 波峰焊溫度的設定和注意事項
波峰焊溫度的設定和注意事項
波峰焊是目前插件元件焊接所用的主要焊接設備。
目前主流的電子產品大部分都是要環保無鉛產品,所以都要用無鉛波峰焊接。
波峰焊接的溫度要比有鉛的波峰焊接溫度高20度左右。
在預熱溫度和升溫降溫斜率上都有所不同。
下面分享一下波峰焊溫度的設定和注意事項。
一、波峰焊溫度設定參數:
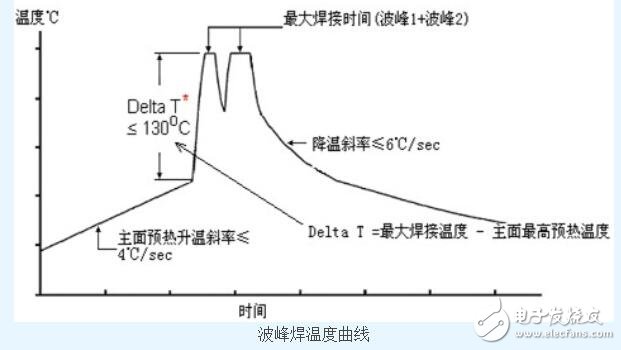
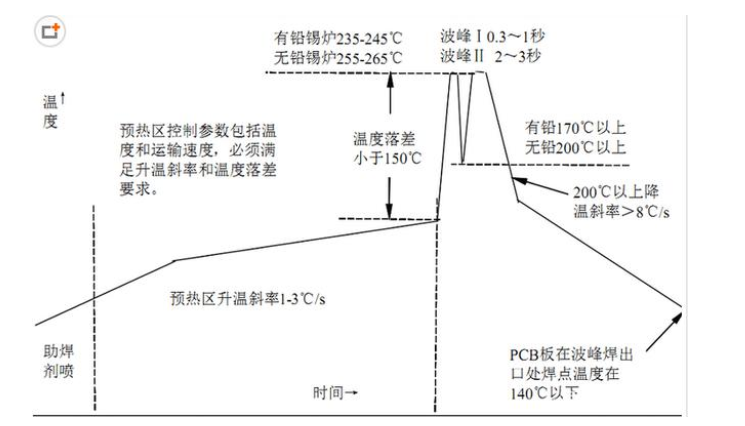
1.頂峰溫度范圍是255℃~265℃
2.預熱溫度是90℃~120℃
3.預熱時間是80sec~150sec
4.升溫斜率是1~3℃/sec
5.吃錫時間擾流波+平波=3sec~5sec
6.降溫斜率以各家冷卻系統而定,一般在5-12℃/sec均可允收。
二、波峰焊溫度設定注意事項:
1.波峰焊錫爐軌道空載與滿載的情況下,溫度有所差異(1-5℃),此溫度差異視生產機機或與客戶討論是否為正常允許?或視機種情況另行設定。
2.量測時,如出現異常溫度偏差過大。應通知工程師進行驗查是否為測溫儀或加熱系統出現故障造成。期間中斷生產直至確定無疑。
3.爐溫曲線必須于每個機種生產前或換線前量測。
三、波峰焊溫度設定參照條件:
1.參照無鉛焊料LB-801B制程要求。
2.如有客戶要求依客戶要求為主。
3.搭配助焊劑焊接條件設定。
5.依目前公司測溫儀器和量測條件制定。
責任編輯人:CC
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
焊接設備
+關注
關注
2文章
39瀏覽量
8294 -
波峰焊
+關注
關注
12文章
310瀏覽量
18667
發布評論請先 登錄
相關推薦
波峰焊維護保養及注意事項
時產生爆錫現象注意保持電箱內部清潔,以免造成電氣事故 ,在調整波峰焊高度時,應按下“急停”按鈕,保護好現場,通知相關人員維修。 波峰焊機高端品牌晉力達電子專業提供大小型波峰焊設備,無
發表于 06-08 14:51
波峰焊定期維護和波峰焊的日常保養方法注意事項
1.波峰焊爐機械部分 2.波峰焊爐噴霧部份 3.波峰焊爐電氣部分 4.波峰焊爐發熱管部分 波峰焊如果使用時間過長未對發熱管保養和更換,會出
發表于 06-20 15:09


波峰焊溫度如何設定_波峰焊焊接溫度標準
波峰焊焊接溫度是影響焊接質量的一個重要的工藝參數。當焊接溫度過低時,焊料的擴展率、潤濕性能變差,由于焊盤或元器件焊端不能充分的潤濕,從而產生
發表于 04-29 17:04
?2.7w次閱讀

波峰焊中拆焊的操作要點與注意事項說明
波峰焊是近年來發展較快的種焊接的方法,其原理是讓組裝件與熔化焊料的波接觸,實現釬焊鏈接。那么波峰焊中的拆焊怎么來的呢?拆焊是由于種種原因,有時需要將已焊接的焊接點拆除,這個過程就是
波峰焊的安全操作步驟和注意事項
波峰焊是SMT貼片生產線中綜合技術含量比高、勞動強度最大、設備因護工作量最大的工序,因此,對波峰焊操作人員的技術水平、綜合素質要求比較高。
波峰焊機日常都要做哪些開啟及注意事項
機都要做哪些開啟及注意事項。 開工之后,您的波峰焊機都要做哪些開啟及注意事項 1、完全清理掉噴裝置助焊殘留,放空助焊,加入酒精,用連噴模式,
發表于 02-26 09:42
?798次閱讀
無鉛波峰焊溫度設置規范及建議
現在的電子產品越來越注重環保,大部分都要求無鉛焊接,所以電子企業都要用到無鉛波峰焊設備。無鉛波峰焊工藝中比較難掌握的是溫度的設置,一般來說,無鉛波峰焊的
波峰焊的安裝與連接方法及注意事項
mm,測試結束后將存儲器件的數據輸入PC專用測試軟件,對曲線數據進行分析處理,打印出PCB元件的溫度曲線。下面晉力達小編給大家講解一下波峰焊測試溫度曲線需要注意哪些
發表于 05-18 15:59
?2042次閱讀
pcba加工中的波峰焊操作需要注意哪些事項?
在pcba加工生產中,我們會經常碰到后焊物料較多的情況,這個時候就需要波峰焊來進行后焊料加工,那么波峰焊操作需要注意哪些事項?





 工商網監
工商網監
評論