 電子發燒友App
電子發燒友App


一、引言
使用激光雕刻和切割,過程非常簡單,如同使用電腦和打印機在紙張上打印。您可以在Win98/Win2000/WinXP環境下利用多種圖形處理軟件,如CorelDraw等進行設計,掃描的圖形,矢量化的圖文及多種CAD文件都可輕松地“打印”到雕刻機中。唯一的不同之處是,打印將墨粉涂到紙張上,而激光雕刻是將激光射到木制品、亞克粒、塑料板、金屬板、石材等幾乎所有的材料之上。
體現激光材料加工的發展水平有三個方面的因素:第一是激光器技術,即應用于激光材料加工的激光器件技術;第二是激光設備加工的機械、控制系統等,即激光加工設備;第三是激光加工工藝水平。
目前,國內專門生產激光雕刻設備的廠家很多,他們競爭已由激光器技術轉向對激光設備和加工工藝的有效控制,能否有效解決如下問題:三維圖形多軸聯動、高速激光掃描和快速推進引起的振動、掃描幅面大小和掃描精度、激光的同步掃描和往復掃描錯位、復雜算法和規則圖形插補問題等,已經成為競爭的關鍵。
二、基于DSP和FPGA的設計
針對上述各種問題,結合多年運動控制的經驗,我們設計了基于資源豐富的FPGA和功能強大的DSP的運動控制卡——MPC03,在激光雕刻調試中,成功的解決了上述各種問題。
1、MPC03卡簡介
⑴ DSP從主機接收運動指令或運動指令塊,并把從主機讀取的大量圖形數據實時的寫入FPGA的RAM區,并向主機發送運行狀態:位置、I/O狀態等;
⑵ FPGA芯片根據接收的指令,完成多軸電機的運動控制(二維圖形為兩軸,三維圖形為三軸):位置、速度、插補、PID調節等;
⑶ 在運動過程中,FPGA同步讀取RAM區的圖形數據,根據不同的‘0’或‘1’狀態,實時地 決定是否開關光,而且并行處理與運動有關的外部I/O信號和通用I/O信號。
⑷ MPC03卡性能指標如下:
最高脈沖輸出頻率FH:15MHz
脈沖輸出頻率范圍F:0.002~15,000,000 Hz
最小分辨率Mmin :0.002
脈沖頻率設置步長R :1~8191
定位脈沖數范圍R0 :0~4,294,967,295
自動降速點設置范圍R6 :0~4,294,967,295
增減計數器設置范圍R10:0~4,294,967,295
2.MPC03卡設計和功能實現
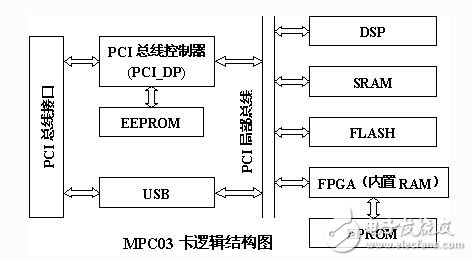
在MPC03卡中主要有DSP、FPGA兩個功能芯片,在DSP周圍擴展了多個FLASH和SRAM來存儲程序和數據,每兩個FLASH和SRAM可以共用一個片選信號CS,組成高低雙字32位數據總線進行讀寫,可以提高DSP與MEMORY的通信速度,同時為FPGA配置了一個EPROM來存儲下載的程序。本文提到的DSP和FPGA都是低能耗、低電壓操作,I/O信號電壓是3.3V,而內核電壓是1.8V,所以配置了能同時輸出3.3V和1.8V兩種電壓的電壓調整器。請參照MPC03卡邏輯結構圖。
FPGA資源充足,性價比高,能現場重復多次編程,可以針對不同的小批量客戶的具體要求,靈活地修改設計。USB接口可實現脫機工作,不必為每塊卡配置一臺PC機,工業現場使用方便,成本低,符合時代發展趨勢。
⑵ 解決問題的方案
由于本方案確定得當,在每一片FPGA芯片上可以實現四軸功能完全相同但彼此相互獨立的操作,能夠實現多軸聯動,對于平面圖形和三維圖形處理,可以采用兩軸和三軸聯動即可。
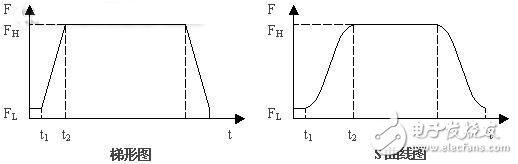
在高速往返運動和快速行推進過程中,如果不加技術處理,如梯形圖所示,在加速度很大的高速運動過程中,就會出現振動、沖擊,圖形就會出現不規則的錯位,嚴重時就會出現類似波紋狀的變形。經過現場反復的實驗,在同一設備上,可以大大的提高工作效率和圖形的加工質量。
為了存儲大量的掃描數據和達到同步掃描的目的,我們巧妙地利用了FPGA內置的2MBit塊RAM資源來存儲每行的圖象數據。在本設計中,我們開辟了9根地址線尋址的32Bit數據總線接口的RAM區,即16KBit。如果每個掃描象素為0.1mm,按最高的掃描精度,則理論上掃描幅面可以達到1.6m。掃描從低位地址向高位地址,從每行的低位向高位依次進行。因為DSP每次向FPGA的RAM區寫入一行圖形數據512×32Bit,所以在對這些16KBit數據處理期間,DSP不需再向FPGA寫數據。不僅大大提高了激光設備的工作效率,而且也保證了掃描的同步性,對于往復掃描出現的整體錯位,在軟件上進行反向補償也提供了可行性。
在同步掃描時,為了提高掃描精度,改善圖像質量,我們增加了8位激光控制寄存器LCR,通過設置LCR的大小(0~255),來達到提高掃描精度的目的,請看如下分析:
位圖像素控制激光開關存在的問題
舉例分析:假設位圖數據為1010,光斑直徑為Ф0.1mm,單像素脈沖數5,則步進脈沖和激光掃描如下:

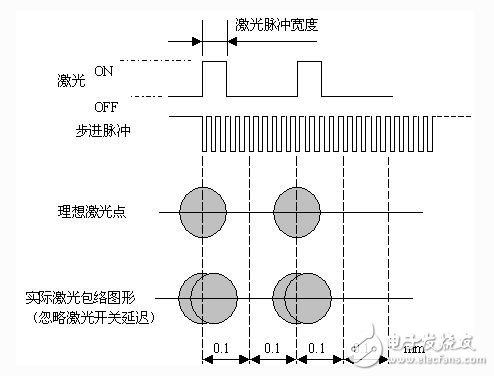
從上面圖形分析可以看出:如果完全根據位圖像素控制,激光脈沖寬度為單像素脈沖數決定的寬度;由于激光光斑直徑的存在,理論上在開激光點的位置會出現“過切”現象,即像素為‘1’的點會吃掉下一個像素為‘0’的點。
激光開、關延遲的影響:
(1)。如果激光開延遲、關延遲相等,實際雕刻的圖形將平移;
(2)。如果激光開延遲》關延遲(開光慢、關光快),“過切”會減小;
(3)。如果激光開延遲《關延遲(開光快、關光慢),“過切”會增大;
激光脈沖寬度的控制
為了減小或消除以上“過切”現象,在位圖像素為‘1’時,應發出一個盡可能短的激光脈沖。這個激光脈沖寬度由激光驅動電源和激光管的開、關特性決定。這樣激光脈沖寬度就可以調節,而不是單像素脈沖數的寬度。這樣,通過控制激光脈沖寬度,在像素為‘1’時發出一個激光點(而不是一個線段),就可以減小上述的‘過切’現象,提高激光雕刻質量。
3、系統的抗干擾措施
干擾是工業現場和實際應用中不可避免的現象,系統的抗干擾性能是系統可靠性的重要標志。在本設計中主要采用了以下抗干擾措施:
⑴ 數、模電路分開:在內部電路和外部機械輸入信號中間采用普通光耦或高速光耦進行隔離,將它們的電源和地線分開。
⑵ 配置數字濾波器:對于FPGA芯片的幾個信號,復位、報警、回零等,能引起系統復位或停止,為了增加系統可靠性,要加數字濾波器,在此可以用軟件實現,用VHDL語言使這幾個信號經過幾級D觸發器(級數視情況而定),再對各級信號進行邏輯與或邏輯或。
三、結束語
隨著光電子技術和大規模集成電路的不斷發展,激光雕刻必將獲得更為廣泛的應用,進而推動DSP和FPGA在相關領域的應用和發展。在可以預見的將來,DSP技術和FPGA必將在航天、通信、激光雕刻等諸多領域中獲得更為廣泛的應用,進而推動著這些技術的進一步發展。











 工商網監
工商網監
評論