 基于機器視覺技術軸承缺陷檢測應用
基于機器視覺技術軸承缺陷檢測應用
軸承視覺檢測技術,軸承被稱為工業的“心臟”,是一種廣泛應用的精密基礎部件。
除基本型外,還有各種變型結構,如帶防塵蓋的、帶橡膠密封圈的、帶止動槽的等。基本型深溝球軸承主要由外圈、內圈、鋼球、保持架、鉚釘組成。
以汽車為例,一輛汽車通常有約30種50余套軸承,分布在汽車底盤、變速箱、輪轂、剎車盤、發動機等位置,行駛中高速轉動的軸承有絕對的承上啟下的作用,容不得一點閃失,也關乎汽車的壽命和質量。
目前我國軸承產業規模已居世界軸承總量第三位,然而,在成品軸承外觀檢測上,基本依賴于人工,在工業領域,質檢要想擺脫人力就必須進行技術升級和轉型。
保證出廠軸承的良品率至關重要
軸承作為現代機械設備中的重要零部件,主要功能是支撐機械旋轉體,降低運動過程中的摩擦系數,并保證其回轉精度。
在生產中,質檢是重要的一環。通常情況下,質檢員采用人工肉眼觀察、手指轉動軸承等質檢方式挑出表面有油污、劃痕等缺陷的軸承。
但質檢結果易受人為因素影響,檢驗標準難以保持一致,穩定性差且易漏檢,始終不能做到良品率100%。
就汽車而言,汽車的動力、可靠性、安全性和舒適性都與其息息相關。
因此,保證出廠軸承的良品率至關重要。
軸承常見的表面缺陷一般有以下幾種:
1.麻點
零件表面呈分散或群集狀的細小坑點,呈黑色針孔狀凹坑,有一定深度,個別存在或密集分布。形成原因為金屬表面疲勞,在滾動接觸應力的循環作用下,金屬亞表面形成微觀裂紋,并逐漸發展成凹坑狀。
2.擦傷
零件表面因滑動摩擦而產生的金屬遷移現象,其形態特征為沿軸承零件的滑動方向,并具有一定的長度和深度的表面機械性損傷,這種缺陷多發生在軸承零件的工作面。
3.裂損
軸承零件金屬的連續性遭到破壞而產生的損傷,呈現線狀,方向不定有一定的長度和深度,有時肉眼不可見,磁化后有聚粉現象。
由于軸承表面缺陷形態各異,有些缺陷形態差別很大,很難找出這類缺陷的共同特點,造成識別上的困難。
有些缺陷目標的空間分布范圍由單一連通的空間區域組成,而有些缺陷目標則可能由多個子區域組成;有些缺陷目標具有相當大的形狀任意性和復雜性,并且不同類別的缺陷形狀有可能相當接近,從而使目標和特征之間失去一一對應關系。有些非缺陷,如油印與缺陷非常相似,可能被誤認成缺陷。
基于機器視覺技術軸承缺陷檢測應用
眾所周知,3C電子制造行業要求使用無塵車間生產,為AI質檢提供了良好的環境。然而,軸承零部件行業的生產環境卻要差很多,即使是號稱使用“無塵車間”的成品軸承生產,其環境也只是相對干凈和無塵,卻無法與3C電子行業的無塵車間相提并論。
其次,軸承外觀檢測往往依賴于人,對工藝、要求的認知極大程度上依賴于行業經驗的判斷,軸承缺陷種類繁多,如端面缺陷、外徑缺陷、內徑磨削燒傷等,有些瑕疵普通人甚至很難用肉眼觀測得到。
這種情況下,對傳統的檢測方式無疑提出了很大的挑戰。
近幾年,機器視覺在軸承行業的發展突飛猛進,已經實現的功能主要如下:
宏觀缺陷的檢測
1)滾動體的數量和位置識別與判定。
2)密封件的標識內容、形狀、外觀的識別與判定。
3)套圈表面、滾子表面宏觀裂紋、磕碰等缺陷的識別與判定。
微觀缺陷的檢測
1)軸承零件半成品的尺寸形狀檢測與判定(精度±0.01mm)。可實現鍛件、車件、保持架、密封圈等主要尺寸精度在0.01mm以上的檢測。目前已經穩定實現,并有不少實際應用。
2)軸承零件成品的尺寸形狀檢測與判定(精度±0.001mm)。由于成品零件尺寸形狀精度普遍達到0.001mm,通過單純的光學成像原理來檢測很難達到其精度等級。目前國內有一些科創企業通過后處理算法的優化,對檢測精度進行了大幅的提高。
3)軸承零件表面微觀裂紋、麻點、磕碰傷等缺陷的識別與判定。
機器視覺智能在線檢測,摒棄繁瑣低質的人工肉眼檢測方式,提升并改進軸承品質。
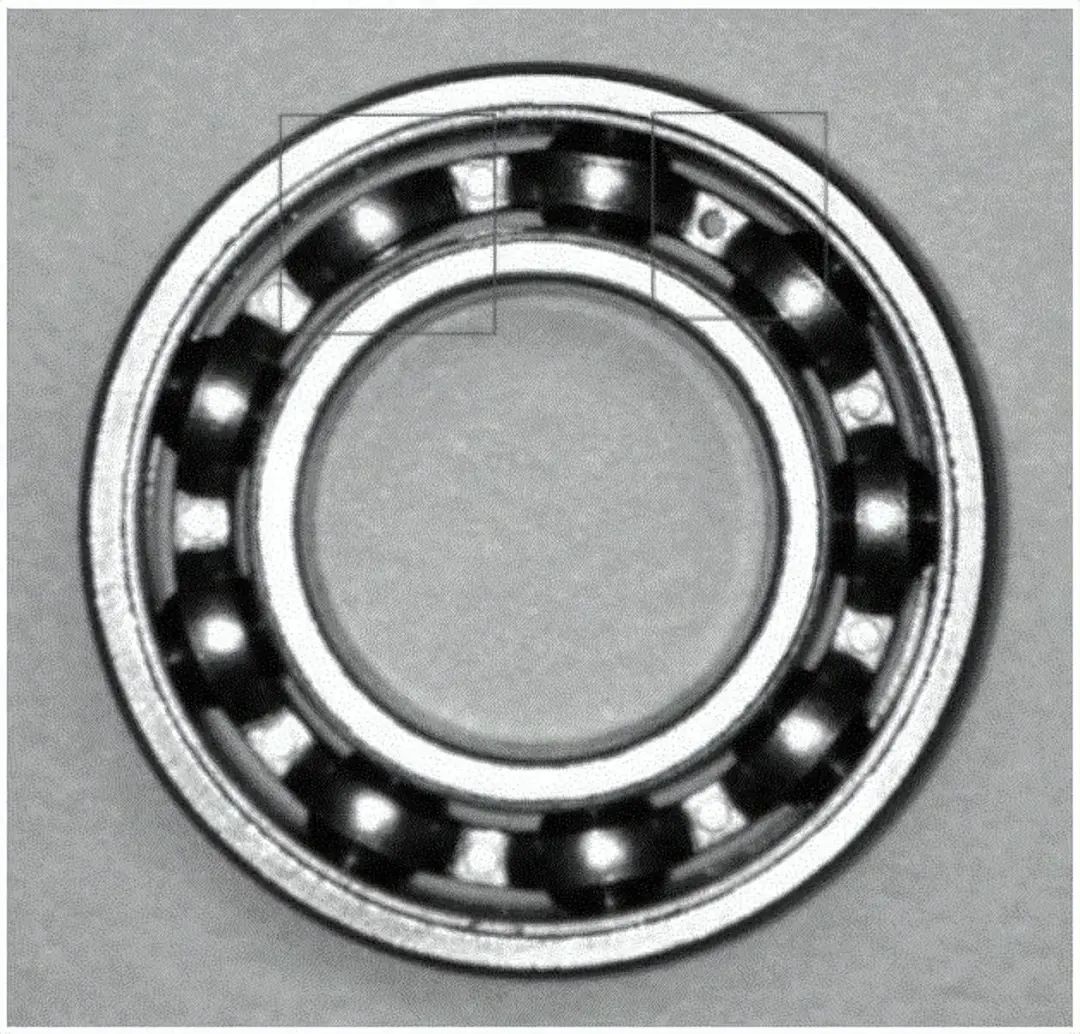
以精加工軸承內環外環凹槽表面缺陷檢測為例:
根據軸承特性,視覺系統圖像采集的實際視野大小,寬度方向為10mm左右(軸承實際寬度為7mm左右),本案例采用2K的線掃相機,寬度方向能夠達到的最大分辨率為2048個像素。
相機像素精度=單方向視野范圍大小/相機單方向分辨率。
系統的相機像素精度為10mm/2048pix = 0.0048mm/pix,即每個像素的寬度為0.0048mm。我們規定缺陷直徑方向上最少有5個像素,所以能夠檢測到寬度0.024mm的缺陷。
采用4K線掃相機,能檢測寬度為0.012mm的缺陷;
采用8K線掃相機,能檢測寬度為0.006mm的缺陷;
本系統視覺組件:2K線掃工業相機,Schneider線掃工業鏡頭,鏡頭附加鏡,專用線掃光源,高精度旋轉平臺,工業內窺鏡。
表面缺陷檢系統硬件:MV-VS078FC 1024х768面陣相機,M0814-MP 鏡頭,CCD條形光源,高精度旋轉平臺
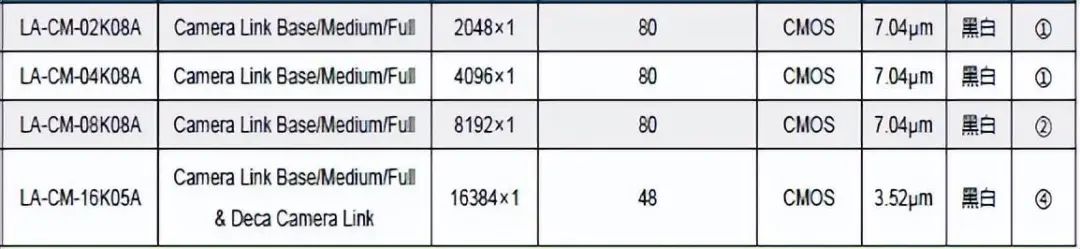
工業線掃相機具體參數如下所示:
鏡頭選型
根據實際情況,圖像采集系統選擇 M0814-MP 鏡頭,該鏡頭結構設計較為緊湊,分辨率也較高,畸變小(小于 1.0%),非常適合需要高精度的檢測場合。此外,鏡頭上面設計有鎖緊螺母,用于在定好焦距和光圈后進行鏡頭鎖緊,防止圖像采集過程中由于震動而使焦距發生變化而影響圖像的采集效果。
光源選型
選擇的光源是LED 高角度條形光,型號為 LDR2-90SW,顏色為白色,耗電量為24V/4.2W,發光面積為100mm×80mm,厚為8mm。
精度分析
根據軸承特性,視覺系統圖像采集的實際視野大小,寬度方向為10mm左右(軸承實際寬度為7mm左右),長度方向為14本實驗采用1024х768面陣相機,長度方向能夠達到的最大分辨率為1024像素,寬度方向能夠達到的最大分辨率為768個像素。
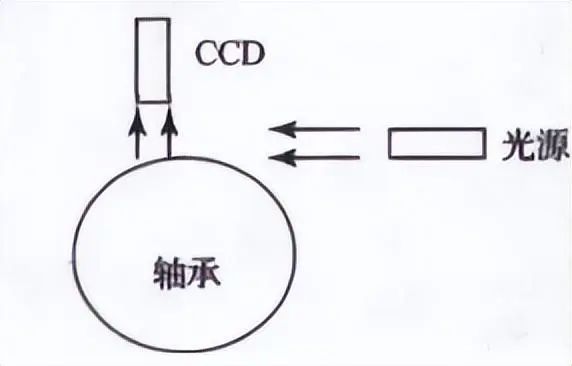
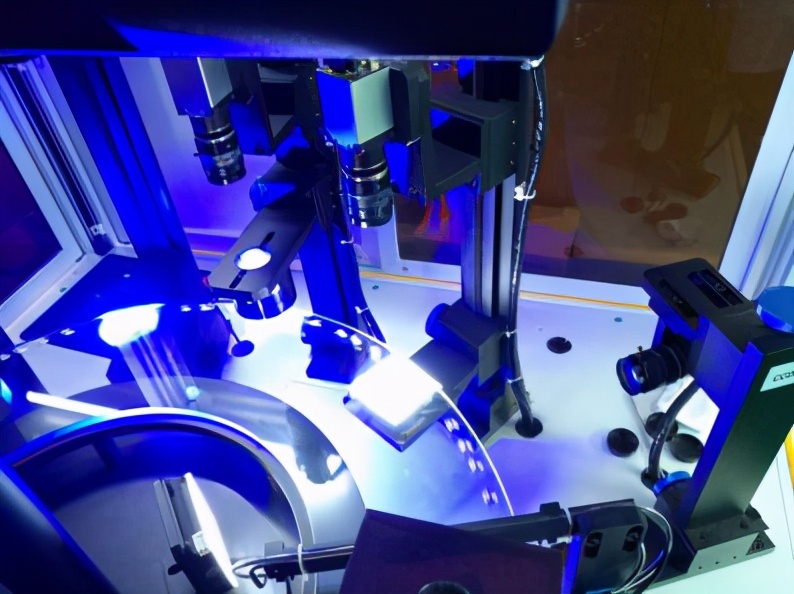
滾動軸承內圈缺陷檢測的 CCD 成像系統設計
為了能利用 CCD 面陣攝像機對軸承外圈表面成像 ,需要用機械設備支撐軸承軸部,使其能轉動。用面陣 CCD 攝像頭垂直于軸承外圈面(軸承的法線方向),光源對著軸承外圈面。
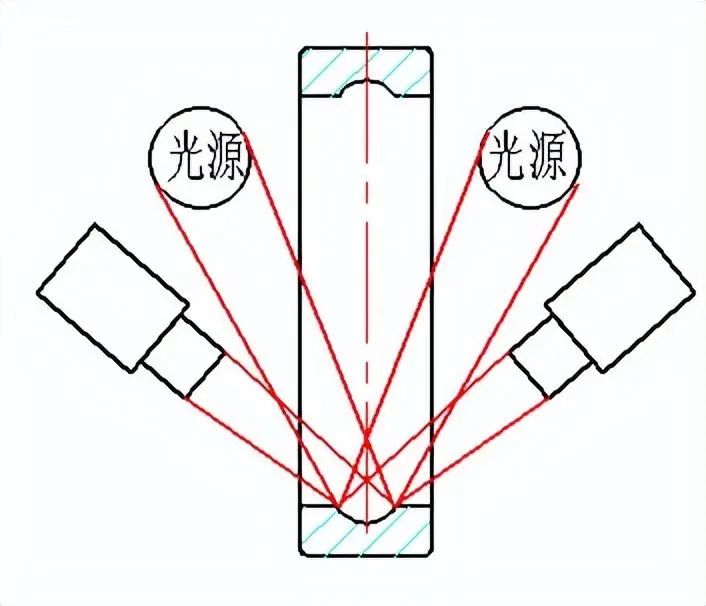
滾動軸承外圈缺陷的 CCD 成像系統設計
CCD 攝像機配合光源對軸承外圈滾道面進行了圖像采集,如果金屬表面存在缺陷,其形態、大小、程度會反映在圖像上,通過專門的圖像檢測軟件,發現缺陷并對其進行分類。
相機和光源的布置如下圖所示,相機光源布置在軸承外圈兩側,來防止出現一側遮擋現象。
審核編輯 :李倩
-
機器視覺
+關注
關注
162文章
4405瀏覽量
120578 -
軸承
+關注
關注
4文章
2129瀏覽量
31302 -
檢測技術
+關注
關注
2文章
357瀏覽量
29119
原文標題:基于機器視覺技術軸承缺陷檢測應用
文章出處:【微信號:機器視覺沙龍,微信公眾號:機器視覺沙龍】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
機器視覺檢測應用場景:缺陷檢測、尺寸測量、引導定位、運動控制
視覺檢測是什么意思?機器視覺檢測的適用行業及場景有哪些?
機器視覺在焊接質量檢測中的應用
機器視覺的四大類應用是什么?

機器視覺檢測技術在工業自動化中的應用
機器視覺尺寸檢測技術全解析!








 工商網監
工商網監
評論