 基于可編程控制器和140CUP11303芯片設計石灰石干磨制粉系統
基于可編程控制器和140CUP11303芯片設計石灰石干磨制粉系統
前言
隨著人們對生活質量要求的不斷提高,對環境治理的重要性也越來越為大家所重視。電廠煙氣脫硫的石灰石制粉系統成為電廠環保中脫硫系統的一部分。同時,在這一領域的自動化技術的應用,也隨著自動化水平的提高,而不斷提出更新更高的要求,并在這一領域也得到越來越廣泛的應用。
1、制粉系統的組成及工藝流程
1.1 制粉系統的組成
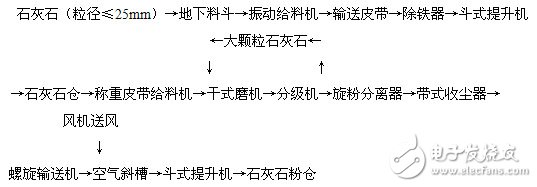
石灰石干磨制粉系統,由臥式球磨機、高壓風機、分級機、旋風分離器和袋式收塵器組成一負壓循環運行系統。在所有條件下,球磨機能確保向脫硫系統工藝供應足量的石灰石粉細度至少應為90%小于250目篩的粉量。球磨機出口的石灰石粉在高壓風機的作用下,被氣流送至分級機進行分離,在離心分離作用下,大顆粒經回料管返回球磨機入口繼續研磨,符合粒徑要求的風粉氣流經旋風分離器分離出大多數石灰石粉后,排至袋式收塵器收集。旋風分離器和布袋收塵器分離和收集下來的石灰石粉經皮帶輸送機送入斗式提升機入口,經斗式提升機送至石灰石粉倉。旋風分離器出口的部分含塵氣流,在磨機出料口負壓的作用下,經系統回風管返回主風管下灰口前,形成閉路循環系統。另有5%左右的含塵氣流經放風調節蝶閥進入布袋除塵器,凈化后排入大氣。為調節細度,分級機設有二次風,二次風量取自系統回風管。經高效選粉機分選的合格石灰石粉存貯于石灰石粉倉內。成品粉經倉底給料機排出,經密封罐車輸送至脫硫區日粉倉(設2套進料裝置),再經日粉倉底部的給料裝置進入石灰石漿液箱制漿后泵送至吸收塔補充與SO2反應消耗了的吸收劑。
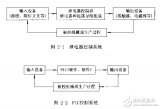
1.2 制粉系統工藝流程:
2、控制系統設計和配置
根據制粉工藝的控制系統要求,本系統的主要控制設備由:石灰石卸料子系統、石灰石磨制子系統等部分組成。其控制對象主要集中在:磨制系統的引風機子組、輸送子組、球磨機子組、稱重皮帶給料機子組、及各系統內部設備的順啟和順停等。
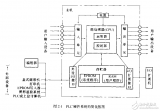
2.1控制系統的組成
可編程控制器PLC由法國Schneider公司的MODICON昆騰系列PLC及遠程操作站組成,具體配置如下:CPU采用140CUP11303,輸入輸出點數為:DI點共224點,DO點共96點,AI點共48點,AO點共8點,RTD點共16點,EH點共5點。總IO點數為:399點。PLC通過以太網模塊140NOE77101與上位控制計算機的通訊模板連接,相應的系統編程軟件為MODICON的CONCEPT2.6。
遠程操作站即上位機采用***研華工控機,操作系統采用windows2000sp4操作平臺,上位機畫面組態軟件采用GE公司的IFIX4.0;工控組態軟件iFIX是IntellutionDynamics自動化軟件產品家族中HMI/SCADA最重要的組件,它以iCORE核心,包括數據采集和數據管理兩個基本功能,是基于WindowsNT/2000平臺上的功能強大的自動化監視與控制的軟件解決方案。它運用了Microsoft系列工業標準,支持ODBC、VBA、Active控件、ADO、Intetnet和OPC,因此具有不可比擬的開放性及兼容性。
3、系統操作說明
3.1本系統的操作按控制要求,做如下說明:
3.1.1所有的手/自動控制都通過上位機組態畫面進行操作。
當信號處于就地控制時,即:RM信號為“1”時,所對應的相關信號處于就地控制狀態,上位機的手/自動都無法操作,由現場手動操作
3.1.2當上位機相應設備附近出現“R”時,表示該對應設備處于上位機手動控制狀態,可以對該設備進行單獨的開停操作。
3.1.3所有需要進行設備參數的設置,通過上位機進行設置。
其中,通用的操作參數,如:閥位設定值,報警設定值通過單獨設置畫面進行設置;其他對應各個設備,有不同設置要求的參數設置,在對應設備的設置畫面中設置。
3.1.4所有引入的設備運行狀態、數據,全部通過上位機畫面顯示。
本系統共設1幅主控制畫面,另有兩幅分畫面,它們是:斷路器控制畫面,稀油站監視畫面。在每幅畫面上均可實現不同的功能。
3.2上位機的開機和關機
開機,首先打開計算機的電源,等一段時間,系統啟動并自動進入上位機監控畫面。
如果PLC系統是關機后的第一次重新開機,則首先應登錄,將各個模擬量的參數,如時間,液位的高低設定,壓力值的高低設定等等,按照工藝的要求將上述參數設置正確。
關機,用鼠標點擊“退出系統”按扭,點擊“yes”后退出系統。在開始--關閉系統,選擇關閉計算機,按回車鍵,即可關閉計算機。
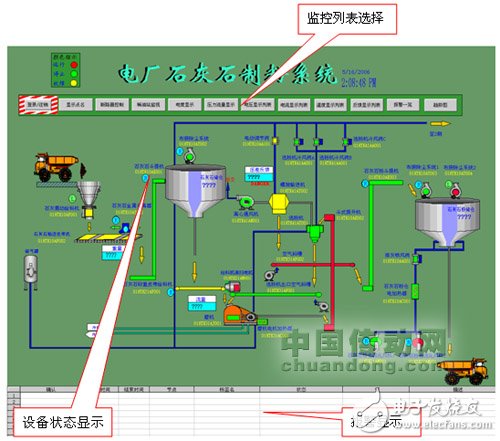
3.3畫面的操作
IFIX軟件啟動后,系統自動進入主流程畫面,在這畫面中,用戶可以點擊登錄按鈕,在彈出的對話框中輸入自己的帳戶和密碼。只有用戶登錄以后,才可以進行設備的操作、參數的設定以及部分畫面的切換。
主畫面說明如下:
3.4系統的手動控制
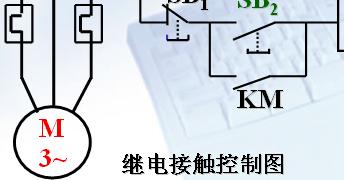
在主控制畫面上,用鼠標左鍵單擊設備,可彈出含手動/自動、啟動、停止等按鈕的設備操作菜單。通過單擊按鈕,可進行設備的操作如“手動或自動”,“自動或停止”等等。如下圖所示:
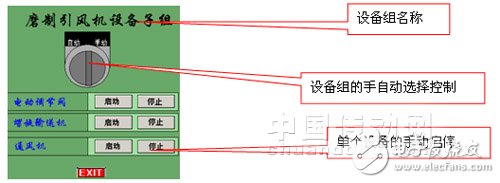
各設備可獨立進行手/自動功能切換(這里指的是在現場設備處于遠控狀態下,上位機的手/自動切換。當現場設備處于就地狀態時,在該設備附近將出現“L”字樣,此時該設備在上位機是無法操作的)。
在“手動”狀態下對設備進行啟、停控制之前,應該先判斷該設備是否允許進行啟動。按控制系統說明要求,在上位機上進行的手動啟動或停止是無連鎖條件的,即如果要手動啟動或停止一臺電動馬達或電氣設備,那么該設備可能不允許的條件均被忽略。因此,在允許該設備手動啟動、停止之前,應該先判斷一臺設備是否可以進行啟動。
3.5系統的自動控制
系統的自動控制,主要是指PLC自動完成對某個環節的各個相關設備所進行的連續的或自動調節的控制過程。
在將設備投入自控狀態之前,首先應仔細檢查,確認該部分設備均無異常的情況下,才能進行手/自動的切換,使設備進入自動控制的狀態。
但操作人員在某一環節切入自動后,PLC就得到相應的自控條件,此時計算機將自動判斷控制條件,并發出相應的控制信號。
在計算機執行過程中,當出現某個設備的啟動條件不滿足時,則相關設備都將自動停止。
在自動控制中,允許操作員根據現場情況,隨時可以將自動狀態轉化為手動狀態,此時系統的設備將保持轉化之前的工作狀態。在轉化成手動狀態后,操作員可以繼續進行手動控制。
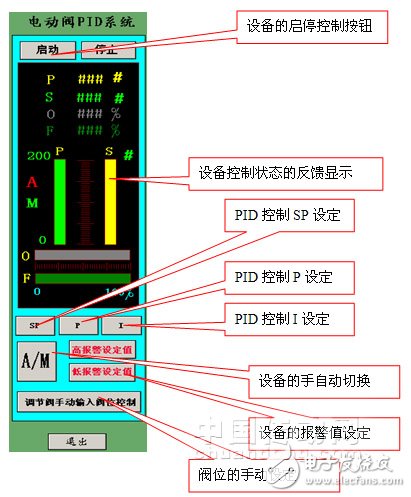
注:給料機01HTK21AF001和電動調節閥01HTK10AA101系統是比較特殊的,如下圖所示:
3.6系統的功能
本系統除了正常的畫面顯示、操作之外,可以實現以下功能:
1、可以進行模擬量數據的查看;
2、可以進行報警狀態的查看;
3、可以進行參數的設置,參數設置主要包括:運行時間和停止時間的設置,循環時間的設置,限位值的設置等等;
4、可以進行歷史趨勢的查看;(主要是模擬量的數據變化趨勢)。
5、在總圖可以顯示或隱藏設備號。
6、在總圖中料位及流量,重量的數據都有顯示。
3.6.1模擬量數據顯示查看
點擊主畫面上的按鈕可選擇查看,如下圖所示:
![]()
彈出畫面如下:
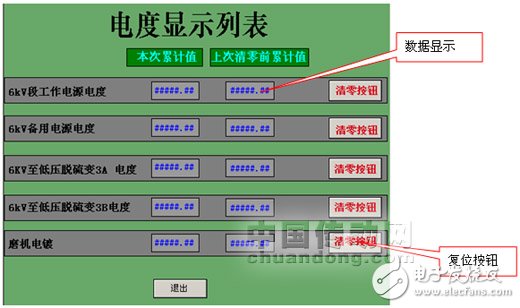
3.6.2報警查看
當有報警發生時,PLC控制柜上的報警蜂鳴器會發出聲報警提示,這時可在上位機畫面上操作“確認”按鈕來消除鈴聲,也可以通過PLC控制柜上按“確認”按鈕來消除鈴聲。在上位機畫面上操作“復位”按鈕或通過PLC控制柜上的“復位”按鈕來復位報警。
報警的內容,可以通過報警條的查看來顯示。

報警條只是提示有報警發生,要想查看確切的報警點和報警信息,可以點擊“報警”。
3.6.3參數的設置
參數的設置需要在參數設置畫面上進行。
參數設置主要包括:設備閥開度,報警值的設置,等等。
與設備相關的模擬量顯示在該設備附近,用鼠標左鍵單擊顯示框,彈出模擬量限值設置窗口,在這窗口里,可以對該模擬量的限值進行設定。
3.6.4趨勢的查看
趨勢圖分為實時趨勢與歷史趨勢兩種,用戶可以選擇進入。
4、結束語
本控制系統自從投運到現在一直非常穩定,為電廠煙氣脫硫系統的穩定運行奠定了非常重要的基礎,保證了主機組的脫硫率和投運率,給電廠的環保作出了重大貢獻。
責任編輯:gt
-
控制系統
+關注
關注
41文章
6635瀏覽量
110687 -
plc
+關注
關注
5013文章
13327瀏覽量
464081 -
cpu
+關注
關注
68文章
10879瀏覽量
212201
發布評論請先 登錄
相關推薦
可編程控制器(PLC)
可編程控制器原理及應用 PPT
可編程控制器基本指令
可編程控制器基本知識_可編程控制器原理及應用
如何使用可編程控制器替代繼電器
使用AT89C51實現的微型可編程控制器的講解
可編程控制器的特點有哪些
可編程控制器的四大特點解析
可編程控制器PLC概述






 工商網監
工商網監
評論