 電子發燒友App
電子發燒友App


摘要:
根據簡易線半自動磚機的工藝流程及控制要求,結合現場控制工藝需求,分析了硬件配置以及軟件控制流程,設計了一套基于S7-200 SMART的控制系統。經過實際運行中的測試,該控制系統工作穩定,生產效率高,滿足控制工藝需求。
1、項目簡介
QT10磚機在生產磚的過程中,有別于傳統燒窯制磚的工藝,通過震動加壓成型的,不需要燒制工程。主要用粉煤灰、河沙、海沙、山沙、礦粉、爐渣、石粉、煤渣、煤矸石、尾礦渣、化工渣等為主要原材料添加一定比例的水泥或白灰等膠結材料進行磚的壓制成型。根據模具不同可壓制外形為標準磚、多孔磚、盲孔磚、空心磚、路面磚及特殊需求的磚類;根據后期養護工藝可分為自然養護的免燒磚和蒸壓養護的蒸養磚(蒸壓磚)等。是符合國家產業政策及國家新型墻墻體材料改革倡導的環保型墻體材料加工設備。
該設備主要由成型機機架、壓頭、料車、送板機構、震動臺、模框、接辦機構、液壓控制系統、電控柜等組成,設備外觀如圖所示。 ?
設備技術參數
1、總功率31KW ; ?
2、成型周期:15-18秒;
3、產量:75000-85000塊/8小時;
4、工作壓力:約0.7Mpa;
5、激震力:100KN;
6、重量:約10.6T;
7、主機尺寸:6100×3500×2950mm。
2、工藝流程介紹
工作原理:制磚材料經過輔助設備配料站、攪拌機輸送到磚機料車的儲料斗中,再由送料小車裝置經過強制破拱及二次攪料,將均勻地布在模具中。經過壓頭與震動臺的加壓震動成型。最后脫膜由送板、接磚機構將成型砌塊送出。
具體的工藝流程如下所示:
說明:
自動過程中若按下急停按鈕,將立刻停機,并退出自動狀態;按下停止按鈕,結束當前循環后,退出自動狀態;裝板機構如檢測到無板,將等待,直至檢測到有板,再繼續自動循環。
開始自動條件:模框下降到位,壓頭上升到位,送板退到位,料車退到位,裝板機構檢測有板。
3、方案確定
隨著一些公司的發展壯大,它們的許多產品開始銷往海外,為了進一步的開闊市場,要求設備使用的電器元件是知名度較高的品牌,而西門子是全球最大的電子和電氣公司之一,在工業,能源,醫療和城市基礎設施領域世界領先。
設備原使用顯示器文本,改為觸摸屏SMART 700IE后,不僅操作更為方便,直觀,實現些原文本所無法實現得功能,而且使設備整體上一個檔次,設計顯得更為智能、人性化。同時Smart PLC ?MicroSD卡的使用也解決了售后設備程序更新的不便。
綜合各方面的考慮將原先用信捷 PLC+信捷文本顯示器的控制系統,替換為西門子S7-200 SMART PLC ST60+SMART 700IE的控制系統。
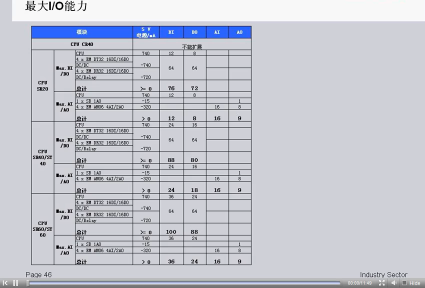
4、產品硬件配置

5、軟件開發
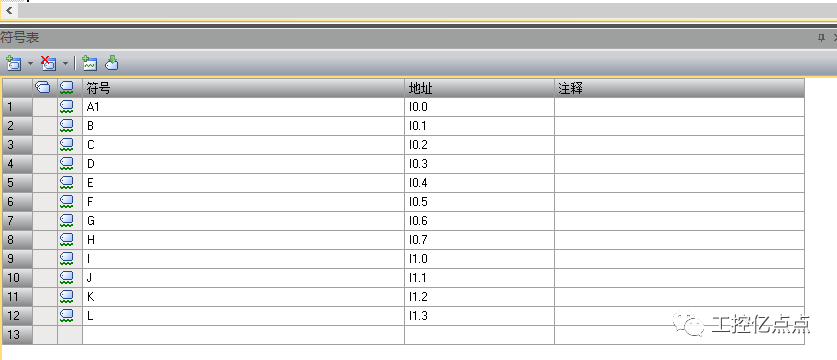
信號分配表部分如下表1所示。?
? ??? ?
表1
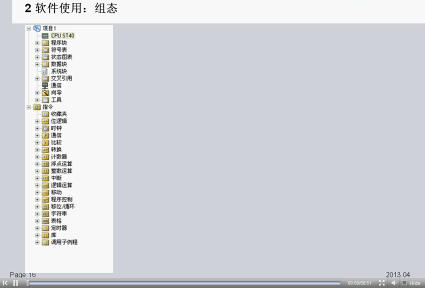
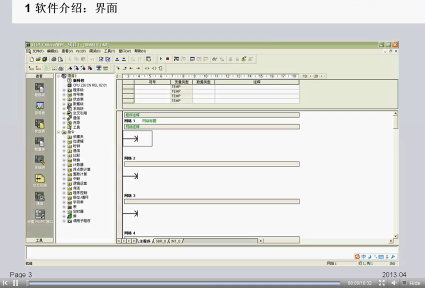
PLC部分程序如下圖所示:
程序設計上采用結構化編程,分為初始化、手動部分、自動部分、流量壓力控制、數據處理、輸出等幾部分組成,初始化部分完成部分參數的開機復位;手動、自動部分分別處理磚機手動及自動狀態下邏輯控制;流量壓力控制部分完成液壓站控制;故障報警部分采集磚機的報警信息;輸出部分直接控制PLC的輸出。
說明:采用結構化編程,上為主程序Main
下面為觸摸屏的部分操作界面:
HMI畫面分為主畫面、參數設定、狀態監控、報警畫面等組成,有開機畫面、通過參數設定畫面可以設定設備的一些重要參數;報警記錄畫面顯示設備報警信息。部分畫面如下所示:
6、應用體會
SIMATIC S7-200 SMART的編程軟件STEP 7-MicroWIN SMART的設計上比以往更為美觀、人性化,有利于提高編程人員的工作效率;以太網接口的使用,使用戶只需一條普通的以太網線便可以下載,而無需購買些專用的下載線,且下載速度快,又穩定。同時該款PLC使用的是普通MicroSD卡,而不是專用的微存儲卡,這些相對而言降低了使用者門檻,更有利于產品的推廣;smart700IE這款觸摸屏經濟適用,即控制了成本也保證了品牌,被廣大客戶所接受。當然也存在些不足的地方如: smart200 plc 本體最多控制三根軸,也沒有相應的定位模塊,而很多客戶的產品超過了3根軸;雖然該款PLC有4個高速計數器,但因部分高速計數器共用輸入點,雙相計數時,影響到其他計數器的使用,顯得通道過少;SMART 700IE觸摸屏的開機時間太久、靈敏度不高,不少客戶反應;SIMATIC WinCC flexible 2008編程軟件過大,給軟件獲取、安裝都帶來不便。這些都不利于產品的推廣,望能有所改善。












 工商網監
工商網監
評論