 電子發(fā)燒友App
電子發(fā)燒友App


機械密封端面槽形的可視化設計
提 要:端面開槽的機械密封其槽形多樣,選擇正確的槽形可獲得最佳使用性能。根據(jù)槽形的特點,本文基于Visual Basic.NET 的圖形圖像技術和AutoCAD 二次開發(fā)技術,編制了槽形的可視化設計軟件,該軟件可快速精確繪制槽形圖并輸出設計結果,其交互性好、效率高。
關 鍵 詞:機械密封;槽形;可視化設計
0 引 言
機械密封技術發(fā)展迅速其中端面開槽的表面改型技術日趨成熟,出現(xiàn)了很多新結構和新產(chǎn)品。1968年約翰克蘭公司伽德納研制并試驗出圓弧面螺旋槽非接觸式機械密封;1979年伽布爾研制了平面惠普爾螺旋槽氣體密封;1988~1990年顧永泉、王建榮等研制和試驗了泵入式圓弧槽氣體機械密封;1990年日本橫山英二研制了帶中間環(huán)雙向螺旋槽端面密封;1995 年美國杜拉密泰列克公司生產(chǎn)了泵用斜角槽氣體端面密封[1]。上述機械密封端面均開有不同形式的槽,在高參數(shù)條件下,能夠改善端面潤滑狀況,減少端面磨損,以及延長使用壽命。
端面槽形多種多樣,適用于不同的工況條件。如周向臺階、周向斜面、周向槽、直線槽、三角槽、半圓形槽、矩形槽、弧形槽、葉形槽、螺旋槽等。其中深槽一般用于液體密封,淺槽一般用于氣體密封。而且,端面槽形的參數(shù)如槽深、槽數(shù)會影響密封性能。因此需要按照使用要求進行合理設計。本文旨在研究機械密封端面槽形的特點,運用計算機技術選擇槽形、確定各項參數(shù)、繪制圖形,并將圖形輸出到打印機或數(shù)控加工設備上。
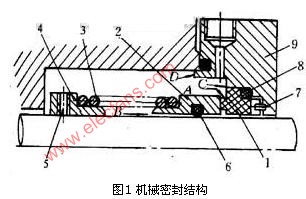
1 機械密封端面槽形的特點
1.1 幾何特點
深槽機械密封在結構上類似于普通機械密封,不同之處在于密封端面開有溝槽,常見結構有圓弧槽、環(huán)形槽、矩形槽等,槽深1-2mm,利用流體靜壓效應和熱流體動壓效應平衡閉合力。淺槽機械密封端面槽深僅為幾個微米,但是密封面寬度大,主要依靠流體動壓效應在兩端面間建立流體動壓力來平衡閉合力,實現(xiàn)密封端面的非接觸,常見的型式有螺旋槽、直線槽、梯形槽等[2]。
機械密封端面密封環(huán)有動環(huán)、靜環(huán)之分。作為高速轉子,要保證動環(huán)在高速旋轉時的穩(wěn)定性,即保證液膜的穩(wěn)定性,要求動環(huán)整體中心對稱,若槽開在動環(huán)上,還要保證動環(huán)的材料密度均勻。因此,密封槽的最顯著特點是槽形關于旋轉軸中心對稱。多個槽均勻分布在端面上,槽的輪廓線包括為直線、圓弧線、螺旋線或它們的組合。深槽的槽數(shù)對密封性能的影響不大,一般取8~12;而淺槽的槽數(shù)通常在20~30之間,超出這個范圍其承載力會有所下降[3]。
1.2 加工方法
端面槽的加工精度要求較高。槽的幾何參數(shù)對密封性能影響很大,如槽深、槽數(shù)、槽徑比、入口角及槽面粗糙度等,都直接關系到開啟力、泄漏量、剛漏比、端面溫升摩擦系數(shù)等密封裝置的主要性能參數(shù),從而影響其使用性能和壽命。微米級的淺槽槽深對密封裝置的泄漏特性有顯著影響,槽深僅差幾個微米時,泄漏量就可能相差幾個數(shù)量級,因而必須精確設計和加工動壓槽。目前端面槽常用的加工方法有:光刻法(化學腐蝕)、電火花加工(電蝕刻)、電鍍法、噴砂法、激光加工法、機加工法等[4]。加工前需精確設計繪制槽形圖案,常用的繪圖軟件效率較低,在設計螺旋線等復雜函數(shù)曲線時,尤顯繁瑣且精度不高。
1.3 對性能的影響
機械密封的結構、材料、輔助系統(tǒng)關系到其使用壽命。槽形對機械密封性能的影響尤其顯著。淺槽槽形較多,常用于氣體密封。螺旋槽用于液體密封時,其液膜雖然較薄,但產(chǎn)生的液膜承載能力與液膜剛度大于斜線槽與人字槽[5][6]。直線槽是雙旋向槽,動壓開啟力隨液膜厚度減小而增大,液膜剛度較大[7]。深槽槽形對機械密封性能影響較大,矩形槽的流體膜周向波度非常明顯,徑向錐度較大,流體膜的幾何和力學行為沿周向變化較為規(guī)律[3]。圓弧槽的流體膜膜厚在徑向和周向變化都較小,流體動壓效應較弱[8]。除液膜承載力、液膜剛度外、表征性能的參數(shù)還有pV 值、摩擦系數(shù)、磨損量、端面溫升、泄漏率、摩擦功率、摩擦熱與循環(huán)(沖洗)量等。因此設計時需要綜合考慮槽形對各參數(shù)的影響,以獲得最佳的使用性能。例如,要獲得較大的液膜剛度,應選擇螺旋槽或直線槽。
2 Visual Basic.NET 的圖形圖像技術
Visual Basic.NET 是微軟公司系列可視化開發(fā)工具Visual Studio.NET 中的產(chǎn)品,是創(chuàng)建Windows 應用程序最簡便最快捷的開發(fā)工具之一[9]。運用其圖形圖像技術可以繪制直線圖形、曲線圖形、歸遞圖形和隨機圖形、工程曲線、工程曲面以及二維、三維圖形的幾何變換,能滿足槽形設計的要求。
運用Visual Basic.NET 的圖形圖像技術,可以快速繪制端面槽形的二維或三維圖形,操作簡便、結果可靠。應用程序界面與Windows 類似,與用戶的交互性強。確定槽形后,用戶只需輸入基本參數(shù),即可得到槽形圖。圖形輸出模塊運用了AutoCAD 二次開發(fā)技術,使得數(shù)字化的設計結果可以直接被AutoCAD 軟件識別或被中間軟件處理后傳輸?shù)?a target="_blank">數(shù)控加工設備。可視化設計過程如圖1 所示。
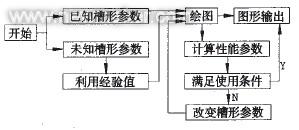
圖1 應用程序框圖
3 示 例
螺旋槽的應用場合較,多具有一定的代表性。現(xiàn)以螺旋槽氣體密封端面為例,說明應用程序繪制槽形的過程。
3.1 螺旋槽幾何特征
螺旋槽氣體密封的密封槽由動環(huán)和靜環(huán)組成,密封端面上加工有流槽、密封堰和密封壩、如圖2 所示。螺旋槽的型線有對數(shù)螺旋線和阿基米德螺旋線,前者為內(nèi)外圓等槽角螺旋線;后者為變槽角螺旋線。氣體密封的螺旋槽型線常采用對數(shù)螺旋線,其表達式為:r=Rgeθtanα 式中Rg為槽底半徑,單位為mm;α為槽角,通常為15°~20°;θ為轉角。
圖2 螺旋槽氣體密封面示意圖
3.2 算法與畫法
設計時需知密封面內(nèi)圓半徑R1、外圓半徑R2、槽底半徑Rg、槽角α、槽數(shù)n及槽寬S。Visual Basic.NET 中沒有對數(shù)螺旋線函數(shù),因此在繪制螺旋線時需用有限個短直線段首尾相接來近似螺旋線。由r=Rgeθtanα可知當r等于R2時螺旋線與外圓相交,此時可求得θ;相鄰兩槽的相位差為2e/n,組成一個槽的兩螺旋線相位差為S/Rg。繪制螺旋線時首先將螺旋線對應的轉角θ分成若干等分,若以密封面外圓圓心為坐標原點,那么螺旋線上任一轉角為θ1的點的平面坐標為X=rcos(θ1+δ),Y=rsin(θ1+δ),其中δ為該螺旋線起點的相位角。點的坐標已知,按轉角漸增的方向畫出點與點的連線,線段首尾相接即組成近似的螺旋線,等分越多,弧線越光滑繪圖耗時越長。由于氣體密封槽深度是微米級的,與厘米級的槽寬相距甚遠,限于計算機的分辨率,無法清晰顯示槽的三維圖形,因此設計時不必要畫出槽的三維圖形只要注明加工深度即可。此外,還可為螺旋槽著色,以增強對比度。且可根據(jù)加工要求選擇是否在圖上繪出坐標線和圓心,螺旋槽不但旋向有區(qū)別,還有內(nèi)槽、外槽之分,設計時需作選擇。槽形確定后即可繪圖,若需要計算密封性能,則轉到求解性能參數(shù)模塊。
圖形的輸出形式為打印和轉化為AutoCAD 的DXF 文件。圖3 界面中的圖形尺寸按照一定比例進行了縮放,打印機打印的圖像尺寸則是實體尺寸,加工時可直接參照打印圖形。
圖3 可視化設計界面
AutoCAD 在工業(yè)零件設計中應用較為廣泛,具有圖形交換文件DXF 接口[10]。DXF 文件是AutoCAD 標準圖形交換文件,是對圖形的完整描述,由AutoCAD 繪制的零件圖可直接生成圖形信息DXF 文件格式。數(shù)控機床圖形自動編程系統(tǒng)[11]可針對由AutoCAD 生成的DXF 文件進行信息的讀取和處理。本程序能直接將槽形圖轉化為DXF 文件,再利用數(shù)控機床圖形自動編程系統(tǒng)就能將槽形參數(shù)快速傳送給數(shù)控機床。
槽形的加工方法很多,但要用機加工方法精確加工微米級的淺槽十分困難,因而通常采用激光加工法和光刻法。如采用光刻法時,則無需將槽形參數(shù)轉化為DXF,而直接將繪制的槽形圖打印在透明的膠片上,膠片上凹槽部分呈現(xiàn)深色,透光性差;堰區(qū)、壩區(qū)部分仍為透明,透光性好。將膠片定位后,利用光刻法原理即可進行精確加工。
其它的槽形如直線槽、矩形槽、半圓形槽的線型簡單、參數(shù)少、設計過程相對簡單,其方法與螺旋槽設計類似。有些槽形如人字槽、內(nèi)外雙槽的參數(shù)較多,設計復雜,采用可視化設計后更可以明顯提高效率。
4 結 論
(1) 機械密封槽形的多樣化使機械密封的應用領域日益廣泛,高參數(shù)機械密封不斷涌現(xiàn)的同時亦使密封裝置的設計日趨復雜化;
(2) 使用本文提出的可視化設計方法可以快速、精確地繪制槽形圖,設計結果準確可靠,大大提高了設計效率;
(3) 本軟件系統(tǒng)界面友好、操作簡便,具有可移植、功能易擴展等優(yōu)點。
參 考 文 獻
1 顧永泉,機械密封實用技術[M] 北京機械工業(yè)出版社2001.7
2 宋鵬云,端面開槽機械密封技術研究進展[J] 化工機械1999 2 110 115
3 趙惠清,深槽淺槽機械密封的對比分析[J] 北京化工大學學報1999 2 37 39
4 張 珊,機械密封環(huán)端面流體動壓槽的加工方法[J] 流體機械2000 3 38 41
5 Ralph P.Gabriel. Fundamental of Spiral Groove Non-contacting Face Seal. Lubrication Engineering 1978 7 367 375
6 Josef Sedy. A New Self-Aligning Mechanism for the Spiral-Groove Seal Stability[J]. Lubrication Engineering 1979 10 592 598
7 P.Basu. Analysis of a Radial Groove Gas Face seal[J]. Tribology Transaction 1992(1) 11 20
8 Tom Lai. Development of Non-contacting, Non-leaking Spiral Groove Liquid Face Seal[J]. Lubrication Engineering 1993 8 625 631
9 李友蘭,Visual Basic.NET 圖形圖像編程與實例詳解[M] 北京電子工業(yè)出版社2002.8
10 李增民,AutoCAD R14 中文版功能詳解[M] 北京科學出版社1999
11 王 陽,數(shù)控機床圖形自動編程系統(tǒng)[J] 機床與液壓2000 3 57 58













 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論