完善資料讓更多小伙伴認識你,還能領(lǐng)取20積分哦,立即完善>
標簽 > 電火花加
電火花加工是指在一定的介質(zhì)中,通過工具電極和工件電極之間的脈沖放電的電蝕作用,對工件進行加工的方法。
電火花加工是指在一定的介質(zhì)中,通過工具電極和工件電極之間的脈沖放電的電蝕作用,對工件進行加工的方法。電火花加工是20世紀40年代開始研究并逐步應用于生產(chǎn)的一種利用電、熱能進行加工的方法。
工作原理
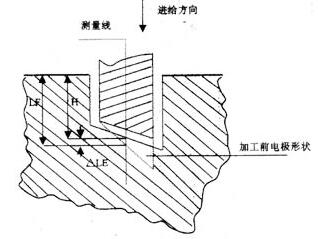
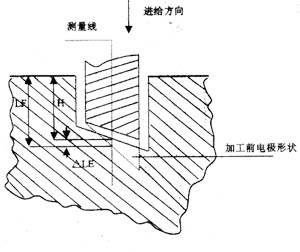
進行電火花加工時,工具電極和工件分別接脈沖電源的兩極,并浸入工作液中,或?qū)⒐ぷ饕撼淙敕烹婇g隙。通過間隙自動控制系統(tǒng)控制工具電極向工件進給,當兩電極間的間隙達到一定距離時,兩電極上施加的脈沖電壓將工作液擊穿,產(chǎn)生火花放電。在放電的微細通道中瞬時集中大量的熱能,溫度可高達一萬攝氏度以上,壓力也有急劇變化,從而使這一點工作表面局部微量的金屬材料立刻熔化、氣化,并爆炸式地飛濺到工作液中,迅速冷凝,形成固體的金屬微粒,被工作液帶走。這時在工件表面上便留下一個微小的凹坑痕跡,放電短暫停歇,兩電極間工作液恢復絕緣狀態(tài)。緊接著,下一個脈沖電壓又在兩電極相對接近的另一點處擊穿,產(chǎn)生火花放電,重復上述過程。這樣,雖然每個脈沖放電蝕除的金屬量極少,但因每秒有成千上萬次脈沖放電作用,就能蝕除較多的金屬,具有一定的生產(chǎn)率。 在保持工具電極與工件之間恒定放電間隙的條件下,一邊蝕除工件金屬,一邊使工具電極不斷地向工件進給,最后便加工出與工具電極形狀相對應的形狀來。因此,只要改變工具電極的形狀和工具電極與工件之間的相對運動方式,就能加工出各種復雜的型面。工具電極常用導電性良好、熔點較高、易加工的耐電蝕材料,如銅、石墨、銅鎢合金和鉬等。在加工過程中,工具電極也有損耗,但小于工件金屬的蝕除量,甚至接近于無損耗。工作液作為放電介質(zhì),在加工過程中還起著冷卻、排屑等作用。常用的工作液是粘度較低、閃點較高、性能穩(wěn)定的介質(zhì),如煤油、去離子水和乳化液等。
電火花加工是指在一定的介質(zhì)中,通過工具電極和工件電極之間的脈沖放電的電蝕作用,對工件進行加工的方法。電火花加工是20世紀40年代開始研究并逐步應用于生產(chǎn)的一種利用電、熱能進行加工的方法。
工作原理
進行電火花加工時,工具電極和工件分別接脈沖電源的兩極,并浸入工作液中,或?qū)⒐ぷ饕撼淙敕烹婇g隙。通過間隙自動控制系統(tǒng)控制工具電極向工件進給,當兩電極間的間隙達到一定距離時,兩電極上施加的脈沖電壓將工作液擊穿,產(chǎn)生火花放電。在放電的微細通道中瞬時集中大量的熱能,溫度可高達一萬攝氏度以上,壓力也有急劇變化,從而使這一點工作表面局部微量的金屬材料立刻熔化、氣化,并爆炸式地飛濺到工作液中,迅速冷凝,形成固體的金屬微粒,被工作液帶走。這時在工件表面上便留下一個微小的凹坑痕跡,放電短暫停歇,兩電極間工作液恢復絕緣狀態(tài)。緊接著,下一個脈沖電壓又在兩電極相對接近的另一點處擊穿,產(chǎn)生火花放電,重復上述過程。這樣,雖然每個脈沖放電蝕除的金屬量極少,但因每秒有成千上萬次脈沖放電作用,就能蝕除較多的金屬,具有一定的生產(chǎn)率。 在保持工具電極與工件之間恒定放電間隙的條件下,一邊蝕除工件金屬,一邊使工具電極不斷地向工件進給,最后便加工出與工具電極形狀相對應的形狀來。因此,只要改變工具電極的形狀和工具電極與工件之間的相對運動方式,就能加工出各種復雜的型面。工具電極常用導電性良好、熔點較高、易加工的耐電蝕材料,如銅、石墨、銅鎢合金和鉬等。在加工過程中,工具電極也有損耗,但小于工件金屬的蝕除量,甚至接近于無損耗。工作液作為放電介質(zhì),在加工過程中還起著冷卻、排屑等作用。常用的工作液是粘度較低、閃點較高、性能穩(wěn)定的介質(zhì),如煤油、去離子水和乳化液等。
要點
(1)必須使工具電極和工件被加工表面之間經(jīng)常保持一定的放電間隙,這一間隙隨加工條件而定。如果間隙過大,極間電壓不能擊穿極間介質(zhì),因而不會產(chǎn)生火花放電;如果間隙過小,很容易形成短路接觸,同樣也不會產(chǎn)生火花放電。一般放電間隙應控制在1~100μm范圍內(nèi),這與放電電流的脈沖大小有關(guān)。(2)必須采用脈沖電源。脈沖電源能使放電所產(chǎn)生的熱量來不及傳導擴散到其余部分,把每一次的放電點分別局限在很小的范圍內(nèi),否則會像持續(xù)電弧放電那樣,使表面燒傷而無法用做模具電極加工。(3)火花放電必須在絕緣的液體介質(zhì)中進行。液體介質(zhì)必須具有較高的絕緣強度,這樣有利于產(chǎn)生脈沖性的火花放電。同時,液體介質(zhì)還能把電火花加工過程中產(chǎn)生的金屬屑、炭黑等電蝕產(chǎn)物從放電間隙中懸浮排除出去,并且對電極和工件表面有較好的冷卻作用。通常采用煤油作為放電介質(zhì)。(4)放電點的功率密度足夠高。唯有這樣,放電時所產(chǎn)生的熱量才足以使工件電極表面的金屬瞬時熔化或氣化。[2]
特點
1)能加工任何導電材料。電火花加工中材料去除是靠放電時的電熱作用實現(xiàn)的,材料的可加工性主要取決于材料的導電性及熱學特性。2)適合加工低剛度工件及微細加工。由于可以將工具電極的形狀復制到工件上,因此特別適合復雜表面工件的加工。3)電火花加工的表面由無數(shù)小坑和硬凸邊組成,其硬度比機械加工表面硬度高,且有利于保護潤滑油,在相同表面粗糙度下其表面潤滑性和耐磨性也比機械加工表面好,特別適用于模具制造。4)然而,一般電火花加工的速度較慢。[3]
應用
(1)電火花穿孔穿孔加工是電火花加工中應用最廣的一種,常用于加工型孔(圓孔、方孔、多邊形孔、異形孔)、曲線孔、4qL、微孔等,例如冷沖模、拉絲模、擠壓模、噴嘴、噴絲頭上的各種型孔和小孔。穿孔的尺寸精度主要靠工具電極的尺寸和火花放電的間隙來保證,電極的截面輪廓尺寸要比預定加工的型孔尺寸均勻縮小一個加工間隙,其尺寸精度要比工件高一級,一般不低于IT7級,表面粗糙度值要比工件小,且直線度、平面度和平行度在100 mm長度上不大于0.01mm。(2)電火花型腔加工電火花型腔加工包括鍛模、壓鑄模、擠壓模、膠木模、塑料模等。型腔加工比較困難,主要因為是不通孔加工,金屬蝕除量大,工作液循環(huán)和電蝕產(chǎn)物排除條件差,工具電極損耗后無法靠進給補償;其次是加工面積變化大,并且由于型腔復雜,電極損耗不均勻,對加工精度影響很大,因此型腔加工生產(chǎn)率低,質(zhì)量難保證。為了提高型腔的加工精度,在電極方面,要使用耐蝕性高的純銅和石墨作電極。此外,一些小型塑料模具的表面磨砂處理也使用電火花加工。
電火花加工的加工速度
對于電火花成形機來說加工速度是指在單位時間內(nèi),工件被蝕除的體積或重量。一般用體積表示。若在時間 T內(nèi),工件被蝕除的體積為V,則加工速度Vw為:
Vw=V/t(mm 3 /min)
對于線切割機來說,加工速度是指在單位時間內(nèi),工件被切面積。即用 mm 2 /min來表示。
在規(guī)定表面粗糙度(如 Ra=2.5μm),相對電極損耗(如1%)時的最大加工速度,是衡量電加工機床工藝性能的重要指標。一般情況下,生產(chǎn)廠給出的是最大加工電流,在最佳加工狀態(tài)下所能達到的最高加工速度。因此,在實際加工時,由于被加工件尺寸與形狀的千變?nèi)f化,加工條件,排屑條件等與理想狀態(tài)相差甚遠,即使在粗加工時,加工速度也往往大大低于機床的最大加工速度指標。

用于電火花加工機床的直流直線電機DSP控制技術(shù)研究立即下載
類別:模擬數(shù)字論文 2016-05-05 標簽:DSP控制電火花加
類別:單片機論文網(wǎng) 2010-05-31 標簽:單片機控制電火花加
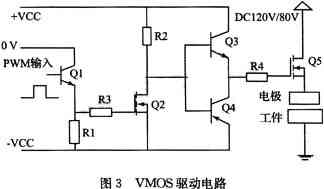
分立元件電路設計復雜,電路調(diào)試困難,基于單片機或者是32位的嵌入式CPU的脈沖電源性能有了...
 換一批
換一批
編輯推薦廠商產(chǎn)品技術(shù)軟件/工具OS/語言教程專題
| 電機控制 | DSP | 氮化鎵 | 功率放大器 | ChatGPT | 自動駕駛 | TI | 瑞薩電子 |
| BLDC | PLC | 碳化硅 | 二極管 | OpenAI | 元宇宙 | 安森美 | ADI |
| 無刷電機 | FOC | IGBT | 逆變器 | 文心一言 | 5G | 英飛凌 | 羅姆 |
| 直流電機 | PID | MOSFET | 傳感器 | 人工智能 | 物聯(lián)網(wǎng) | NXP | 賽靈思 |
| 步進電機 | SPWM | 充電樁 | IPM | 機器視覺 | 無人機 | 三菱電機 | ST |
| 伺服電機 | SVPWM | 光伏發(fā)電 | UPS | AR | 智能電網(wǎng) | 國民技術(shù) | Microchip |
| Arduino | BeagleBone | 樹莓派 | STM32 | MSP430 | EFM32 | ARM mbed | EDA |
| 示波器 | LPC | imx8 | PSoC | Altium Designer | Allegro | Mentor | Pads |
| OrCAD | Cadence | AutoCAD | 華秋DFM | Keil | MATLAB | MPLAB | Quartus |
| C++ | Java | Python | JavaScript | node.js | RISC-V | verilog | Tensorflow |
| Android | iOS | linux | RTOS | FreeRTOS | LiteOS | RT-THread | uCOS |
| DuerOS | Brillo | Windows11 | HarmonyOS |
關(guān)注我們的微信

下載發(fā)燒友APP

電子發(fā)燒友觀察

版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長沙市望城經(jīng)濟技術(shù)開發(fā)區(qū)航空路6號手機智能終端產(chǎn)業(yè)園2號廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號-1

