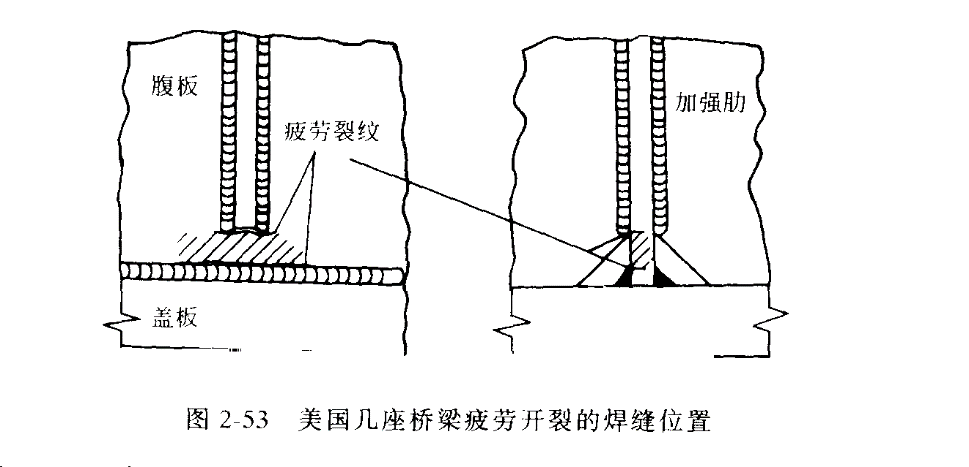
美國有幾座橋梁的疲勞斷裂紋發(fā)生在靠近焊縫端部的焊趾部位,如圖2 一53 所示,在圖示的裂紋部位有較高的應(yīng)力集中。在載荷作用下,腹板平面位移集中在一個比較狹窄而沒有支撐的腹板高度上,也就是翼板至加強(qiáng)肋底部的腹板高度上(劃陰影線區(qū)域),從而使該處腹板開裂。
疲勞定義為重復(fù)應(yīng)力所引起的裂紋起始和緩慢擴(kuò)展,從而產(chǎn)生的結(jié)構(gòu)部件的損傷。疲勞斷裂過程通常經(jīng)歷裂紋萌生、穩(wěn)定擴(kuò)展和失穩(wěn)擴(kuò)展三個階段。
(一)疲勞斷口的特征
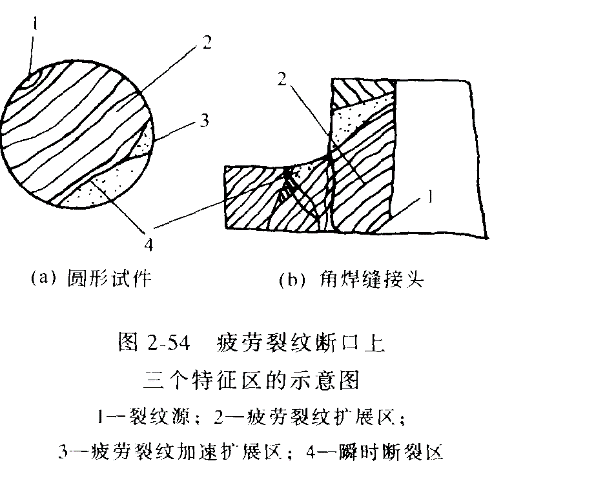
在進(jìn)行疲勞斷口的宏觀分析時,一般把斷口分成三個區(qū),這三個區(qū)與疲勞裂紋的形成、擴(kuò)展和瞬時斷裂三個階段相對應(yīng),分別稱為疲勞源區(qū)、疲勞擴(kuò)展區(qū)和瞬時擴(kuò)展區(qū),如圖2 一54 所示。
疲勞源區(qū)是疲勞裂紋的形成過程在斷口上留下的真實記錄。由于疲勞源區(qū)一般很小,所以宏觀仁難以分辨疲勞源區(qū)的斷面特征。疲勞源一般總是發(fā)生在表面,但如果構(gòu)件內(nèi)部存在缺陷,如脆性夾雜物等,也可在構(gòu)件內(nèi)部發(fā)生。疲勞源數(shù)目有時不止一個,而有兩個甚至兩個以上,對于低周疲勞,則于其應(yīng)變幅值較大,斷口上常有幾個位于不同位置的疲勞源。
疲勞裂紋擴(kuò)展區(qū)是疲勞斷口上最重要的特征區(qū)域。其宏觀形貌特征常呈現(xiàn)為貝殼狀或海灘波紋狀條紋,而且條紋推進(jìn)線一般是從裂紋源開始向四周推進(jìn),呈弧形線條,而且垂直于疲勞裂紋的擴(kuò)展方向。其微觀特征是疲勞裂紋,又稱疲勞輝紋,每一貝殼花紋內(nèi)有干萬條。它通常是明暗交替的有規(guī)則相互平行的條紋,一般每一條紋代表一次載荷循環(huán)。疲勞條紋的間距在 0.1- 0.4 Уm 之間一般來說,面心立方金屬(如鋁及鋁合金、不銹鋼)的疲勞條紋比較清晰、明顯。體心立方金屬及密排六方結(jié)構(gòu)金屬的疲勞條紋遠(yuǎn)不如前者明顯,如鋼的疲勞條紋短而不連續(xù),輪廓不明顯。
另外,從宏觀上看一些構(gòu)件,尤其是薄板件,其斷口上并無明顯的貝殼狀花紋,卻有明顯的疲勞臺階。在一個獨立的疲勞區(qū)內(nèi),兩個疲勞源向前擴(kuò)展相遇就形成一疲勞臺階,因此疲勞臺階也是疲勞裂紋擴(kuò)展區(qū)的一個特征。
瞬時破斷區(qū)(或稱最終破斷區(qū))是疲勞裂紋擴(kuò)展到臨界尺寸之后發(fā)生的快速破斷。它的特征與靜載拉伸斷口中快速破壞的放射區(qū)及剪切唇相同,但有時僅僅出現(xiàn)剪切唇而無放射區(qū)。對于非常脆的材料,此區(qū)為結(jié)晶狀的脆性斷口。
(二)影響焊接結(jié)構(gòu)疲勞強(qiáng)度的因素
影響母材疲勞強(qiáng)度的因素(如應(yīng)力集中、截面尺寸、表面狀態(tài)、加載情況等),同樣對焊接結(jié)構(gòu)也有影響。除此之外,焊接結(jié)構(gòu)本身的一些特點,如接頭部位近縫區(qū)性能的變化,焊接殘余應(yīng)力等也可能對焊接疲勞產(chǎn)生影響。
( l )應(yīng)力集中的影響 焊接結(jié)構(gòu)中,在接頭部位由于具有不同的應(yīng)力集中,它們對接頭的疲勞強(qiáng)度產(chǎn)生不同程度的不利影響。
( 2 )近縫區(qū)金屬性能變化的影響 試驗研究表明,在常用線能量下低碳鋼的焊接。熱影響區(qū) 和基本體金屬的疲勞強(qiáng)度相當(dāng)接近,其近縫區(qū)金屬機(jī)械性能變化對接頭的疲勞強(qiáng)度影響較小。
(3)殘余應(yīng)力的影響 殘余應(yīng)力對結(jié)構(gòu)疲勞強(qiáng)度的影響,取決于殘余應(yīng)力的分布狀態(tài)。在工作應(yīng)力較高的區(qū)域,如應(yīng)力集中處,受彎曲構(gòu)件的外緣,殘余應(yīng)力是拉伸的,則它降低疲勞強(qiáng)度;反之,若該處存在壓縮殘余應(yīng)力,則提高疲勞強(qiáng)度。另外殘余應(yīng)力對疲勞強(qiáng)度的影響,還與應(yīng)力集中程度、應(yīng)力循環(huán)次數(shù)等因素有關(guān),特別是應(yīng)力集中系數(shù)越高,殘余應(yīng)力影響越顯著。
( 4 )缺陷的影響 焊接缺陷對疲勞強(qiáng)度的影響與缺陷的種類、尺寸、方向和位置有關(guān)。片狀缺陷(如裂紋、未熔合、未焊透),比帶圓角的缺陷(如氣孔)影響大;表面缺陷比內(nèi)部缺陷影響大;位于應(yīng)力集中區(qū)的缺陷比在均勻應(yīng)力場中的同樣缺陷影響大;與作用力方向垂直的片狀缺陷的影響比其他方向大;位于殘余拉應(yīng)力場內(nèi)的缺陷比在殘余壓應(yīng)力區(qū)的影響大。
(三)提高疲勞強(qiáng)度措施
1. 降低構(gòu)件中的應(yīng)力集中程度
結(jié)構(gòu)中的應(yīng)力集中是降低焊接結(jié)構(gòu)疲勞強(qiáng)度的最主要因素,一般采取下列措施 。
(1)用合理的構(gòu)件結(jié)構(gòu)形式 減小應(yīng)力集中,以提高疲勞強(qiáng)度。
(2)合理地選擇接頭形式 盡量采用應(yīng)力集中系數(shù)小的對接接頭,焊縫形狀過渡平緩。振動載荷采用連續(xù)焊縫比斷續(xù)焊有利,盡量少采用角焊縫。
(3)當(dāng)采用角焊縫時須采取綜合措施 如機(jī)械加工焊縫端部、合理選擇角接板形狀、保證燁縫根部焊透等。
(4)用表面機(jī)械加工的方法 消除焊縫及其附近的各種刻槽,來降低接頭應(yīng)力集中程度
2. 提高焊接結(jié)構(gòu)疲勞強(qiáng)度的工藝措施
(1)在工藝上應(yīng)正確選擇焊接規(guī)范,保證焊縫良好成形和內(nèi)外部沒有缺陷。
(2)TIG焊電弧整形,可以大幅度提高焊接接頭的疲勞強(qiáng)度。
(3)調(diào)整殘余應(yīng)力。其方法有兩類:結(jié)構(gòu)和元件的整體處理,包括整體退火或超載預(yù)拉伸法;對接頭部位局部處理,即在接頭某部位采用加熱、輾壓、局部爆炸等方法,使接頭應(yīng)力集中處產(chǎn)生殘余應(yīng)力。
(4)改善材料的機(jī)械性能 表面強(qiáng)化處理,用小輪擠壓或用錘輕打焊縫表面及過渡區(qū),或用小鋼丸噴射焊縫區(qū)部可提高接頭的疲勞強(qiáng)度。
3 .采用特殊保護(hù)措施
采用特殊的塑料涂層,改善焊接接頭疲勞性能是一項新技術(shù),其效果較顯著。
二、焊接結(jié)構(gòu)的脆性斷裂
自從焊接結(jié)構(gòu)廣泛應(yīng)用以來,許多國家都發(fā)生過焊接結(jié)構(gòu)的脆性斷裂事故,其后果是嚴(yán)重的,甚至是災(zāi)難性的。英國原子能局和聯(lián)合國技術(shù)委員會聯(lián)合調(diào)查的結(jié)果表明:12700 臺制造中的壓力容器發(fā)生的災(zāi)難性事故,大部分為脆性斷裂,事故率為 2.3×10~4 ;在 100300 臺在役壓力容器中,災(zāi)難性事故率為 0.7× 10~4,損傷性事故率 12.5×10~4 合計 13.2×1O~4。在許多嚴(yán)重的事故中,最為典型的事例是 1938 年 3 月 14 日比利時 Albert 運河上Hesselt橋的斷塌事故。
(一)脆斷的特點
(1)脆斷一般都在應(yīng)力不高于結(jié)構(gòu)設(shè)計應(yīng)力和沒有顯著塑性變形的情況下發(fā)生,并擴(kuò)展到結(jié)構(gòu)整體,損失嚴(yán)重。
(2)脆斷往往從應(yīng)力集中處開始,如構(gòu)件內(nèi)存在有缺陷和焊縫處等。
(3)在低溫下,厚截面和高應(yīng)變速度,即動載作用下,極易引起脆斷。大量脆斷事故研究友明,造成焊接脆斷的原因是多方面的,但主要的是材料選用不當(dāng),設(shè)計不合理、制造工藝以及檢驗技術(shù)不完善等。
(二)影響金屬脆性斷裂因素
1. 溫度對破壞方式的影響
降低溫度將使破壞方式由塑性破壞轉(zhuǎn)變?yōu)榇嘈云茐摹_@是因為隨著溫度的降低,發(fā)生解理斷裂的危險性增大,材料將出現(xiàn)由延性到脆性斷裂的轉(zhuǎn)變,即材料脆性轉(zhuǎn)變溫度升高。
2. 應(yīng)力狀態(tài)的影響
物體在受外載時,在不同截面上產(chǎn)生不同的正應(yīng)力б和剪切應(yīng)力т,其中有一個最大的正應(yīng)力бmax和最大的切應(yīng)力тmax。бmax和тmax及其比бmax/тmax 與加載方法式有關(guān)。a=бmax/тmax 稱為應(yīng)力狀態(tài)系數(shù),與加載方式和零件形狀有關(guān)。б增大的應(yīng)力狀態(tài),有利于塑性變形切應(yīng)力的韌性斷裂,而б減少則有利于正應(yīng)力的脆性斷裂。
3. 加載速度的影響
研究表明提高加載速度能促使材料脆性破壞,其作用相當(dāng)于降低溫度。還應(yīng)指出,在同樣加載速率下,結(jié)構(gòu)中有缺陷時,應(yīng)變速率可呈加倍的不利影響。因為此時應(yīng)力集中,大大降低了材料的局部塑性。
4. 材料狀態(tài)的影響
(1)板厚度的影響 首先厚板在缺陷處容易形成三向應(yīng)力的平面應(yīng)變狀態(tài),另外厚板軋制次數(shù)少,組織疏松,內(nèi)外性能不均。
(2)晶粒度的影響 晶粒度對脆性轉(zhuǎn)變溫度有很大的影響,晶粒越細(xì),其轉(zhuǎn)變溫度降低。
(3)化學(xué)成分的影響 鋼中 C 、 N 、 O 、 H 、 S 、 P 等元素會增加鋼材的脆性
審核編輯:黃飛
-
焊接技術(shù)
+關(guān)注
關(guān)注
2文章
171瀏覽量
18132
原文標(biāo)題:焊接結(jié)構(gòu)的疲勞破壞和脆性斷裂
文章出處:【微信號:AMTBBS,微信公眾號:世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
普通焊接結(jié)構(gòu)存在的問題
鈹及不銹鋼環(huán)形焊件殘余應(yīng)力測試
基于脆性根源的船舶電力系統(tǒng)脆性分析

基于焊接結(jié)構(gòu)疲勞壽命與焊接工藝設(shè)計一體化
焊接脆性斷裂的原因_預(yù)防焊接結(jié)構(gòu)脆性斷裂的措施
為何飛機(jī)金屬部件的疲勞開裂解決不了
詳解四大常用金屬材料強(qiáng)度理論及應(yīng)用場景
怎么讓脆性鐵電單晶實現(xiàn)抗疲勞超彈性能?
點焊機(jī)焊接時出現(xiàn)結(jié)構(gòu)斷裂的相關(guān)因素
電子材料疲勞破壞的一般規(guī)律分析
焊接結(jié)構(gòu)疲勞強(qiáng)度相關(guān)知識
關(guān)于結(jié)構(gòu)應(yīng)力集中問題 引起構(gòu)件破壞的主要因素
焊接結(jié)構(gòu)疲勞分析:結(jié)構(gòu)應(yīng)力法與數(shù)據(jù)物理驅(qū)動模型淺談
影響焊接結(jié)構(gòu)疲勞強(qiáng)度的因素有哪些
簡單易懂,金屬的各種斷裂形式





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)

評論