") 氣焊焊接工藝參數(shù)
氣焊焊接工藝參數(shù)
氣焊焊接工藝參數(shù)
氣焊的工藝參數(shù)主要有接頭形式和坡口形式、火焰種類、火焰能率、焊接方向、韓最傾角和焊絲直徑等。
1、接頭形式的坡口形式
氣焊常用的接頭形式主要為對(duì)接、角接和卷邊接頭。由于氣焊之適用于焊接較薄的工件,因此其坡口形式多為I形和V形。
2、火焰種類
氣焊時(shí),應(yīng)更根據(jù)不同的鋼種,采用不同種類的火焰。按氧氣與乙炔的混合比例不同,氣焊火焰可分為碳化焰、中性焰和氧氣焰三種。
3、火焰能率
氣焊的火焰能率主要取決于焊炬型號(hào)及焊嘴號(hào)的大小。生產(chǎn)中應(yīng)更具焊件的厚度來選擇焊炬型號(hào)及焊嘴號(hào),當(dāng)兩者選定后,還可根據(jù)接頭形式,焊接位置等具體工藝條件,在一定的范圍內(nèi)調(diào)節(jié)火焰的大小,即火焰能率。
焊件的導(dǎo)熱性越強(qiáng),氣焊時(shí)所需的火焰能率就越大。如在相同的工藝條件下,其含鋁和紫銅的火焰能率比低碳鋼大。
4、焊接方向
氣焊時(shí),通常所指的焊接方向主要有兩種:一種是自左向右施焊,稱右焊法;另一種是自右向左施焊,成左焊法。在通常情況下,左焊法適用于焊接較薄的工件;右焊法適用于焊接較厚的工件。
5、焊嘴傾角
氣焊時(shí),一般要將焊嘴向焊件表面傾斜一定的角度()。因此,通常將焊嘴與焊件平面間小于90o稱為焊嘴傾角。焊嘴傾角大,火焰的熱量損失少,溫度高,工件加熱快。焊嘴傾角的大小應(yīng)更具焊件厚度、火焰大小、焊件的材質(zhì)及工藝要求等確定。
6、焊絲直徑
焊絲直徑主要根據(jù)焊件的厚度來選擇。焊件較厚時(shí),焊絲直徑要相對(duì)粗一些。如焊件厚度為1-2mm時(shí),焊絲直徑為1-2mm,當(dāng)焊件厚度為3-5mm時(shí),焊絲直徑以選2-3mm為宜。
-
焊接
+關(guān)注
關(guān)注
38文章
3114瀏覽量
59701 -
氣焊
+關(guān)注
關(guān)注
0文章
10瀏覽量
2629
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
智能化多通道焊接控制器:實(shí)現(xiàn)高效精準(zhǔn)的焊接工藝控制技術(shù)解析
精密電焊恒流電源技術(shù)在現(xiàn)代焊接工藝中的關(guān)鍵應(yīng)用與發(fā)展探究
焊接機(jī)器人焊接工藝了解嗎?管道焊接機(jī)器人可視焊縫追蹤系統(tǒng)介紹
多頻點(diǎn)焊技術(shù)的革新:探究先進(jìn)控制電源在現(xiàn)代焊接工藝中的應(yīng)用與影響

多點(diǎn)焊接技術(shù)的革新:探究新型電源在焊接工藝中的關(guān)鍵應(yīng)用
手持式電阻焊電源在現(xiàn)代焊接工藝中的應(yīng)用與優(yōu)勢(shì)探析
探究自動(dòng)化焊接工藝中的核心設(shè)備:逆變電源技術(shù)在現(xiàn)代焊接領(lǐng)域的應(yīng)用與發(fā)展
如何進(jìn)行BGA封裝的焊接工藝
薄板拼焊激光焊接工藝
錫膏回流焊接工藝要求

焊接工藝對(duì)機(jī)器人的要求有哪些
光纖激光焊接機(jī):現(xiàn)代焊接工藝的變革引領(lǐng)者

元器件布局與焊接工藝的關(guān)鍵要素
波峰焊接工藝制程的問題及解決方法分析
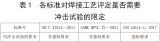
常用承壓設(shè)備焊接工藝評(píng)定規(guī)范沖擊試驗(yàn)免除條件介紹





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論