 一文讀懂鋰電池疊片、卷繞工藝區別!
一文讀懂鋰電池疊片、卷繞工藝區別!
隨著全球新能源汽車動力電池、消費電子電池、儲能電池的需求增長,使得鋰離子電池產業迅速發展。
 目前業界應用最廣泛的鋰離子動力電池,其性能與工藝、制造設備密切相關。其電芯按照制作工藝可分為卷繞工藝和疊片工藝。
目前業界應用最廣泛的鋰離子動力電池,其性能與工藝、制造設備密切相關。其電芯按照制作工藝可分為卷繞工藝和疊片工藝。
Part.1
工藝的區別
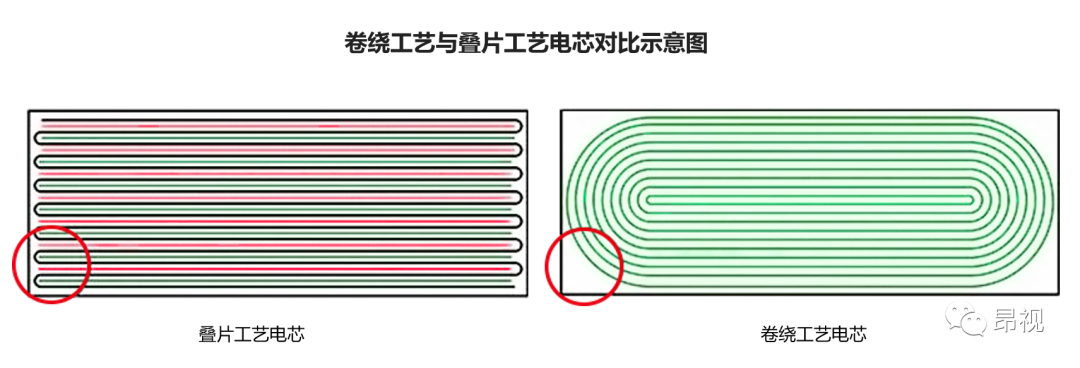
疊片工藝是將正負極片裁成需求尺寸的大小,隨后將正極片、隔膜、負極片疊合成小電芯單體,然后將小電芯單體疊放并聯成電池模組。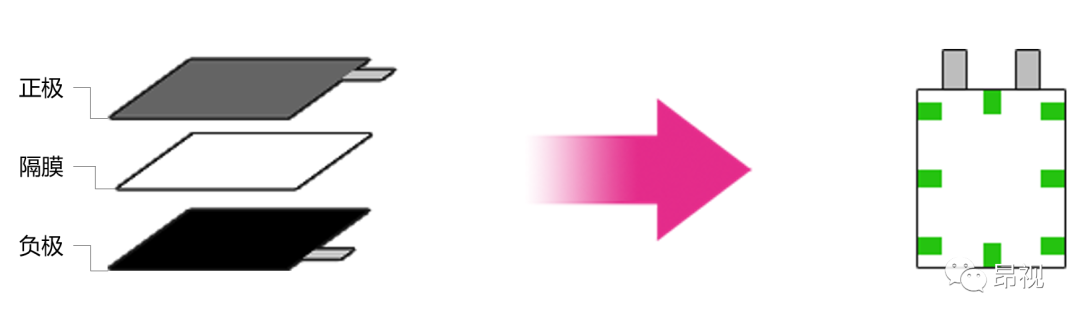 單層疊片過程演示*疊片工藝視頻正在制作中,敬請關注“昂視”視頻號!卷繞工藝是通過固定卷針的卷繞,將分條后的的正極極片、隔膜、負極極片按照順序卷繞擠壓成圓柱形或橢圓柱形或方形,再放在方殼或圓柱的金屬外殼中,極片的大小、卷繞的圈數等參數根據電池設計容量來進行確定。
單層疊片過程演示*疊片工藝視頻正在制作中,敬請關注“昂視”視頻號!卷繞工藝是通過固定卷針的卷繞,將分條后的的正極極片、隔膜、負極極片按照順序卷繞擠壓成圓柱形或橢圓柱形或方形,再放在方殼或圓柱的金屬外殼中,極片的大小、卷繞的圈數等參數根據電池設計容量來進行確定。
卷繞工藝視頻詳解
Part.2
視覺檢測方式對比 ▼疊片對齊度檢測案例


檢測需求:
如上圖所示,分別檢測A、B、C、D這4個位置的負極片包正極片距離值
1.寬度負包正規格1mm±0.3mm;
2.長度負包正規格1.5mm±0.5mm。
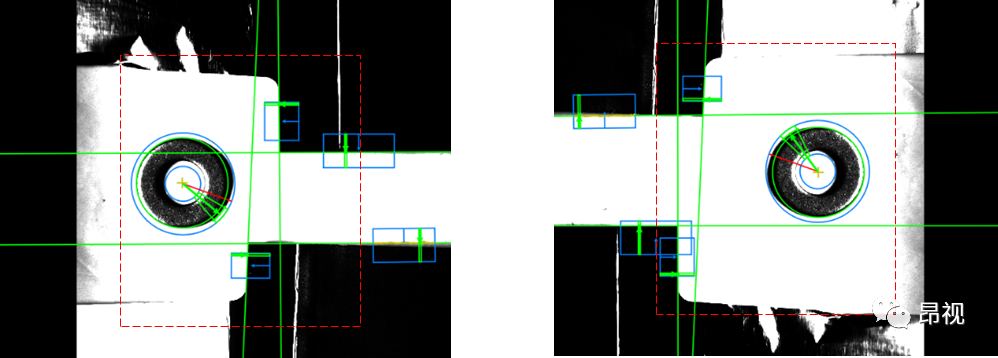
檢測結果:
根據實測結果,重復性精度小于0.01mm。
 ▼卷繞尺寸測量案例
▼卷繞尺寸測量案例
檢測需求:
隔膜到正極的距離
隔膜到負極的距離
正極到負極的距離
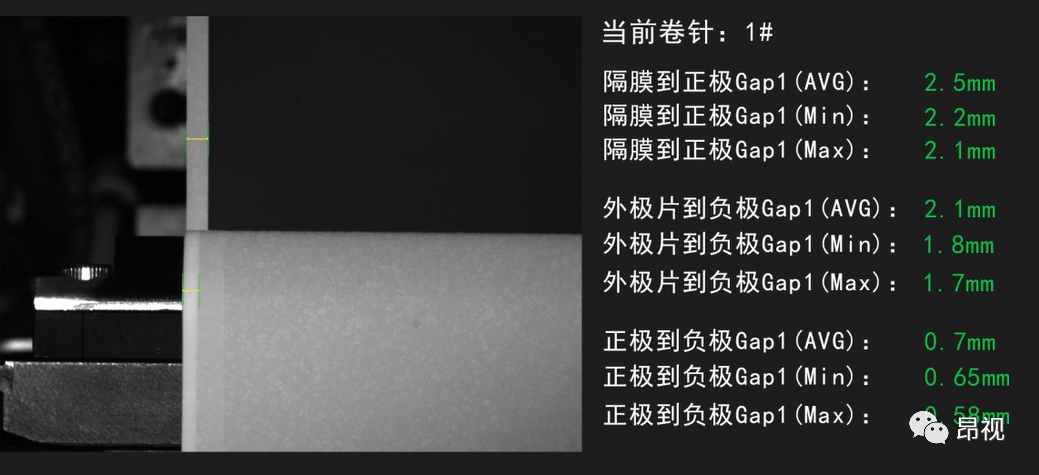
檢測結果:
根據實測結果,重復性精度達到±0.1mm。
Part.3
優勢PK疊片工藝優勢1.容量密度高:鋰電池內部空間利用充分,因而與卷繞工藝相比,體積比容量更高;2.能量密度高:放電平臺和體積比容量都高于卷繞工藝鋰電池,所以能量密度也相應較高;3.尺寸靈活:可根據鋰電池尺寸來設計每個極片尺寸,從而鋰電池可以做成任意形狀。卷繞工藝優勢1.點焊容易:每個鋰電池只需要點焊兩處,容易控制;2.生產控制相對簡單:一個鋰電池兩個極片,便于控制;3.分切方便:每個電芯只需要進行正負極各一次分切,難度小且產生不良品概率低。
Part.4
劣勢分析
疊片工藝劣勢
1.容易虛焊:多層正極或負極極耳要焊接到一起,難以操作且容易造成虛焊;2.設備效率慢:目前國內疊片機效率多在0.8s/片的速率,與進口疊片機0.17s/片的效率差距較大。卷繞工藝劣勢
1.內阻高極化大:一部分電壓被消耗于電池內部極化,正負極只有單一極耳,充放電倍率性能差;2.散熱效果差:電芯之間熱隔離措施不易操作,處理不當容易導致局部過熱,從而造成熱失控蔓延;
3.電池厚度難以控制:由于電芯內部結構不均一,極耳處、隔膜收尾處、電芯的兩邊容易厚度不均。不過全極耳卷繞電池內阻小,完美解決高能量密度電芯的發熱問題,這種新技術還有些工藝難點沒有攻破,正在逐步改良、推廣中。
—END—鋰電池卷繞和疊片哪個更好?一千個人眼里有一千個哈姆雷特。對于消費類電池而言,相比于電池容量、性能,廠商更注重效率的提升,因此卷繞工藝有大量需求;但對于動力電池而言,未來大模組、大電芯是趨勢,疊片工藝能更好的發揮大型電芯優勢,其在安全性、能量密度、工藝控制均比卷繞占據優勢。
但是,無論是哪種工藝,都離不開品質和安全性的要求。作為制造業中的“智慧之眼”,昂視視覺檢測整體解決方案,不斷深入涂布、輥壓、分條、模切、卷繞、疊片等生產應用場景,更好的助力鋰電企業提升生產效率、提高電芯成品良率、降低生產成本,實現“智造”的加速跑。
-
鋰電池
+關注
關注
260文章
8176瀏覽量
171223
發布評論請先 登錄
相關推薦
一文讀懂鋰電池方形的尺寸及型號命名規則

聚合物鋰電池和鋰電池,你真的了解它們的區別嗎?

鋰電池充電器和鉛酸電池充電器怎么區分?有和不同?
如何設計鋰電池相關電路避免鋰電池邊充邊放?
解決方案 | 揭秘!鋰電池疊片機22個場景中不可或缺的傳感力量

鋰電池保護器和電池的區別
鋰鐵電池和鋰電池的區別
18650鋰電池與三元鋰電池的區別是什么
智能傳感方案再升級!讓鋰電池卷繞機更精準高效
連續式均漿工藝:鋰電池生產的新突破!






 工商網監
工商網監
評論