 深度解析SMT貼片膠
深度解析SMT貼片膠
貼片膠,也稱為SMT接著劑、SMT紅膠,通常是紅色的(也有黃色或者白色的)膏體中均勻地分布著硬化劑、顏料、溶劑等的粘接劑,主要用來將元器件固定在印 制板上,一般用點膠或鋼網印刷的方法來分配。貼上元器件后放入烘箱或回流焊爐加熱硬化。它與錫膏不同的是其受熱后便固化,其凝固點溫度為150℃,再加熱也不會溶化,也就是說,貼片膠的熱硬化過程是不可逆的。SMT貼片膠的使用效果會因熱固化條件、被連接物、所使用的設備、操作環境的不同而有差異,使用時要根據印制電路板裝配(PCBA、PCA)工藝來選擇貼片膠。
SMT貼片膠的特性、應用與前景
SMT貼片紅膠是一種聚稀化合物,主要成份為基料(即主體高份子材料)、填料、固化劑、其它助劑等。SMT貼片紅膠具有粘度流動性,溫度特性,潤濕特性等。根據紅膠的這個特性,故在生產中,利用紅膠的目的就是使零件牢固地粘貼于PCB表面,防止其掉落。因此貼片膠是屬于純消耗非必需的工藝過程產物,現在隨著PCA設計與工藝的不斷改進,通孔回流焊、雙面回流焊都已實現,用到貼片膠的PCA貼裝工藝呈越來越少的趨勢。
SMT貼片膠的使用目的
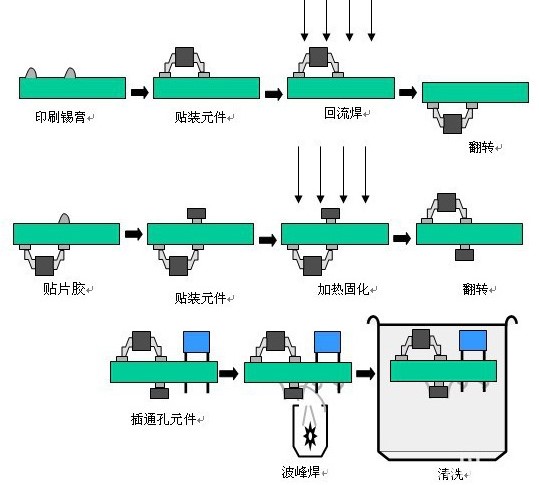
①波峰焊中防止元器件脫落(波峰焊工藝)。在使用波峰焊時,為防止印制板通過焊料槽時元器件掉落,而將元器件固定在印制板上。
②再流焊中防止另一面元器件脫落(雙面再流焊工藝)。雙面再流焊工藝中,為防止已焊好的那一面上大型器件因焊料受熱熔化而脫落,要使有SMT貼片膠。
③防止元器件位移與立處(再流焊工藝、預涂敷工藝)。用于再流焊工藝和預涂敷工藝中防止貼裝時的位移和立片。
④作標記(波峰焊、再流焊、預涂敷)。此外,印制板和元器件批量改變時,用貼片膠作標記。
SMT貼片膠按使用方式分類
a)刮膠型:通過鋼網印刷涂刮方式進行施膠。這種方式應用最廣,可以直接在錫膏印刷機上使用。鋼網開孔要根據零件的類型,基材的性能來決定,其厚度和孔的大小及形狀。其優點是速度快、效率高、成本低。
b) 點膠型:通過點膠設備在印刷線路板上施膠的。需要專門的點膠設備,成本較高。點膠設備是利用壓縮空氣,將紅膠透過專用點膠頭點到基板上,膠點的大小、多少、由時間、壓力管直徑等參數來控制,點膠機具有靈活的功能。對于不同的零件,我們可以使用不同的點膠頭,設定參數來改變,也可以改變膠點的形狀和數量,以求達到效果,優點是方便、靈活、穩定。缺點是易有拉絲和氣泡等。我們可以對作業參數、速度、時間、氣壓、溫度調整,來盡量減少這些缺點。
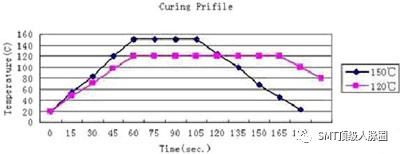
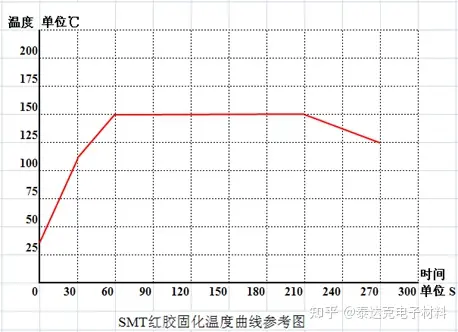
SMT貼片膠典型固化條件
| 固化溫度 | 固化時間 |
|---|---|
| 100℃ | 5分鐘 |
| 120℃ | 150秒 |
| 150℃ | 60秒 |
注意點:
1、固化溫度越高以及固化時間越長,粘接強度也越強。
2、由于貼片膠的溫度會隨著基板零件的大小和貼裝位置的不同而變化,因此我們建議找出最合適的硬化條件。
SMT貼片膠的儲存
在室溫下可儲存7天,在小于5℃時儲存大于個6月,在5~25℃可儲存大于30天。
SMT貼片膠的管理
由于SMT貼片紅膠受溫度影響用本身粘度,流動性,潤濕等特性,所以SMT貼片紅膠要有一定的使用條件和規范的管理。
1)紅膠要有特定流水編號,根據進料數量、日期、種類來編號。
2)紅膠要放在2~8℃的冰箱中保存,防止由于溫度變化,影響特性。
3)紅膠回溫要求在室溫下回溫4小時,按先進先出的順序使用。
4)對于點膠作業,膠管紅膠要脫泡,對于一次性未用完的紅膠應放回冰箱保存,舊膠與新膠不能混用。
5)要準確地填寫回溫記錄表,回溫人及回溫時間,使用者需確認回溫完成后方可使用。通常,紅膠不可使用過期的。
SMT貼片膠的工藝特性
連接強度:SMT貼片膠必須具備較強的連接強度,在被硬化后,即使在焊料熔化的溫度也不剝離。
點涂性:目前對印制板的分配方式多采用點涂方式,因此要求膠要具有以下性能:
①適應各種貼裝工藝
②易于設定對每種元器件的供給量
③簡單適應更換元器件品種
④點涂量穩定
適應高速機:現在使用的貼片膠必須滿足點涂和高速貼片機的高速化,具體講,就是高速點涂無拉絲,再者就是高速貼裝時,印制板在傳送過程中,貼片膠的粘性要保證元器件不移動。
拉絲、塌落:貼片膠一旦沾在焊盤上,元器件就無法實現與印制板的電氣性連接,所以,貼片膠必須是在涂布時無拉絲、涂布后無塌落,以免污染焊盤。
低溫固化性:固化時,先用波峰焊焊好的不耐熱插裝元器件也要通過再流焊爐,所以要求硬化條件必須滿足低溫、短時間。
自調整性:再流焊、預涂敷工藝中,貼片膠是在焊料溶化前先固化、固定元器件的,所以會妨礙元器件沉入焊料和自我調整。針對這一點廠商已開發了一種可自我調整的貼片膠。
SMT貼片膠常見問題、缺陷及分析
推力不夠
0603電容的推力強度要求是1.0KG,電阻是1.5KG,0805電容的推力強度是1.5KG,電阻是2.0KG,達不到上述推力,說明強度不夠。
一般由以下原因造成:
1、膠量不夠。
2、膠體沒有100%固化。
3、PCB板或者元器件受到污染。
4、膠體本身較脆,無強度。
觸變性不穩定
一支30ml的針筒膠需要被氣壓撞擊上萬次才能用完,所以要求貼片膠本身有極其優秀的觸變性,不然會造成膠點不穩定,膠過少,會導致強度不夠,造成波峰焊時元器件脫落,相反,膠量過多特別是對微小元件,容易粘在焊盤上,妨礙電氣連接。
膠量不夠或漏點
原因和對策:
1、印刷用的網板沒有定期清洗,應該每8小時用乙醇清洗一次。
2、膠體有雜質。
3、網板開孔不合理過小或點膠氣壓太小,設計出膠量不足。
4、膠體中有氣泡。
5、點膠頭堵塞,應立即清洗點膠嘴。
6、點膠頭預熱溫度不夠,應該把點膠頭的溫度設置在38℃。
拉絲
所謂拉絲,就是點膠時貼片膠斷不開,在點膠頭移動方向貼片膠呈絲狀連接這種現象。接絲較多,貼片膠覆蓋在印制焊盤上,會引起焊接不良。特別是使用尺寸較大時,點涂嘴時更容易發生這種現象。貼片膠拉絲主要受其主成份樹脂拉絲性的影響和對點涂條件的設定解決方法:
1、加大點膠行程,降低移動速度,但會降你生產節拍。
2、越是低粘度、高觸變性的材料,拉絲的傾向越小,所以要盡量選擇此類貼片膠。
3、將調溫器的溫度稍稍調高一些,強制性地調整成低粘度、高觸變性的貼片膠,這時還要考慮貼片膠的貯存期和點膠頭的壓力。
塌落
貼片膠的流動性過大會引起塌落,塌落常見問題是點涂后放置過久會引起塌落,如果貼片膠擴展到印制線路板的焊盤上會引起焊接不良。而且塌落的貼片膠對那些引腳 相對較高的元器件來講,它接觸不到元器件主體,會造成粘接力不足,因此易于塌落的貼片膠,其塌落率很難預測,所以它的點涂量的初始設定也很困難。針對這一點,我們只好選擇那些不容易塌落的也就是搖溶比較高的貼片膠。對于點涂后放置過久引起的塌落,我們可以采用在點涂后的短時間內完成貼片膠裝、固化來加以避 免。
元器件偏移
元器件偏移是高速貼片機容易發生的不良現象,造成的原因主要是:
1、是印制板高速移動時X-Y方向產生的偏移,貼片膠涂布面積小的元器件上容易發生這種現象,究其原因,是粘接力不中造成的。
2、是元器件下膠量不一致(比如:IC下面的2個膠點,一個膠點大一個膠點小),膠在受熱固化時力度不均衡,膠量少的一端容易偏移。
過波峰焊掉件
造成的原因很復雜:
1、貼片膠的粘接力不夠。
2、過波峰焊前受到過撞擊。
3、部分元件上殘留物較多。
4、膠體不耐高溫沖擊
貼片膠混用
不同廠家的貼片膠在化學成分上有很大的不同,混合使用容易產生很多不良:1、固化困難;2、粘接力不夠;3、過波峰焊掉件嚴重。
解決方法是:徹底清洗網板、刮刀、點膠頭等容易引起混用的部位,避免混合使用不同品牌貼片膠。
-
元器件
+關注
關注
112文章
4746瀏覽量
92709 -
smt
+關注
關注
40文章
2925瀏覽量
69586 -
貼片膠
+關注
關注
0文章
6瀏覽量
6788
原文標題:【干貨】深度解析SMT貼片為何要用紅膠?(2023精華版),你值得擁有!
文章出處:【微信號:SMT頂級人脈圈,微信公眾號:SMT頂級人脈圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦

SMT貼片膠的種類有哪些,該如何進行選用
SMT貼片加工中施加貼片膠的技術要求有哪些
SMT貼片膠的基本組成及具有哪些應用特性
什么是smt貼片紅膠?主要用于哪里?

SMT貼片紅膠是怎么固化的?

SMT貼片加工中的紅膠怎么選?

SMT貼片加工中的印刷和點膠是什么?






 工商網監
工商網監
評論