 直徑500mm的軸頭磨損后如何處理
直徑500mm的軸頭磨損后如何處理
現在許多軸頭磨損問題一直是困擾著許多工業企業的頭等問題,有些小直徑的軸頭磨損故障,企業可能會選擇普通的方法修復下,但是遇到大直徑的軸頭,修復起來是非常困難的,那么像直徑500mm的軸頭磨損后如何處理呢?我們一起來看看具體的解決方法。
背景介紹:
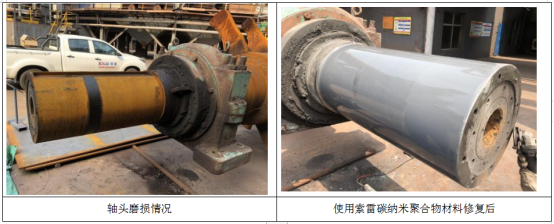
某企業的400㎡燒結機單輥破碎機轉子軸,軸頭直徑500mm,寬度900左右,與減速機空心軸雙鍵配合,軸頭與減速機空心軸為過渡配合,配合間隙0.50mm以內。運行中配合間隙過大是造成軸與空心軸之間磨損的關鍵因素。

修復工藝:
因該企業之前采用過索雷碳納米聚合物材料進行其他設備的修復,效果明顯,所以這次軸頭磨損故障還是采用的該技術。該技術憑借材料的性能及針對性的修復工藝可以做到修復表面與軸承內達到原始的配合面,同時恢復軸原始設計的過盈尺寸,因此可以保證更好的受力,在軸承潤滑保養得當、軸承不出現燒蝕的情況下,其使用壽命可達到甚至超過新部件的使用壽命。具體的軸頭磨損修復步驟如下:
①磨損的軸表面進行處理,烤油打磨,去除高點露出金屬原色;
②用無水乙醇清洗表面,確保表面無油無雜質,晾干;
③工裝內表面、側面涂抹脫模劑,螺栓處可涂抹厚一點,便于拆卸;
④調和碳納米聚合物材料SD7101H,均勻涂覆到表面;
⑤裝夾工裝;
⑥材料固化后,拆卸工裝,去除多余材料;
⑦用外徑千分尺核實尺寸;
⑧吊裝軸時注意保護材料,避免坑碰損傷。
該技術與傳統補焊技術相比,更加安全、可靠,該技術修復過程中不會產生高溫,避免了熱應力集中對軸造成的損傷。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
磨損
+關注
關注
0文章
198瀏覽量
8724
發布評論請先 登錄
相關推薦
焊接sma頭的內芯直徑多少
德索工程師說道焊接sma頭的內芯直徑是指其內導體的直徑。內芯直徑的大小對連接器的電氣性能和機械性能有重要影響。內芯直徑是指其內導體的

這種軸頭磨損修復技術,快速恢復原有尺寸,早知道,早修好
軸頭磨損是企業生產中無法避免的問題,怎樣快速有效的修復也是企業管理者比較注重的問題。在選擇軸頭磨損

單軸測徑儀詳解與應用
通過視場時,被測物遮擋的部位在CCD芯片上顯示為無光的陰影。通過CCD芯片的光電轉換和相應電路系統的數字化處理,可以計算出陰影的寬度,從而得到被測物的直徑。
三、主要組成
單軸測徑儀主要由以下
發表于 08-20 17:34
烘缸軸頭磨損在線修復,結合現場案例,來探討哪種方式更優
某造紙廠薄頁紙生產線,其烘缸材質為鑄鐵,直徑2.5米重6噸左右,它的軸徑為250mm,軸承采用緊定套配合方式固定(退卸套改為緊定套),在運行過程中軸承由于缺少潤滑造成軸承位磨損,






 工商網監
工商網監
評論