片式多層陶瓷電容器(MLCC)是電子整機中主要的被動貼片元件之一。具有極好的性能、多種不同的品種、規格齊全、尺寸小、價格便宜等特點,并且有可能取代鋁電解電容器及鉭電解電容器,得到極其廣泛的應用。
MLCC的制造流程
MLCC的生產工藝
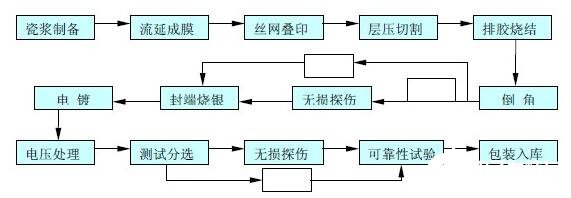
貼片電容MLCC制作工藝流程
1、原材料——陶瓷粉配料關鍵的部分(原材料決定MLCC的性能);
2、球磨——通過球磨機(大約經過2-3天時間球磨將瓷份配料顆粒直徑達到微米級);
3、配料——各種配料按照一定比例混合;
4、和漿——加添加劑將混合材料和成糊狀;
5、流沿——將糊狀漿體均勻涂在薄膜上(薄膜為特種材料,保證表面平整);
6、印刷電極——將電極材料以一定規則印刷到流沿后的糊狀漿體上(電極層的錯位在這個工藝上保證,不同MLCC的尺寸由該工藝保證);
7、疊層——將印刷好電極的流沿漿體塊依照容值的不同疊加起來,形成電容坯體版(具體尺寸的電容值是由不同的層數確定的);
8、層壓——使多層的坯體版能夠結合緊密;
9、切割——將坯體版切割成單體的坯體;
10、排膠——將粘合原材料的粘合劑用390攝氏度的高溫將其排除。
MLCC的核心技術
1、材料技術(陶瓷粉料的制備)
現在MLCC用陶瓷粉料主要分為三大類(Y5V、X7R和COG)。其中X7R材料是各國競爭最激烈的規格,也是市場需求、電子整機用量最大的品種之一,其制造原理是基于納米級的鈦酸鋇陶瓷料(BaTiO3)改性。日本廠家(如村田muRata)根據大容量(10μF以上)的需求,在D50為100納米的濕法BaTiO3基礎上添加稀土金屬氧化物改性,制造成高可靠性的X7R陶瓷粉料,最終制作出10μF-100μF小尺寸(如0402、0201等)MLCC。國內廠家則在D50為300-500納米的BaTiO3基礎上添加稀土金屬氧化物改性制作X7R陶瓷粉料,跟國外先進粉體技術還有一段差距。
2、疊層印刷技術(多層介質薄膜疊層印刷)
如何在0805、0603、0402等小尺寸基礎上制造更高電容值的MLCC一直是MLCC業界的重要課題之一,近幾年隨著材料、工藝和設備水平的不斷改進提高,日本公司已在2μm的薄膜介質上疊1000層工藝實踐,生產出單層介質厚度為1μm的100μFMLCC,它具有比國巨電容器更低的ESR值,工作溫度更寬(-55℃-125℃)。代表國內MLCC制作最高水平的風華高科公司能夠完成流延成3μm厚的薄膜介質,燒結成瓷后2μm厚介質的MLCC,與國外先進的疊層印刷技術還有一定差距。當然除了具備可以用于多層介質薄膜疊層印刷的粉料之外,設備的自動化程度、精度還有待提高。
3、共燒技術(陶瓷粉料和金屬電極共燒)
MLCC元件結構很簡單,由陶瓷介質、內電極金屬層和外電極三層金屬層構成。MLCC是由多層陶瓷介質印刷內電極漿料,疊合共燒而成。為此,不可避免地要解決不同收縮率的陶瓷介質和內電極金屬如何在高溫燒成后不會分層、開裂,即陶瓷粉料和金屬電極共燒問題。共燒技術就是解決這一難題的關鍵技術,掌握好的共燒技術可以生產出更薄介質(2μm以下)、更高層數(1000層以上)的MLCC。當前日本公司在MLCC燒結專用設備技術方面領先于其它各國,不僅有各式氮氣氛窯爐(鐘罩爐和隧道爐),而且在設備自動化、精度方面有明顯的優勢。