 編碼器的安裝方式和應用
編碼器的安裝方式和應用
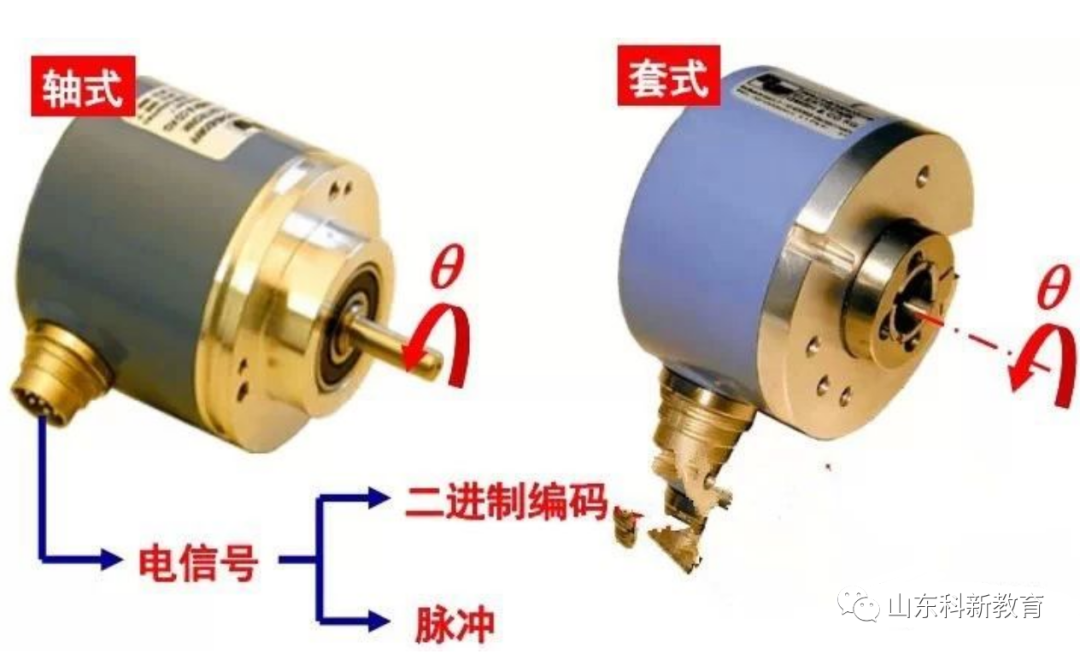
編碼器圖解
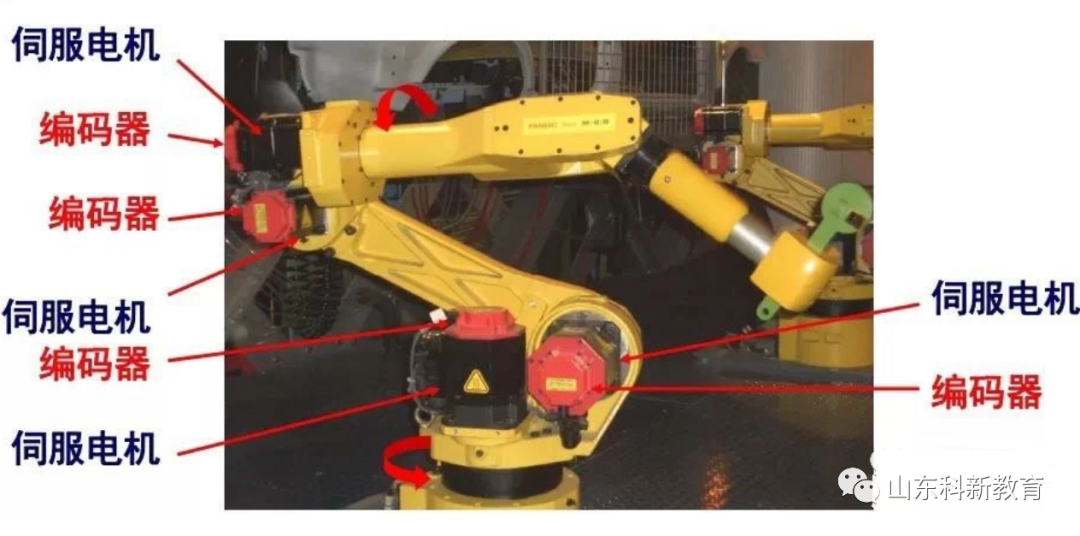
1、認識編碼器(編碼器在機器人控制中的應用)
2、編碼器的測量對象
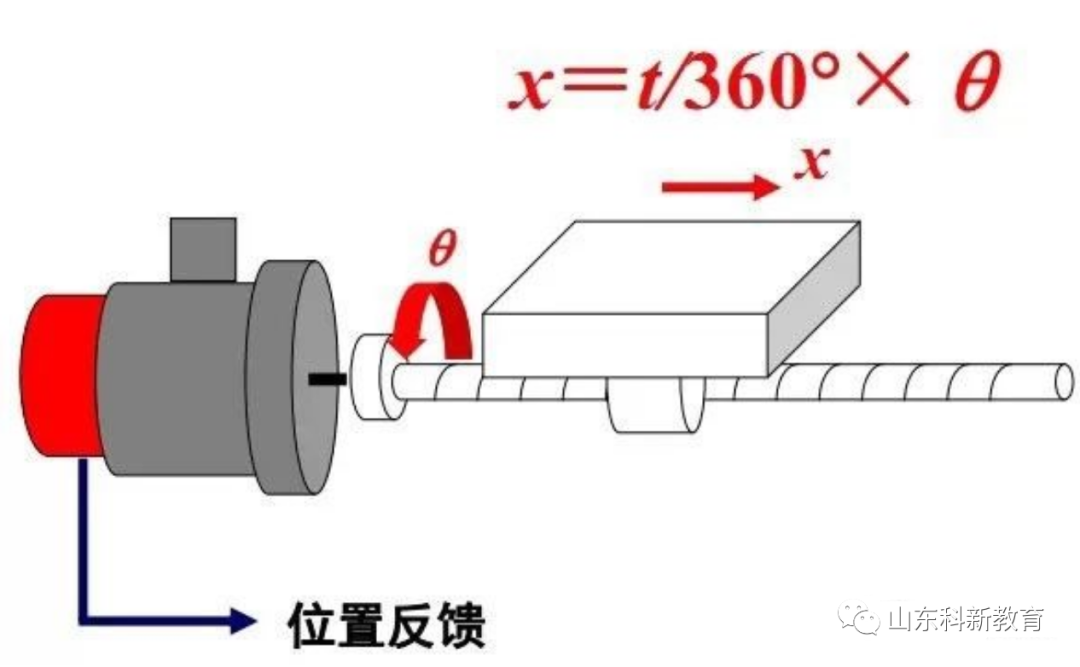
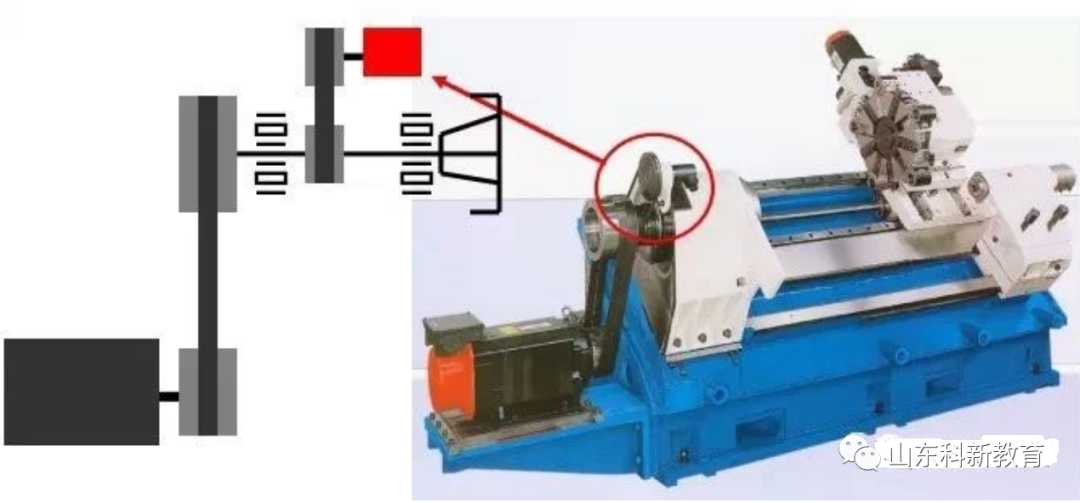
3、編碼器測量直線位移的方式
(1)編碼器裝在絲杠末端
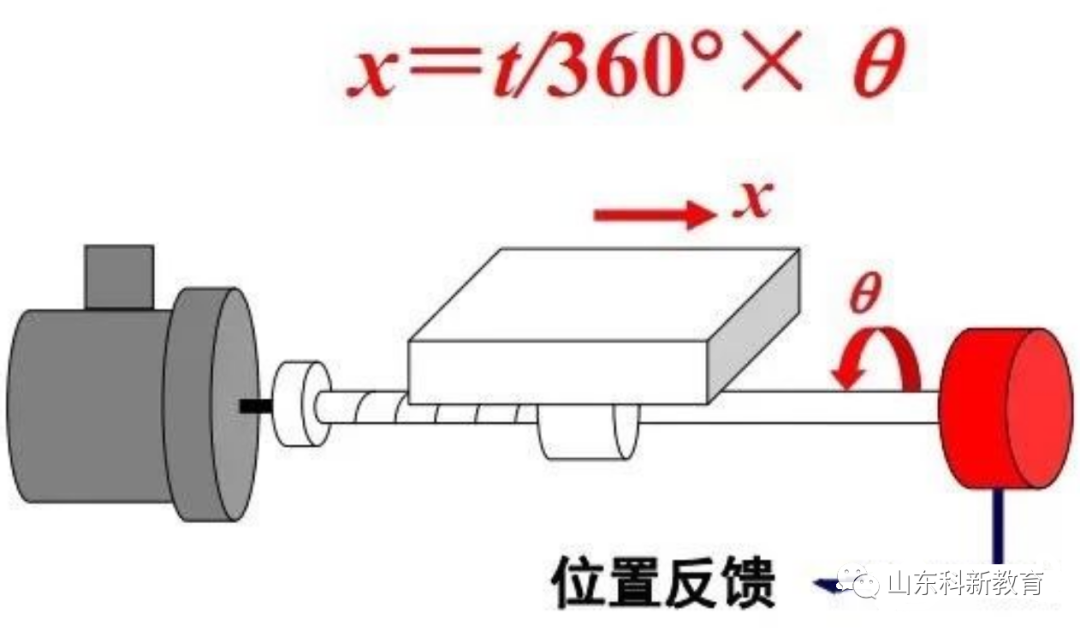
通過測量滾珠絲杠的角位移q,間接獲得工作臺的直線位移x,構成位置半閉環伺服系統。
(2)絲杠螺距
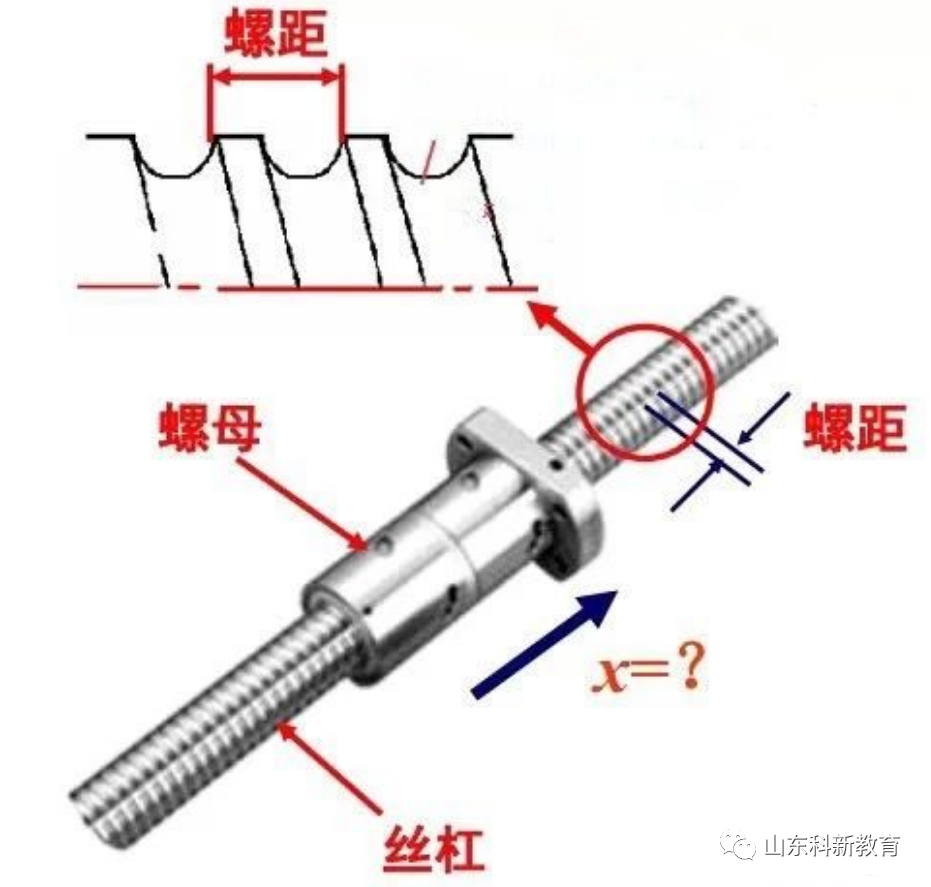
設:螺距t=4mm,絲杠在4s時間里轉動了10圈,求:絲杠的平均轉速n(r/min)及螺母移動了多少毫米?螺母移動的平均速度v又為多少?
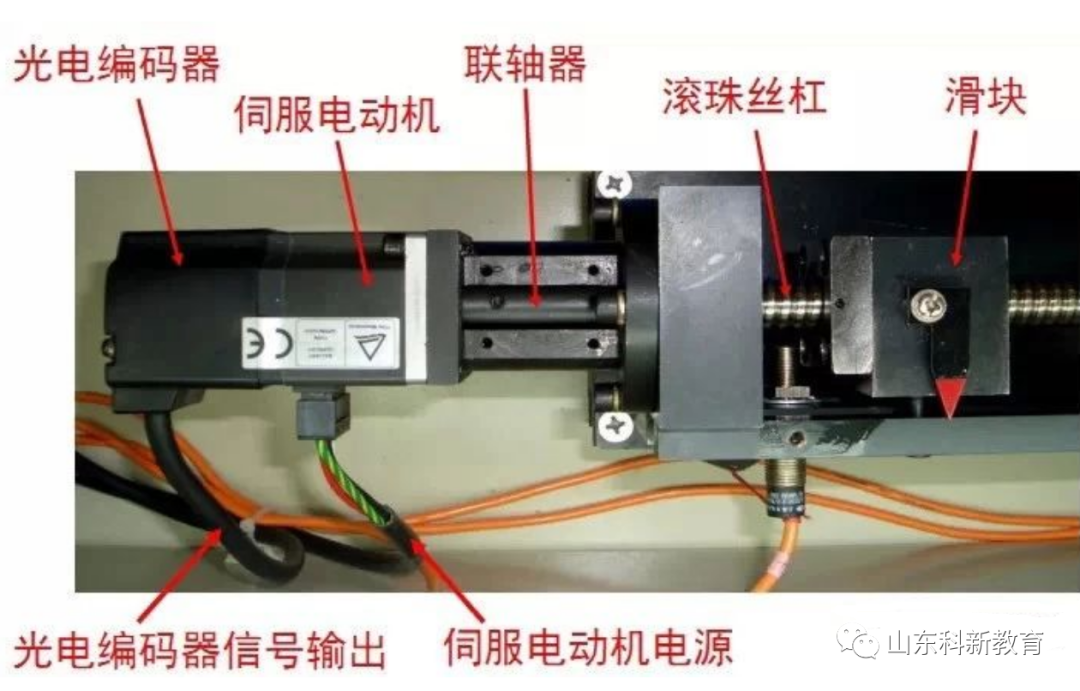
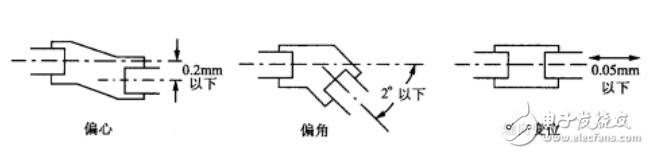
(3)編碼器和伺服電動機同軸安裝
(4)編碼器和伺服電動機同軸安裝
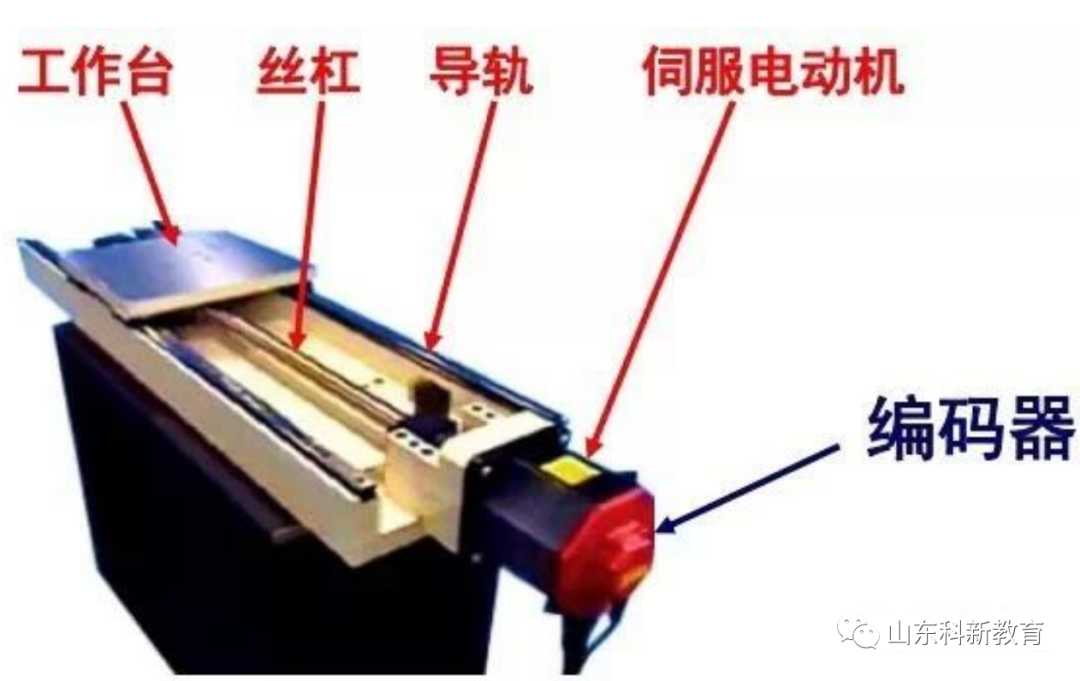
(5)編碼器和伺服電動機同軸安裝
(6)編碼器兩種安裝方式比較
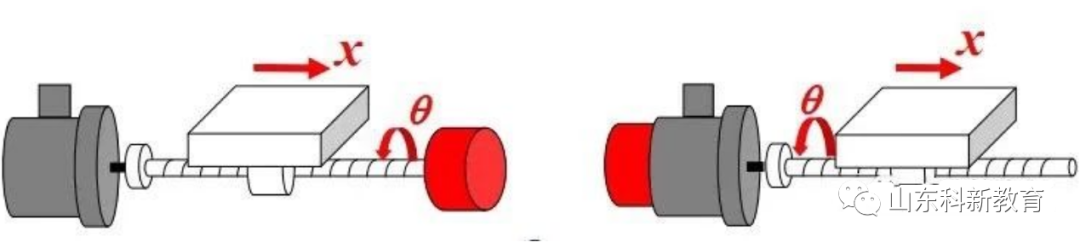
編碼器裝在絲杠末端與前端(和伺服電動機同軸)在位置控制精度上有什么區別?
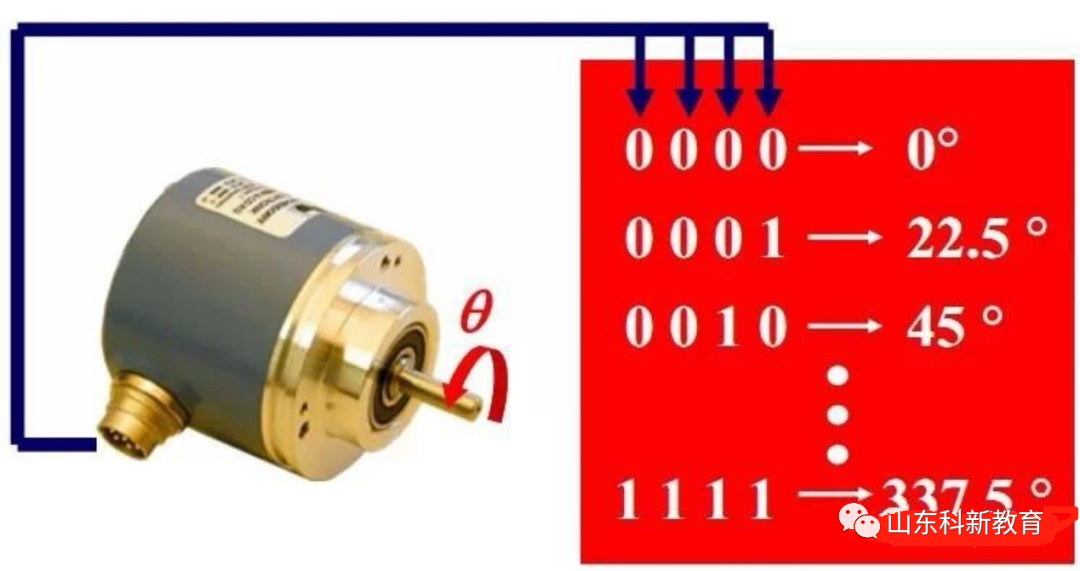
4、絕對式測量(ABS)
(1)信號性質
輸出n位二進制編碼,每一個編碼對應唯一的角度。
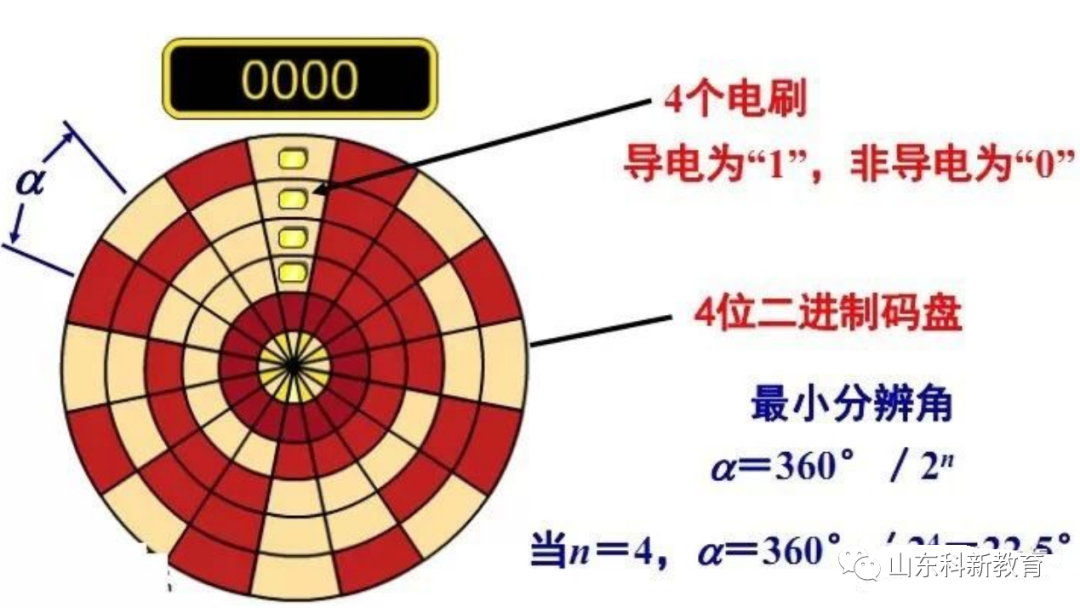
(2)接觸式絕對碼盤
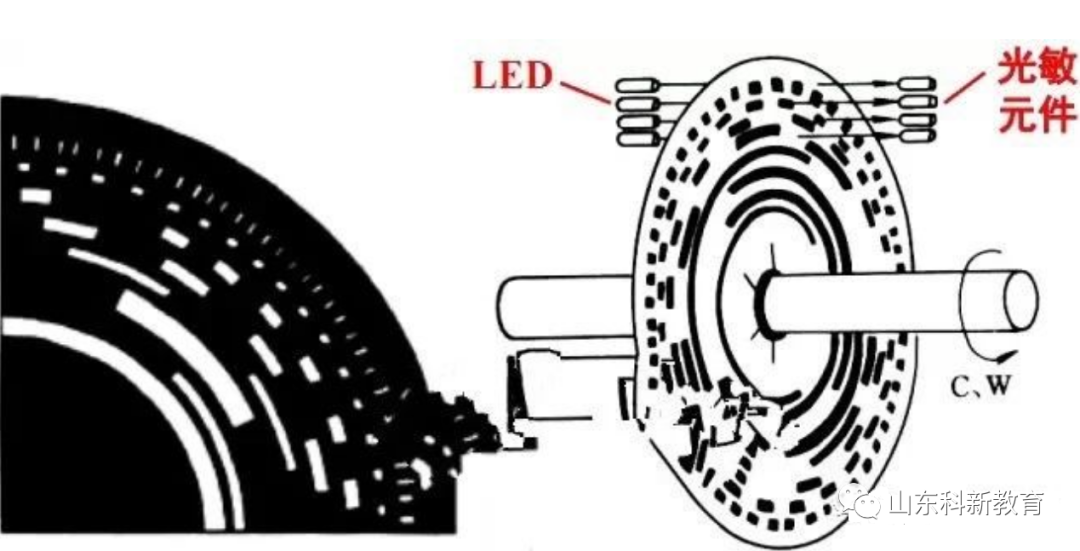
(3)絕對式光電碼盤
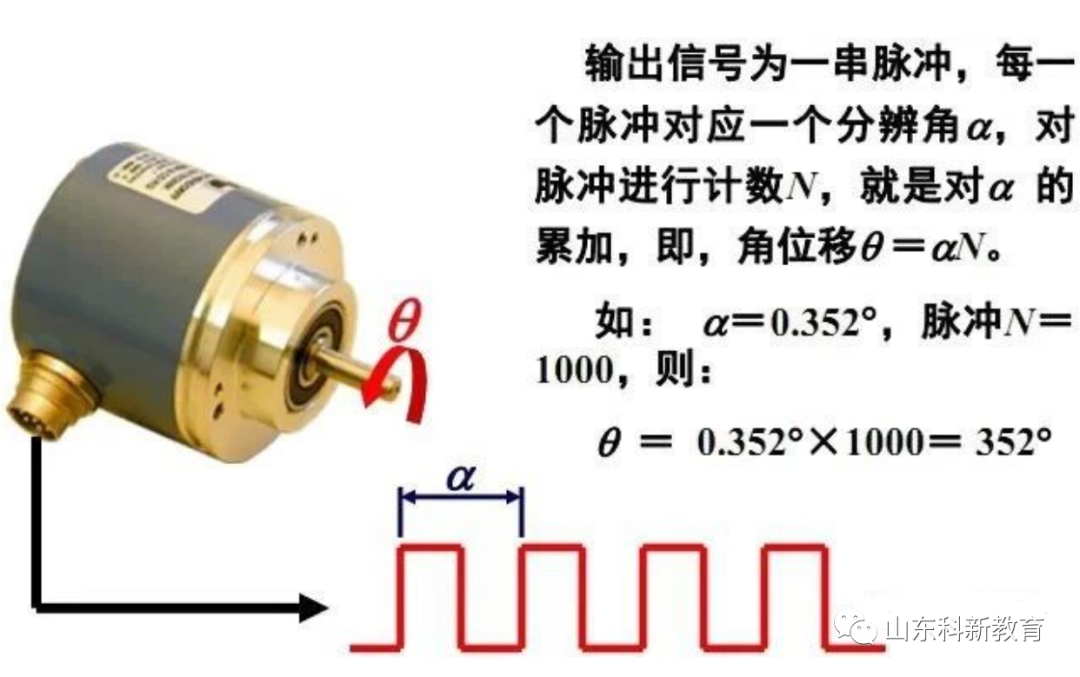
5、增量式測量(INC)
(1)信號性質
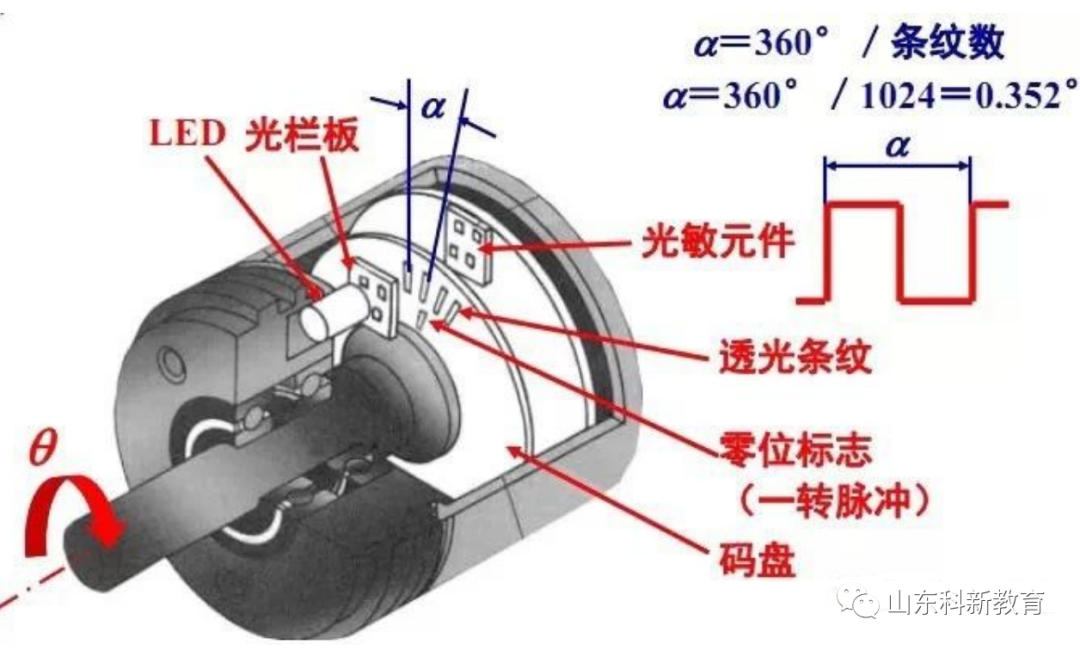
(2)增量式光電編碼器的結構
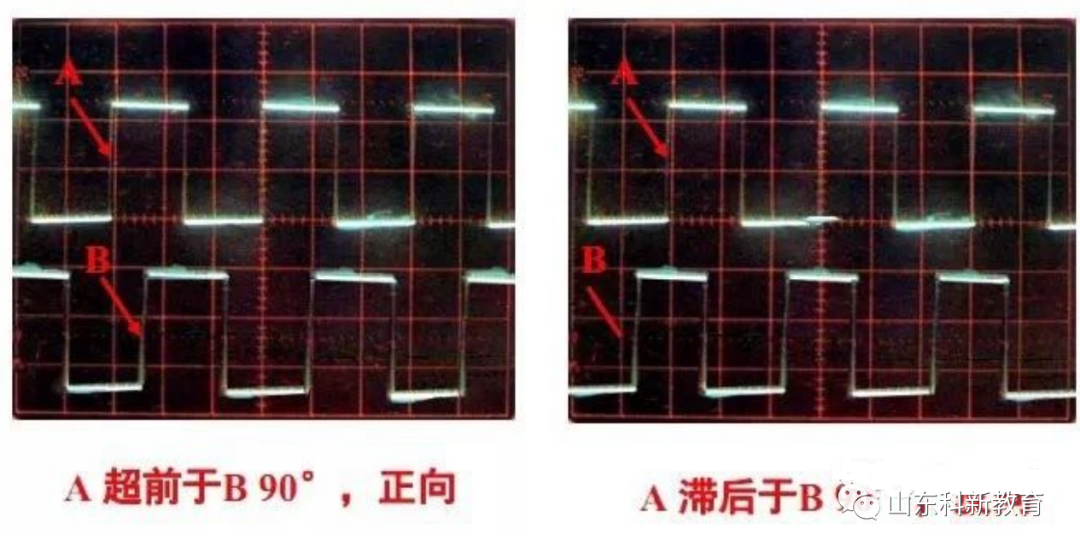
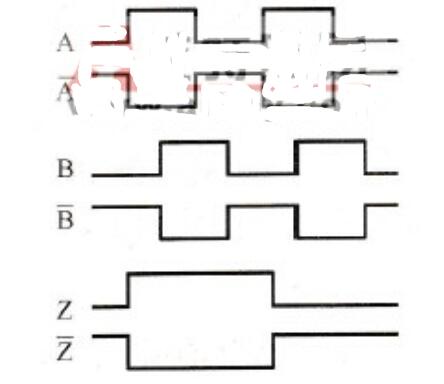
(3)辨向
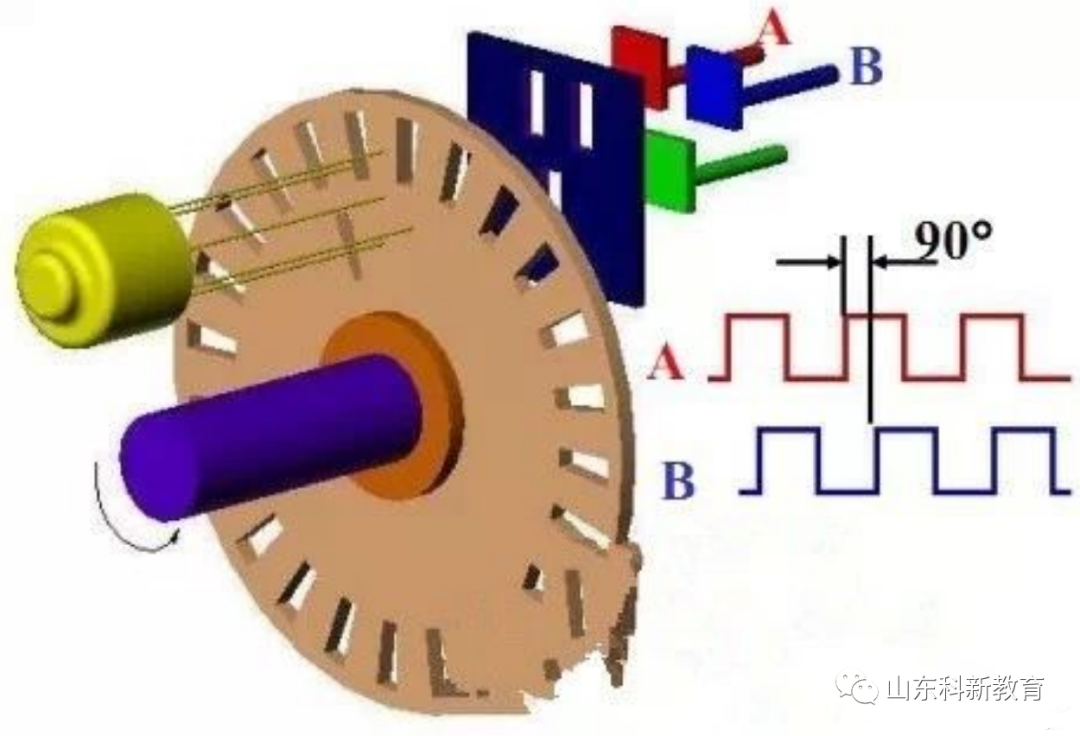
光敏元件所產生的信號A、B彼此相差 90°相位,用于辨向。當碼盤正轉時,A信號超前B信號0°;當碼盤反轉時,B信號超前A信號90°。
(4)辨向信號
(5)倍頻(細分)
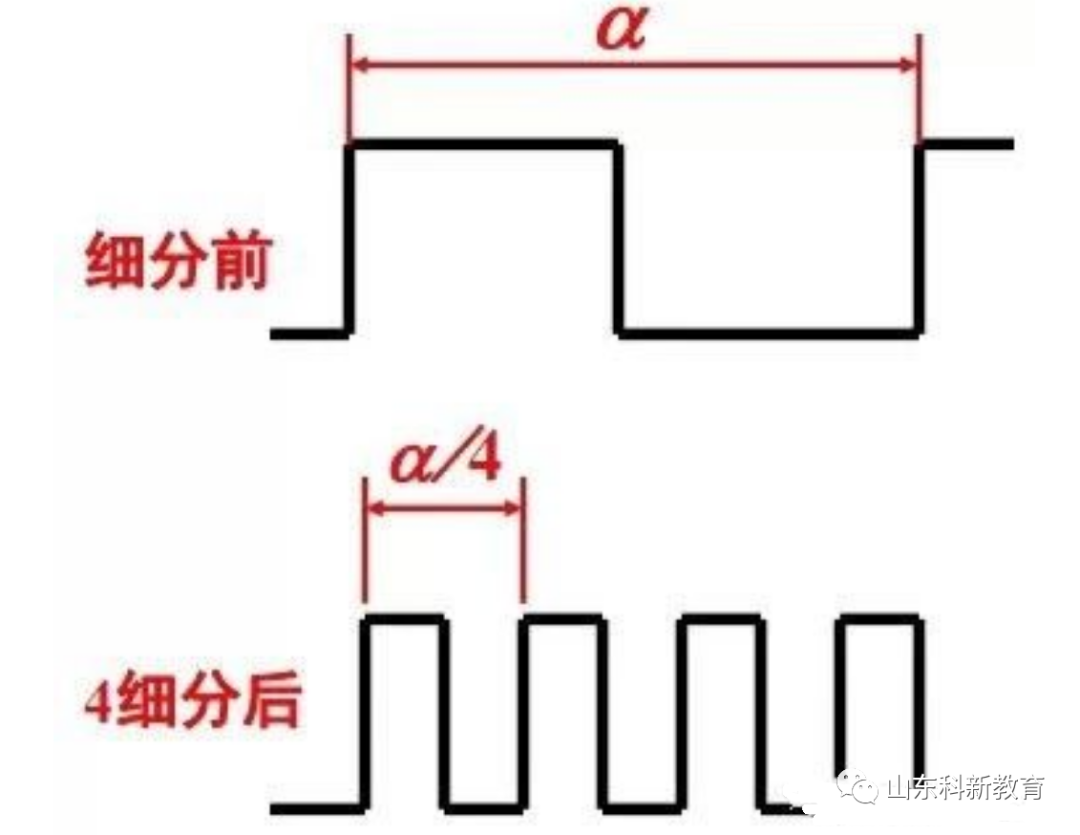
在現有編碼器的條件下,通過細分技術能提高編碼器的分辨力。細分前,編碼器的分辨力只有一個分辨角的大小。采用4細分技術后,計數脈沖的頻率提高了4倍,相當于將原編碼器的分辨力提高了3倍,測量分辨角是原來的1/4,提高了測量精度。
(6)零標志(一轉脈沖)
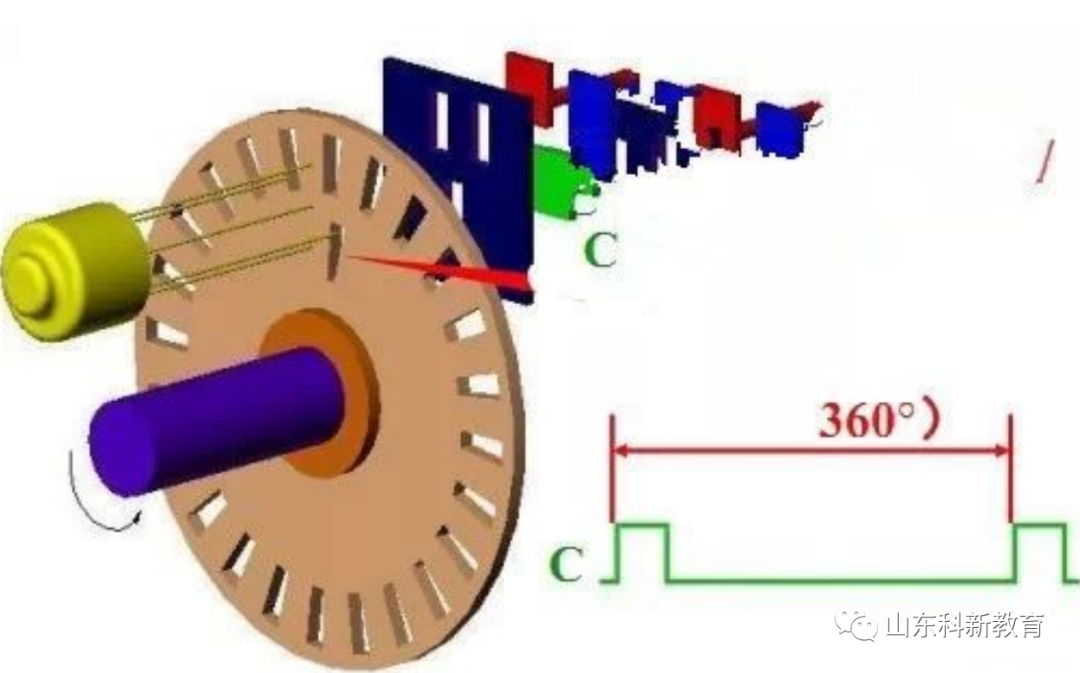
在碼盤里圈,還有一條狹縫C,每轉能產生一個脈沖,該脈沖信號又稱“一轉
信號”或零標志脈沖,作為測量的起始基準。
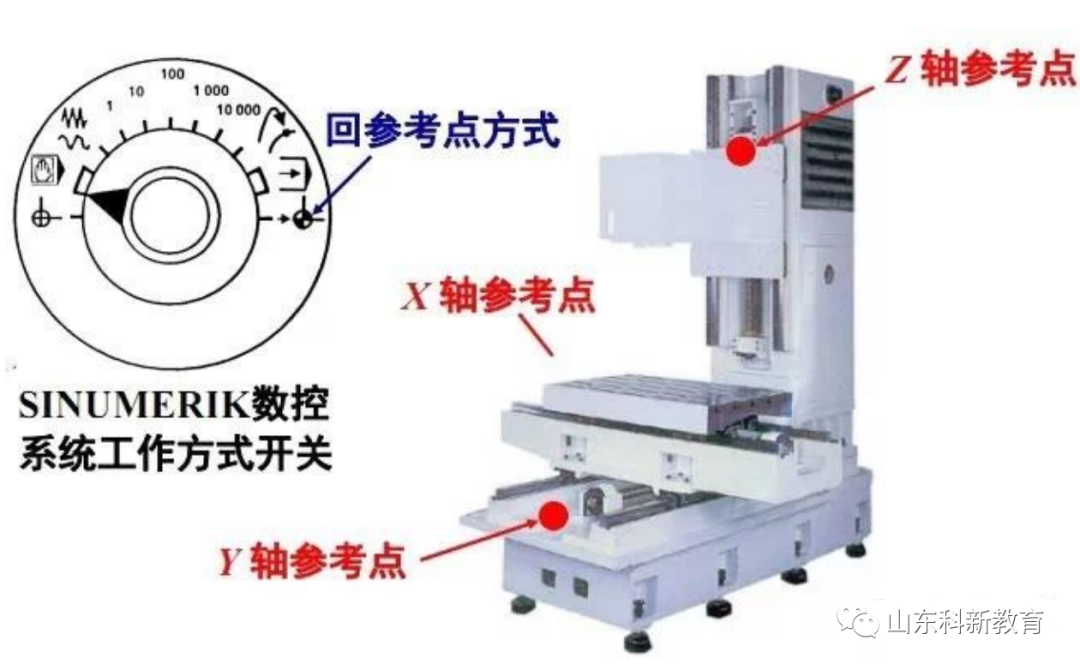
(7)零標志在回參考點中的作用
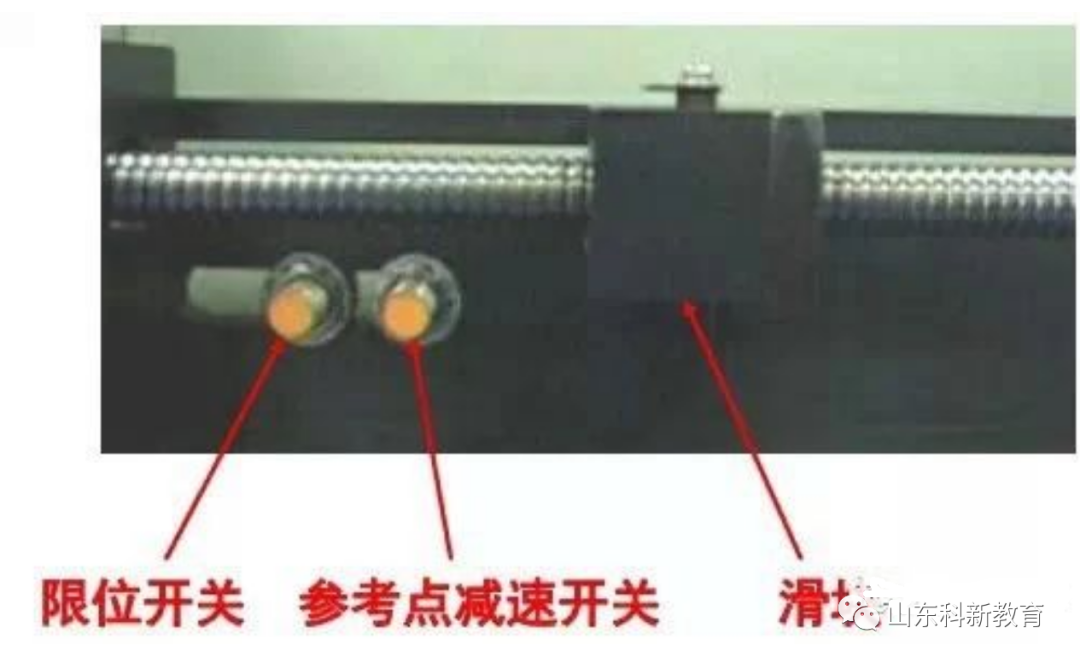
(8)回參考點減速開關
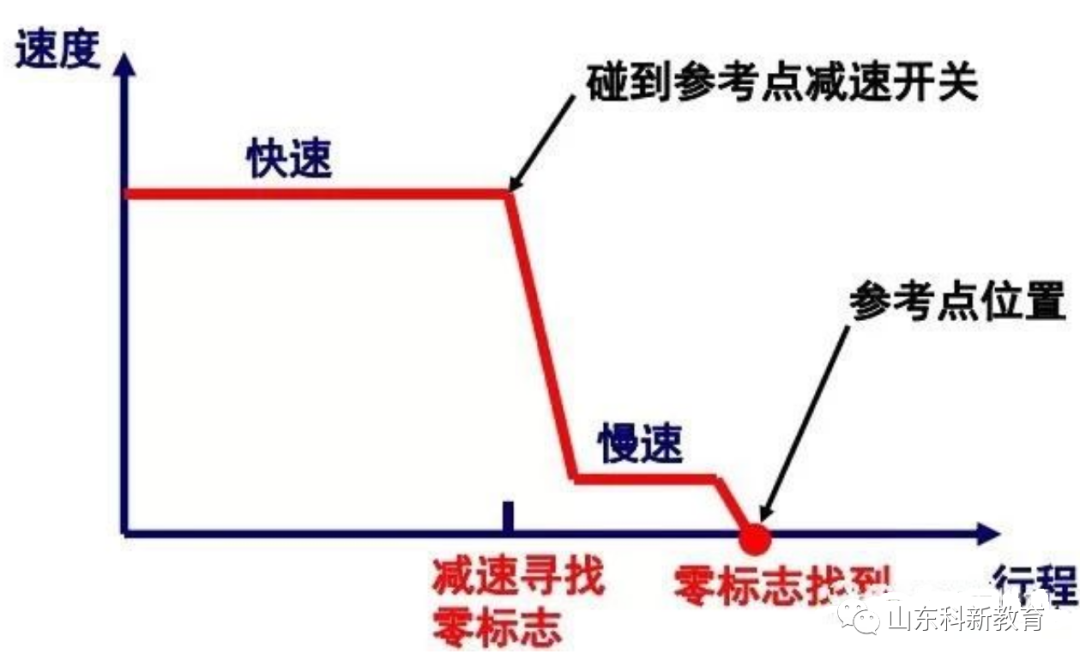
(9)回參考點示意圖
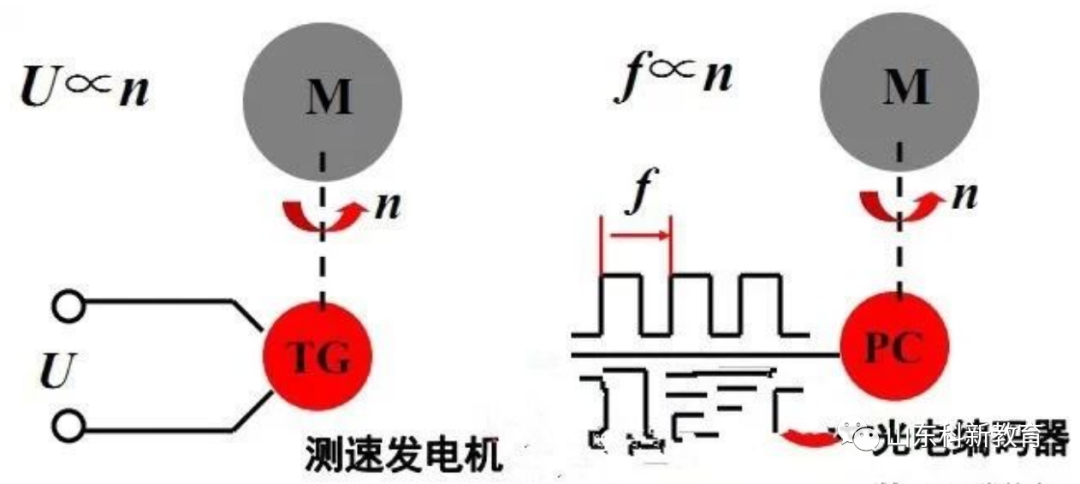
6、編碼器在數字測速中的應用
(1)模擬測速和數字測速的比較
(2)M法測速(適合于高轉速場合)
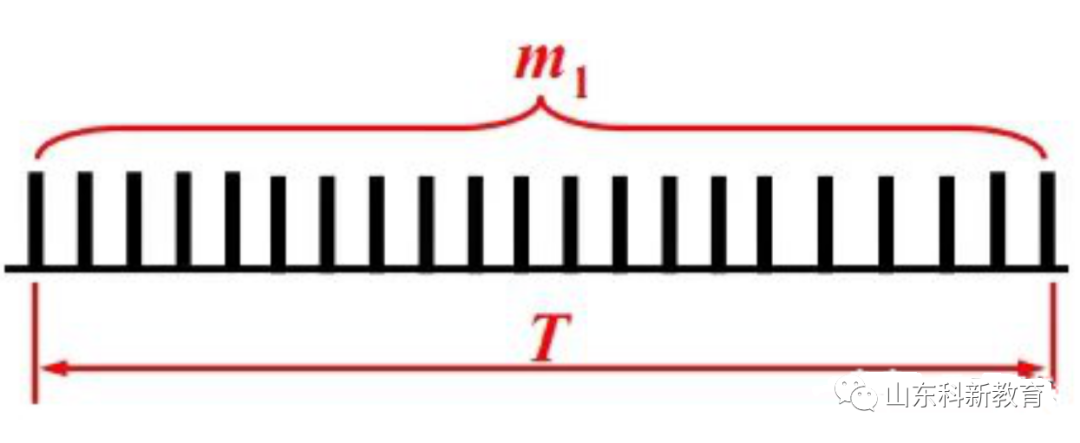
有一增量式光電編碼器,其參數為1024p/r,在5s時間內測得65536個脈沖,則轉速(r/min)為:n = 60 × 65536 /(1024 × 5)=768 r/min
編碼器每轉產生N 個脈沖,在T 時間段內有 m1 個脈沖產生,則轉速(r/min)為:n = 60m1 /(NT)
(3)T法測速(適合于低轉速場合)
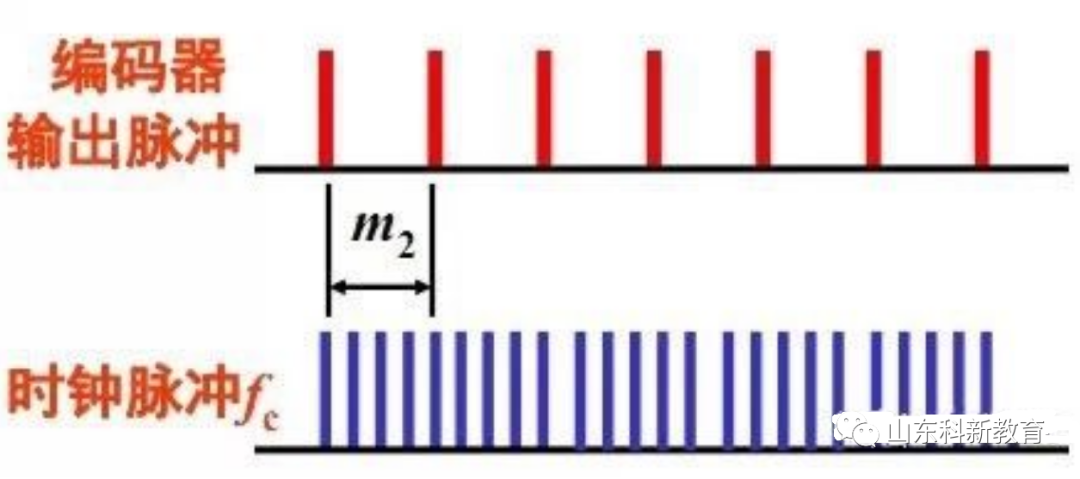
有一增量式光電編碼器,其參數為1024p/r,測得兩個相鄰脈沖之間的脈沖數為3000,時鐘頻率fc為1MHz ,則轉速(r/min)為:
n = 60fc /(Nm2 )=60×106/(1024×3000)=19.53 r/min
編碼器每轉產生N 個脈沖,用已知頻率fc作為時鐘,填充到編碼器輸出的兩個相鄰脈沖之間的脈沖數為m2,則轉速(r/min)為:n = 60fc / (Nm2)
7、編碼器在主軸控制中的應用
(1)主軸編碼器
(2)主軸編碼器用于C 軸控制
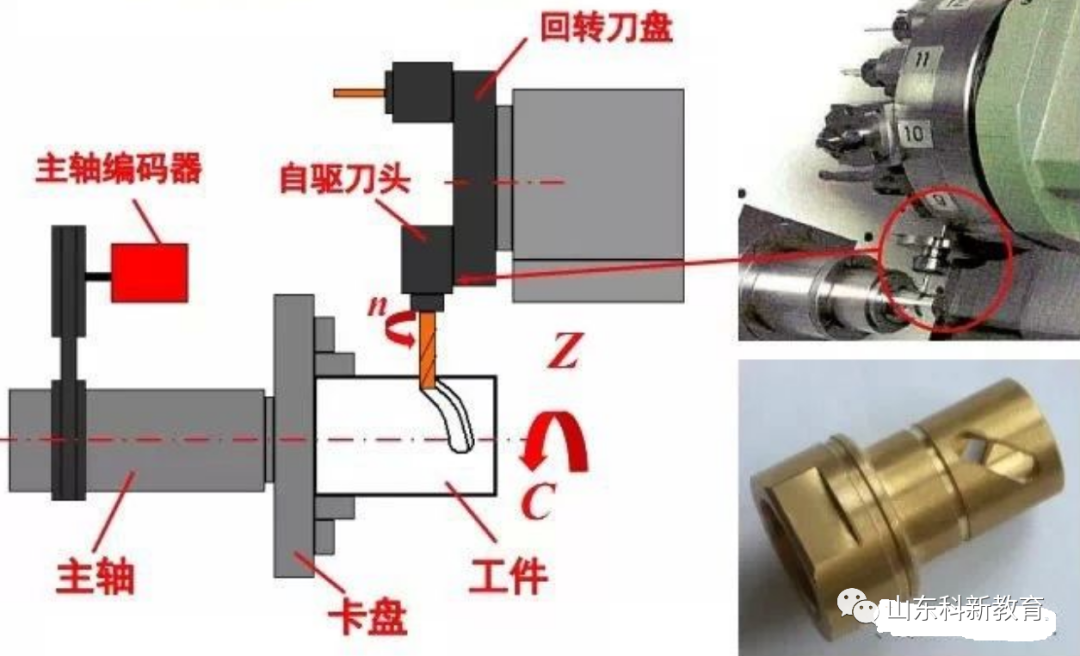
(3)主軸編碼器用于螺紋車削
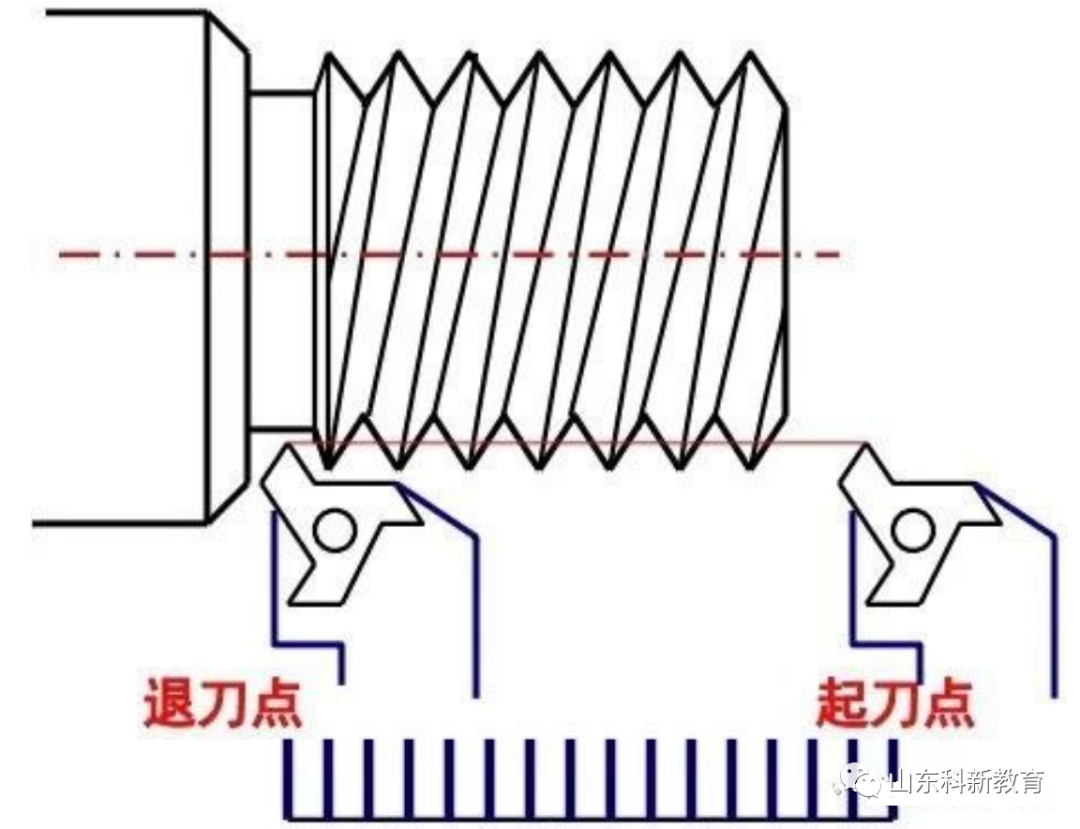
車削螺紋時,為保證每次切削的起刀點不變,防止“亂牙”,主軸編碼器通過對起刀點到退刀點之間的脈沖進行計數來達到車削螺紋的目的。
8、小結
1.編碼器用來測量角位移。在數控機床直線進給運動控制中,通過測量角位移間接測量出直線位移。
2.絕對式編碼器輸出二進制編碼,增量式編碼器輸出脈沖。
3.增量式編碼器輸出信號要進行辨向、零標志和倍頻等處理。
4.編碼器用于數字測速,有M法和T法等方式;在數控車床中用于C軸控制和螺紋切削。
審核編輯:湯梓紅
-
機器人
+關注
關注
211文章
28632瀏覽量
208002 -
編碼器
+關注
關注
45文章
3664瀏覽量
135075 -
伺服系統
+關注
關注
14文章
576瀏覽量
39292 -
伺服電動機
+關注
關注
0文章
50瀏覽量
3250
原文標題:編碼器圖解(推薦收藏)!
文章出處:【微信號:旺材伺服與運動控制,微信公眾號:旺材伺服與運動控制】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
旋轉編碼器安裝事項
絕對值編碼器安裝
旋轉編碼器測量_旋轉編碼器安裝方式
絕對式編碼器精度最高到好多_提高絕對式編碼器精度的途徑
光電編碼器的安裝_光電編碼器常見故障及解決
怎樣安裝增量型編碼器
編碼器的應用及安裝方式比較

旋轉編碼器能直接換嗎_旋轉編碼器更換注意事項






 工商網監
工商網監
評論