") 汽車變速箱自動涂膠系統(tǒng)的設(shè)計原理、流程及故障處理介紹
汽車變速箱自動涂膠系統(tǒng)的設(shè)計原理、流程及故障處理介紹
前言
隨著汽車制造業(yè)的飛速發(fā)展,汽車各部件的密封問題已成為汽車制造業(yè)不斷改進的問題之一,亦是提高產(chǎn)品質(zhì)量贏得消費者的關(guān)鍵。以往采取各種密封墊來解決該問題,但隨著涂膠技術(shù)在國內(nèi)的廣泛應(yīng)用,在內(nèi)燃機油底殼的結(jié)合面、汽車發(fā)動機缸體的油底殼和齒輪蓋結(jié)合處,用密封膠代替了以往常用的密封件墊圈,實現(xiàn)了“以膠代墊”。但現(xiàn)今存在的涂膠技術(shù)多數(shù)是采用手工涂膠,手工涂膠雖然操作簡單,卻存在涂膠不均勻及效率低的現(xiàn)象,影響了密封效果。若采用自動涂膠,不但涂膠均勻,保證了質(zhì)量,而且大大提高了生產(chǎn)效率。
汽車變速箱的結(jié)合面形狀復(fù)雜,結(jié)合面寬度較小,生產(chǎn)節(jié)奏快,多涂密封膠會造成浪費,膠線過細涂膠不足會造成密封不好,發(fā)生泄漏。且不同材質(zhì)、不同氣候環(huán)境也會影響施膠工藝。因此,設(shè)計精確的工藝方案以及自動化的涂膠設(shè)備,可以有效杜絕泄漏,降低生產(chǎn)成本,提高產(chǎn)品質(zhì)量。
機器人系統(tǒng)在當今汽車制造和復(fù)雜的機械系統(tǒng)中有著廣泛的應(yīng)用。本文實現(xiàn)了機器人在汽車變速箱密封蓋自動涂膠應(yīng)用系統(tǒng)的設(shè)計。系統(tǒng)包括控制系統(tǒng)、涂膠系統(tǒng)、操作系統(tǒng)以及安全保護系統(tǒng)。
1 涂膠系統(tǒng)原理設(shè)計
本系統(tǒng)主要實現(xiàn)汽車變速箱的自動涂膠工作流程,其原理如圖1 所示,主要包括機械系統(tǒng)、電氣系統(tǒng)、供膠系統(tǒng)及安全設(shè)置。機械系統(tǒng)主要實現(xiàn)機器人底座和變速箱蓋的定位設(shè)計,電氣系統(tǒng)主要實現(xiàn)機器人控制系統(tǒng)及主控制系統(tǒng)的控制,供膠系統(tǒng)主要由氣壓系統(tǒng)控制供膠泵實現(xiàn)自動供膠,最后考慮到系統(tǒng)的安全性設(shè)置了安全光柵等保護環(huán)節(jié)。

2 機器人涂膠工作站
依據(jù)該系統(tǒng)的設(shè)計原理實現(xiàn)了機器人涂膠系統(tǒng)工作站的設(shè)計。本工作站包括機器人系統(tǒng)、工作流程線、供膠系統(tǒng)以及安全光柵。此外,機器人控制柜用于實現(xiàn)對機器人的實時控制,主控制柜實現(xiàn)整個涂膠工作站的控制。工作站設(shè)計如圖2 所示。在設(shè)計過程中主要考慮以下幾個問題。
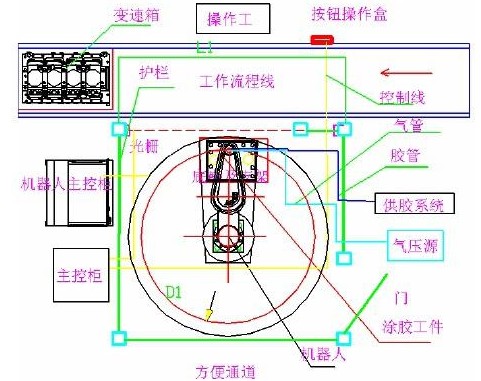
① 由于汽車變速箱密封蓋結(jié)合面比較復(fù)雜,因此涂膠軌跡執(zhí)行機構(gòu)必須具有6 個自由度。本系統(tǒng)采用瑞士ABB 公司生產(chǎn)的IRB2400/16 型機器人, 機器人持重10kg, 涂膠嘴固定于機器人執(zhí)行末端對密封蓋進行自動涂膠。根據(jù)機器人的實際數(shù)據(jù)設(shè)計機器人底座以滿足涂膠系統(tǒng)運轉(zhuǎn)方便自如。連接機器人的機械部分是底板、焊接連接鋼、底座焊接鋼等。
② 精確的定位系統(tǒng)提高了工作站的工作效率。本系統(tǒng)設(shè)計了自動定位系統(tǒng)。工件定位裝置采用兩個定位銷和兩個支撐銷來給涂膠工件定位。定位工件的下方裝有接近開關(guān),若工件安裝沒有達到安裝要求,接近開關(guān)不會給系統(tǒng)信號,整個機器人系統(tǒng)則不能夠運行。定位裝置主要由定位銷、支撐銷、定位支撐板、支撐板焊接鋼幾部分組成。定位裝置要滿足工件的工藝所要求的精確度,上下取方便。
③ 為提高系統(tǒng)的安全性設(shè)置安全護欄。根據(jù)機器人的工作范圍,安全光柵要求與機器人運行時不發(fā)生干涉,護欄的設(shè)計高度為1.5 米,安全護欄周圍加一個門,方便操作。
3 系統(tǒng)的工作過程
3.1 設(shè)備開機
在設(shè)備檢查正常,膠桶內(nèi)有足夠的膠料后,打開電源開關(guān)使各電氣設(shè)備通電工作。在確認各設(shè)備都正常通電,氣壓也正常,各參數(shù)設(shè)置正確后,在主控柜面板上選擇操作方式,該系統(tǒng)設(shè)置了自動方式和手動方式兩種操作。按下循環(huán)啟動按鈕,設(shè)備可進入自動運行狀態(tài)。
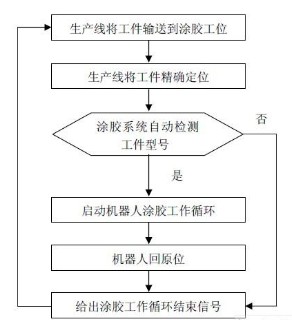
3.2 工作流程
3.3 生產(chǎn)節(jié)拍估算
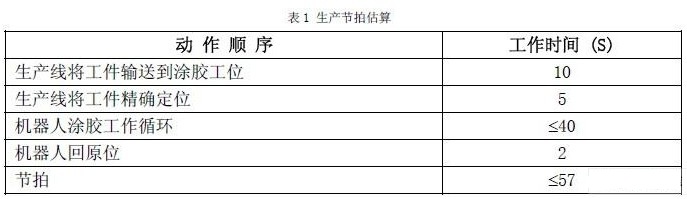
根據(jù)涂膠工件及工作條件估算系統(tǒng)的生產(chǎn)節(jié)拍,如表1 所示,總生產(chǎn)節(jié)拍小于57 秒,滿足生產(chǎn)要求。
3.4 手動運行方式
若在操作箱上將工作方式設(shè)置為“手動”方式,在這種操作模式下,可由操作人員逐步按系統(tǒng)操作柜上的按鈕將工件送到涂膠工位,并將工件精確定位。工件到位后,機器人不會自動啟動涂膠工作循環(huán),當操作人員按操作箱上“循環(huán)啟動”按鈕后,機器人自動檢測工件型號,并選擇相應(yīng)的機器人程序做不涂膠的空運行并回到原位。之后,操作人員再按下操作箱上的按鈕將工件放回到生產(chǎn)線上。以上工作主要用于調(diào)試和檢修。
4 故障處理
為保證涂膠系統(tǒng)的正常工作,應(yīng)全面考慮系統(tǒng)可能產(chǎn)生的各種故障。在考慮各種可能故障后,在主控制面板上設(shè)置急停、暫停、蜂鳴器停止等故障處理按鈕。
急停:為保證涂膠質(zhì)量、確保人員設(shè)備安全,設(shè)置急停功能。此功能將使涂膠進程停止,必須由手動排除故障再重新投入伺服后方可繼續(xù)操作。在涂膠過程,若工件確認信號消失、供膠系統(tǒng)故障、裝夾信號異常或急停按鈕按下等,都作為急停故障。
暫停:當自動涂膠時若有人員進入工作區(qū)而觸發(fā)安全光柵報警或安全插銷被打開都屬于暫停故障。出現(xiàn)此類故障時,系統(tǒng)將發(fā)出暫停警告,并使得機器人停止運行。故障排除以后,在主控制柜上按“循環(huán)啟動”將繼續(xù)未完工作。
系統(tǒng)在運行過程中出現(xiàn)故障,系統(tǒng)將自動關(guān)閉膠槍,并通過控制柜上的指示燈進行故障顯示,以便維護人員快速查找故障原因,及時排除;并通過三色燈上的蜂鳴器和紅燈報警。故障發(fā)生后,可以按“蜂鳴器停止”按鈕,以消除報警聲響;在消除故障源后,按“故障復(fù)位”按鈕,再按下“循環(huán)啟動”按鈕,機器人從故障處繼續(xù)運行。在故障復(fù)位之前,自動運行操作將被禁止。
5 結(jié)束語
本文進行了汽車變速箱自動涂膠系統(tǒng)的應(yīng)用設(shè)計,主要分析了系統(tǒng)的原理設(shè)計、涂膠工作站的設(shè)計以及系統(tǒng)的工作流程和故障處理。其中,在工作站的工作流程線上設(shè)置了限位開關(guān)及定位裝置將工件快速精確定位,提高了系統(tǒng)的生產(chǎn)效率。在系統(tǒng)的工作流程中設(shè)置了自動方式和手動方式,滿足工作現(xiàn)場的需要,從工作節(jié)拍可以看到該流程工作效率較高。此外考慮到實際情況,系統(tǒng)還設(shè)置了故障處理,應(yīng)對各種突發(fā)情況。本文實現(xiàn)了涂膠系統(tǒng)的整體設(shè)計,但整個系統(tǒng)要投入生產(chǎn)還需要利用PLC 來實現(xiàn)系統(tǒng)的控制[5],此外供膠系統(tǒng)的控制也是需要進一步研究的方向。
本文作者創(chuàng)新點:
本文實現(xiàn)了汽車變速箱自動涂膠系統(tǒng)的原理設(shè)計、涂膠工作站設(shè)計以及系統(tǒng)的工作流程和故障處理。其中,在工作站的工作流程線上設(shè)置了限位開關(guān)及定位裝置將工件快速精確定位,提高了系統(tǒng)的生產(chǎn)效率。在系統(tǒng)的工作流程中設(shè)置了自動方式和手動方式,滿足工作現(xiàn)場的需要,從工作節(jié)拍可以看到該流程工作效率較高。此外考慮到實際情況,系統(tǒng)還設(shè)置了故障處理,應(yīng)對各種突發(fā)情況。從實際應(yīng)用來看,該系統(tǒng)具有較高的生產(chǎn)效率且安全性可靠。
-
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6657瀏覽量
110859 -
機器人
+關(guān)注
關(guān)注
211文章
28632瀏覽量
208343 -
汽車電子
+關(guān)注
關(guān)注
3028文章
8021瀏覽量
167772 -
操作系統(tǒng)
+關(guān)注
關(guān)注
37文章
6889瀏覽量
123724
發(fā)布評論請先 登錄
相關(guān)推薦
汽車變速箱的種類與技術(shù)發(fā)展
汽車三大部件之一汽車變速箱的發(fā)展簡史
什么才是理想的汽車變速箱 AT、CVT還是DCT

AT自動變速箱結(jié)構(gòu)與原理介紹

關(guān)于3種自動變速箱結(jié)構(gòu)的深度解析
變速箱常見故障
如何實現(xiàn)自動變速箱跛行模式
變速箱進水 變速箱進水怎么處理
汽車自動變速箱都有哪些?有什么區(qū)別?
變速箱漏油 變速箱漏油怎么處理
AMT變速箱常見的故障及故障的處理方式






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論