 電子發燒友App
電子發燒友App


概述
云南銅業集團公司大紅山銅礦二期工程設計選用無軌設備開采,四個采區用分段空場法的基建盤區已進入深孔的設計和施工,其深孔主要采用瑞典阿斯特拉公司Samba H1354鑿巖臺車。由于是在井下施工,作業環境相對較差,從江蘇梅山鐵礦和靜鐵山鐵礦進口同類型設備的使用效果來看,Samba H1354鑿巖臺車配套的定向定位控制系統價格昂貴,但不能適應井下的作業環境,實際使用的時間短,維護費用高,甚至連廠家的銷售代表也建議不必配置該系統。因此,大紅山銅礦二期工程設計選用的Samba H1354鑿巖臺車未定購定向定位控制系統。
但當穿爆隊在井下進行Samba H1354鑿巖臺車實際操作和一次成井深孔施工時,由于設備采用人工定向,因而定向儀器的系統誤差、人為誤差均較大,致使深孔偏差率達5.2% ~10.5%(3~6。),難以滿足一次成井和下一步盤區深孔施工的精度要求,同時其定位、定向時間太長(一般為10~15 min/孔),使得Samba H1354鑿巖臺車的鑿巖效率不能充分發揮。
為此,我們決定自行研制Samba H1354鑿巖臺車定向定位系統,提高定向儀器的精度,降低儀器的系統誤差和人為誤差,從而確保深孔的質量,加快設備的定向定位系統的操作速度,最大限度地發揮該設備的優越性能。
Samba H1354鑿巖臺車定向定位系統的研制首先應確保鑿巖臺車施工的深孔符合設計的精度要求,能為今后的盤區落礦和一次成井實驗提供更為可靠的保證;其次,應大幅度節省鑿巖過程總的定位、定向時間,提高設備的使用效率;最后,要降低操作人員的勞動強度,節約保養維修費用,減少維修時間,降低單位固定成本和活勞動成本。
因此,該項目的成功實施將隨著鑿巖臺車的大量使用而帶來較大的經濟效益。
??????? 在進口Samba H1354鑿巖臺車上加裝的定向定位自動控制系統由旋轉編碼器、PIE和工業圖形顯示器構成,可以完成鑿巖臺車鑿巖角度的設定并自動定向定位,大大提高了鑿巖臺車的工作效率。
根據前一階段對鑿巖臺車掌握的具體數據,確定了提高定向儀器精度、減少定向儀器的系統誤差和人為誤差,縮短定向定位操作時間,提高鑿巖臺車工作效率的研制目標。具體控制要求為:定向系統精度0.6°,定向速度控制不大于1 min/孔;定向自動化率100%。
1 定向控制系統的構成
根據我們確定的研制目標,結合深孔鑿巖臺車的動作方式、控制原理及井下高頻振動、高溫高濕的作業環境,我們進行了深入細致的討論分析,最后確定了性能優良、價格合理、適合鑿巖臺車工作環境的下列設備作為本系統的主要監測元件和控制器:日本光洋公司的旋轉編碼器,日本歐姆龍公司的CdM1系列PLC,日本Digital公司的工業圖形顯示器。
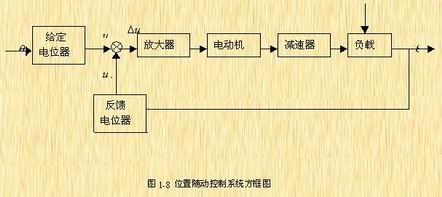
鑿巖臺車定向定位系統主要由旋轉編碼器、PLC和工業圖形顯示器構成(見圖1)。抬臂位置和轉盤位置由旋轉編碼器檢測,旋轉編碼器的角度信號進入PLC后,由PLC進行處理和運算,并通過通信口將處理后的角度信號送到工業圖形顯示器上顯示,與此同時,通過工業圖形顯示器接受操作工的定位角度輸入指令,根據定位角度輸入指令,由PLC自動控制鑿巖臺車相應的電磁閥,操作鑿巖臂運行到指定角度。

?
1.1 軸定位檢測系統
Samba H1354鑿巖臺車鑿巖定位需使軸(鑿巖臂抬起放下軸、左右轉動軸)在三維方向轉動配合實現。盡管兩軸在不同的空問運動,但它們都有各自的軸心,并繞軸心運轉。對于軸定位檢測系統,目前自控行業采用最多的檢測元件就是旋轉編碼器,它在機器人上得到廣泛運用,具有易安裝、精確、可靠性高等特點。對于我們這樣一個系統,采用精心安裝的旋轉編碼器,完全可以勝任這樣的檢測任務。因此,在本系統中,兩個軸的角度檢測均采用旋轉編碼器來完成。
對于鑿巖臂抬起放下軸,安裝絕對值旋轉編碼器,使旋轉編碼器能精確檢測旋轉體的角位移,旋轉編碼器與被檢測旋轉體安裝在相同的軸心線上,在旋轉體上加裝隨旋轉體轉動的附件,此附件直接與旋轉編碼器軸相連,當被檢測旋轉體旋轉時,附件帶動旋轉編碼器旋轉,就可將旋轉體角位移同步變成旋轉編碼器的角位移,旋轉編碼器角
位移數字量上傳至PLC控制系統。
對于大臂左右轉動軸,安裝增量型旋轉編碼器,編碼器軸由大圓盤周邊傳動。編碼器會將旋轉方向及圓盤轉動線位移量輸入PLC,通過PLC運算可以同樣得到軸的角位移量。此方式可大大提高檢測的精確度并便于安裝。
1.2 PI 控制系統
PLC控制系統將旋轉編碼器送來的數字信號進行轉換處理和計算后,再將角度信號送至工業圖形顯示器顯示。
有兩種定位方式供選擇,即手動和自動方式。手動方式是操作工通過工業圖形顯示器顯示的角度,進行角度定位操作;自動方式是操作工通過工業圖形顯示器進行角度設定。設定完成后由PLC自動起動液壓操作系統,進行軸定位操作,至設定角后,自動停車。
為實現以上功能,所選CJM1系列PIE配置了CPU模塊、輸入模塊、輸出模塊。CPU對旋轉編碼器信號進行處理、計算、控制;輸入模塊接收旋轉編碼器信號;輸出模塊通過中間繼電器啟動、停止液壓操作系統的液壓閥。
1.3 工業圖形顯示器操作系統
工業圖形顯示器(即人機接口)是為方便操作工操作而設置的,通過與PLC系統通信,顯示器以模擬圖及數字方式顯示兩個軸的實際運行角度;在自動方式下,通過工業圖形顯示器所附觸摸屏可設定角度并控制臺車自動定位。
工業圖形顯示器選用日本Digital公司的GP370系列6英寸(1英寸=2.54 cm)彩色圖形顯示器。這種工業圖形顯示器采用明亮、清晰的彩色顯示而板,1MB的畫面數據存儲器,可以自由地設計畫而,擴展了圖形數據的使用能力。高性能的RISC100MHz CPU,加速了畫面數據采集和畫面切換。IP65f和NEMA4x/12的防護等級,可以使顯示器在潮濕或多塵的現場條件下長期工作。觸摸屏操作將復雜的控制操作變成簡單的畫面觸摸,沒有經驗的操作工經過簡單培訓就可以使用。
圖2是安裝在臺車遠程控制臺上的圖形顯示器。圖形顯示器的下方是隨鑿巖臺車帶來的遠程控制臺,通過工業圖形顯示器的觸摸屏可實現臺車自動定向定位操作;而通過遠程控制臺可實現臺車手動定向定位操作。

?
1.4 定位顯示系統
定位顯示是為了操作人員方便快捷地確定排位、機高及對中而設立的,主要采用3支紅外線光筆完成。其中兩支紅外線光筆安裝在臺車鑿巖機的兩側,發光端向外;另一支光筆安裝在其上部,發光端向上,安裝時需要確保兩側的兩條光線在同一水平面上,全部3條光線在同一鉛垂面上,即包含3條光線的鉛垂面應與臺車轉動臂的轉動平面平行。然后標定兩平面的距離和包含兩條光線的水平面與臺車大轉盤軸心線所在水平面間的距離。以此作為今后臺車現場施工排位線和機高線標注的依據。操作工根據兩側光筆發出的光線來確定施工排面的排位和機高,利用上部安裝的光筆確定臺車鑿巖機的位置是否居中,由此提高臺車的定位速度。
2 應用
本項目的實施為今后對不具有自動定位能力的臺車進行改造積累了經驗,為將來進一步提高全公司的勞動生產效率提供了可能。











 工商網監
工商網監
評論