

M圈定義
對(duì)比圖紙1和圖紙2發(fā)現(xiàn):圖紙2公差框內(nèi)位置度比圖紙1公差框內(nèi)位置度多一個(gè)。這個(gè)是什么?它有什么作用?公差分析中如何模擬它?是最大實(shí)體要求的標(biāo)注代號(hào),換句話說就是最大實(shí)體要求。
最大實(shí)體要求是控制被測要素的實(shí)際輪廓處于最大實(shí)體實(shí)效邊界內(nèi)的一種公差要求。當(dāng)實(shí)際尺寸偏離最大實(shí)體尺寸時(shí),允許其幾何誤差超出其給出的公差值,超出的部分稱為補(bǔ)償公差。我們先了解下最大實(shí)體實(shí)效邊界。
最大實(shí)體實(shí)效邊界
要理解最大實(shí)體實(shí)效邊界,需要先了解一下什么是最大實(shí)體狀態(tài)。
最大實(shí)體狀態(tài)指實(shí)際要素在給定長度上處處位于尺寸極限內(nèi)并具有實(shí)體最大的狀態(tài)。即在規(guī)定的限定尺寸內(nèi)包含最大量的材料的特性——材料最多。
最大實(shí)體尺寸是指實(shí)際要素在最大實(shí)體狀態(tài)時(shí)的尺寸。對(duì)孔、槽等內(nèi)表面最大實(shí)體尺寸為下極限尺寸;對(duì)軸等外表面最大實(shí)體尺寸為上極限尺寸。
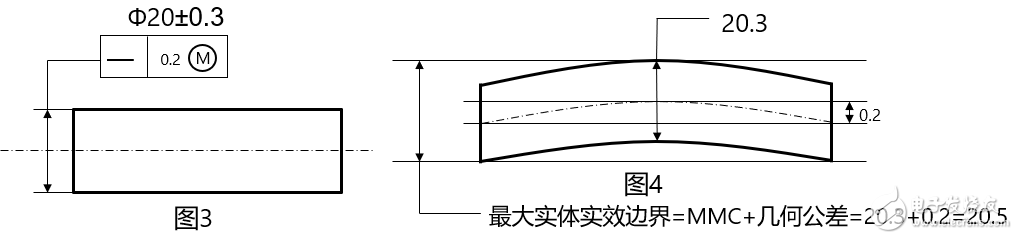
最大實(shí)體實(shí)效邊界是由被測要素的最大實(shí)體狀態(tài)尺寸及該狀態(tài)下被測要素形位公差綜合確定的一個(gè)邊界,如圖3,圖4所示,此軸最大實(shí)體尺寸為20.3,最大實(shí)體失效邊界是20.5。被測要素的實(shí)際邊界(即被測要素的實(shí)際尺寸和實(shí)際形位公差綜合確定的邊界)只要在最大實(shí)體實(shí)效邊界內(nèi),被測要素的功能就可以被保證。
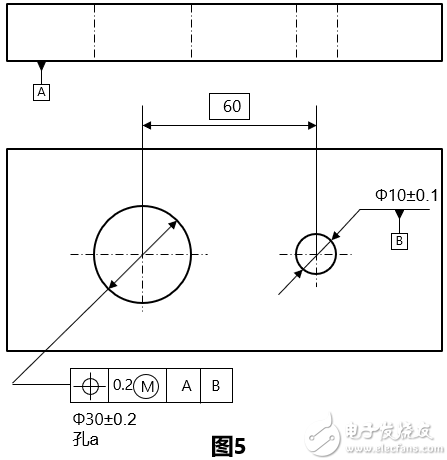
最大實(shí)體要求可以用在被測要素上,也可以用在基準(zhǔn)上。當(dāng)用在被測要素上如圖5所示時(shí),我們用檢具的觀點(diǎn)去理解它。根據(jù)圖紙要求來模擬一理想檢具(不考慮檢具公差):
1、先模擬一個(gè)理想平面A,與零件A面完全貼合
2、模擬一個(gè)與A平面垂直,直徑和基準(zhǔn)孔B直徑一樣的銷b,銷在孔中無法浮動(dòng)。
3、模擬一個(gè)與A平面垂直,直徑為29.6mm,且與銷b中心距為60mm的銷a。
其中銷a的直徑=最大實(shí)體實(shí)效邊界=MMC(最大實(shí)體)-0.2=29.8-0.2=29.6mm
理想檢具如圖6所示。
孔銷裝配過程中起作用的始終是孔銷的體外作用尺寸,體外作用尺寸是尺寸公差和形位公差共同決定的,只要孔的體外作用尺寸大于等于最大體外作用尺寸(即最大實(shí)體實(shí)效尺寸)。被孔a在加工過程中直徑在29.8到30.2之間浮動(dòng)。 當(dāng)被測孔的直徑做到30.2時(shí),再結(jié)合圖紙公差框的位置度0.2,可計(jì)算出被測孔的體外作用尺寸為30,被測孔可以很容易的穿過直徑為29.6銷a,銷b始終與基準(zhǔn)孔B貼合而不能浮動(dòng)。此時(shí)被測孔不僅滿足功能要求(孔的體外作用尺寸大于等于29.6),而且相對(duì)銷a還有一個(gè)0.4(30-29.6=0.4)的間隙余量。在保證孔尺寸滿足圖紙尺寸公差要求的情況下,我們可以充分利用此間隙值對(duì)孔a的形位公差進(jìn)行相應(yīng)的調(diào)整,比如被測孔相對(duì)檢測銷有一個(gè)0.4的間隙余量,我們可以把這個(gè)0.4補(bǔ)償?shù)娇椎男挝还钪小4艘馕吨椎男挝还羁梢栽龃蟮?.6,同時(shí)能穿過銷a滿足功能要求。功能滿足的前提下形位公差增大意味著制造成本的降低,這就是M圈帶來的好處。
再結(jié)合GDT公差帶的概念來看,被測要素帶M圈本質(zhì)上就是補(bǔ)償公差帶使得公差帶增大,公差帶的大小隨著直徑的變化而變化。但不得超出被測要素要求的最大實(shí)體實(shí)效邊界。以孔為例,當(dāng)孔直徑越偏離最大實(shí)體尺寸時(shí),孔與其最大實(shí)體實(shí)效邊界值之間的間隙余量逐漸增加,孔的形位的補(bǔ)償量也增加。補(bǔ)償?shù)年P(guān)系表如圖9所示。
從上面的分析可以看出,帶了M圈后,將其直徑與公差帶的大小聯(lián)系了起來。當(dāng)直徑偏離其最大實(shí)體尺寸時(shí),可以對(duì)其幾何公差帶的大小進(jìn)行補(bǔ)償。蒙特卡洛公差分析
的第一步是虛擬制造一定樣本個(gè)數(shù)的且滿足公差要求的零件,DTAS根據(jù)以上M圈的原理來隨機(jī)虛擬制造零件。
形位公差后邊不加M圈
圖中的小紅圓圈是孔a公差框中的形位公差帶寬度Φ0.2,黑點(diǎn)代表是實(shí)際零件孔a的中心,d是孔a中心到形位公差帶中心的距離。此模擬動(dòng)畫代表了一定個(gè)數(shù)的零件樣本的直徑和位置度變化情況。 從模擬動(dòng)畫中可以看出形位公差后面沒有M圈時(shí),紅色公差帶的大小位置都不隨直徑的變化而變化,實(shí)際零件的中心到形位公差公差帶中心的距離始終小于等于0.1,即都落在紅色的公差帶內(nèi)。形位公差后邊加M圈
圖中的小紅圈是公差框中的形位公差帶大小為Φ0.2,藍(lán)色圓是考慮公差補(bǔ)償之后的最大可能公差帶大小0.6,黑點(diǎn)代表孔a的中心,d是實(shí)際零件中心到形位公差帶中心的距離。圖中的小紅圈是公差框中的形位公差帶大小為Φ0.2,藍(lán)色圓是考慮公差補(bǔ)償之后的最大可能公差帶大小0.6,黑點(diǎn)代表孔a的中心,d是實(shí)際零件中心到形位公差帶中心的距離。
從動(dòng)畫中可以看出形位公差后面加M圈時(shí),檢測孔a的公差帶大小隨著檢測孔A的直徑不斷變化。每個(gè)樣本的檢測孔a的的中心都落在其相應(yīng)的公差帶內(nèi)。并且可以看出由于有補(bǔ)償某些樣本的孔a的中心落在了0.2的圓外,其模擬完全符合M圈的理論要求。本文對(duì)被測要素帶M圈與不帶M圈做了對(duì)比。不帶m圈時(shí),其公差帶大小、位置是恒定的。帶M圈時(shí)其公差帶大小隨著被測要素的尺寸變化而變化,當(dāng)尺寸偏離其最大實(shí)體尺寸時(shí),可以對(duì)其幾何公差帶的大小進(jìn)行一定的補(bǔ)償。
結(jié)語
-
零件
+關(guān)注
關(guān)注
1文章
119瀏覽量
15110
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
SMT零件數(shù)據(jù)自動(dòng)生成
零件加工精度的提升策略
典型沖壓模具零件制造與裝配
SMT零件資料自動(dòng)生成
精密石墨零件的研磨
零件與工裝的形位精度理論與應(yīng)用
零件封裝基本認(rèn)識(shí)

零件封裝知識(shí)
怎樣以Digilent零件為例創(chuàng)建自己的Fritzing零件

識(shí)讀零件圖的基本步驟
鎳鐵合金薄壁零件車削加工研究
怎樣在SolidWorks零件中插入其它零件進(jìn)行布爾運(yùn)算?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)

評(píng)論