 一文看懂飛秒激光的原理與應用
一文看懂飛秒激光的原理與應用
1月5日消息,美國勞倫斯利弗莫爾國家實驗室(LLNL)正在開發一種基于銩元素的拍瓦級激光技術,該技術旨在替代現有的極紫外光刻(EUV)工具中使用的二氧化碳激光器,并預計將光源效率提高約十倍。這一技術突破可能會為下一代“超越EUV”的光刻系統鋪平道路,使得芯片制造速度更快且能耗更低。LLNL主導的“大口徑銩激光”(BAT)技術針對這些問題設計。BAT激光器的操作波長為2微米,與二氧化碳激光器的10微米波長不同,這理論上能夠提升錫滴與激光在相互作用時將等離子體轉化為EUV光的效率。
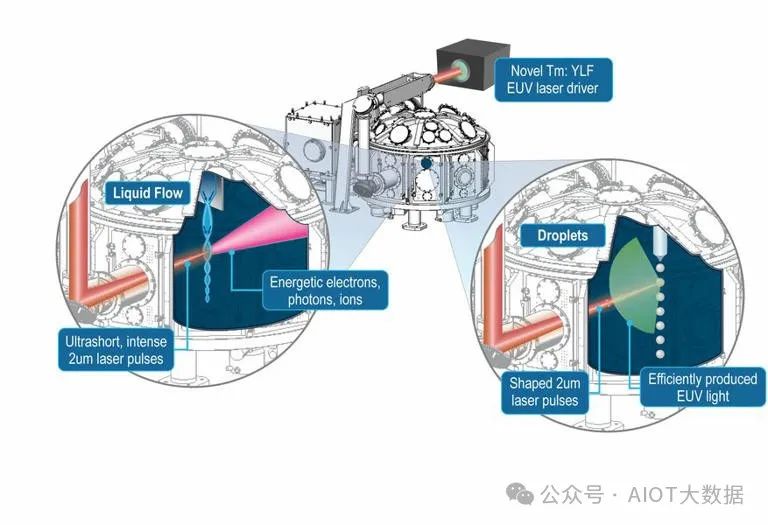
另外,BAT系統使用二極管泵浦固態技術,比氣體二氧化碳激光器在整體電效率和熱管理上表現更為優越。根據行業分析公司TechInsights的預測,到2030年,半導體工廠的年用電量將達到54,000吉瓦(GW),超過新加坡或希臘的年用電量。如果下一代超數值孔徑(Hyper-NA)EUV光刻技術投入使用,能耗問題可能會進一步惡化。因此,行業對更高效、更節能的EUV設備技術的需求將會持續增長,而LLNL的BAT激光技術無疑為這一需求提供了新的可能性。
飛秒激光器被譽為20世紀最偉大的發明之一,其主要特點包括:
方向性好:激光束可以被聚焦成非常細小的點,適用于精密加工。
單色性好:激光的波長非常單一,減少了色散的影響。
相干性好:激光的波相位一致,使得波可以疊加,增強了光的強度。
飛秒激光器的發展歷程
20世紀70年代,首次在染料激光器中實現了飛秒級的激光脈沖。這標志著超短激光脈沖技術的初步發展。
20世紀90年代初,克爾透鏡鎖模技術在鈦寶石激光器中的應用,導致了脈寬的進一步縮小和峰值功率的顯著提升,使得飛秒激光技術得到了迅猛發展。
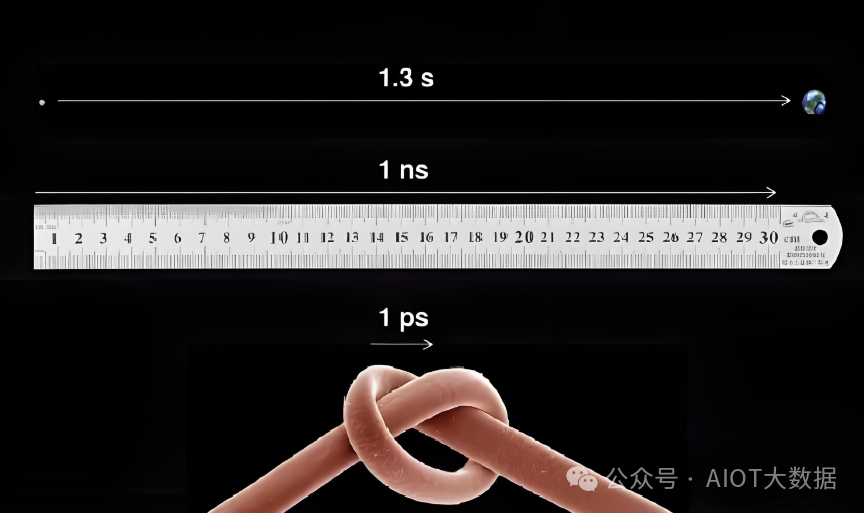
什么是飛秒(fs)?飛秒是時間單位,非常短暫:
1秒(s)=10^0s=1s
1納秒(ns)=10^-9s=0.000000001s
1皮秒(ps)=10^-12s=0.000000000001s
1飛秒(fs)=10^-15s=0.000000000000001s
想象一下,光在如此短的時間,能跑多遠?假設地球上有個人將激光筆對著月亮,大概1.3秒后,激光就會達到月球表面。當然得理想化一點,光沒有散射或損耗。而對于1皮秒的時間,光也就只能走頭發絲打個結的距離了。
因此,飛秒激光在時間和空間上都展示了極高的精度,這使得它在科學研究、醫學(如激光眼科手術)、材料加工、光通信等領域有著廣泛的應用。
從激光器的功率變化來看,飛秒激光技術確實經歷了三個主要發展階段:
第一代-染料激光器(20世紀70年代):
這代技術能夠將脈沖寬度縮短到幾十飛秒。
然而,由于染料激光器儲能能力的限制,其脈沖能量僅為微焦耳(μJ),峰值功率也僅達到了兆瓦(MW)級別。
第二代-寬帶固體激光介質(20世紀80年代):
隨著寬帶固體激光介質的出現,特別是鈦寶石(Ti:sapphire)激光介質的應用,飛秒激光技術得到了顯著提升。
鈦寶石激光器不僅提供了更高的穩定性和更短的脈寬,還提高了激光的峰值功率。
第三代-啁啾脈沖放大技術(CPA):
由DonnaStrickland和GérardMourou提出的啁啾脈沖放大技術(ChirpedPulseAmplification,CPA)在2018年獲得了諾貝爾物理學獎。
CPA技術允許激光脈沖在放大之前先進行頻率擴展,然后再壓縮回短脈沖,這種方法大大提高了激光的峰值功率。
通過CPA技術,飛秒激光的峰值功率可以達到拍瓦(PW,1PW=10^15W)級別,這對于激光物理和應用領域都有革命性的影響,如在激光加工、醫學、和基礎科學研究中。
這三個階段展示了飛秒激光技術在功率、脈寬和應用范圍上的不斷進步和突破。
啁啾脈沖放大技術(CPA)確實是超高峰值功率超短脈沖激光技術發展的一個重要里程碑。它不僅推動了超強超短激光和強場激光物理的研究領域,還促進了阿秒脈沖的產生。
第三代飛秒激光技術中的前沿技術-光參量啁啾放大技術(OPCPA):
OPCPA技術進一步挑戰了高峰值功率和高平均功率激光的極限,力求在激光物理和應用領域中取得更大的突破。
飛秒激光的脈寬范圍從幾飛秒到幾百飛秒,這使得其在材料加工、化學反應誘導等方面具備高度的控制性,使得材料在特定區域內發生精確的物理和化學變化。
飛秒激光的優勢
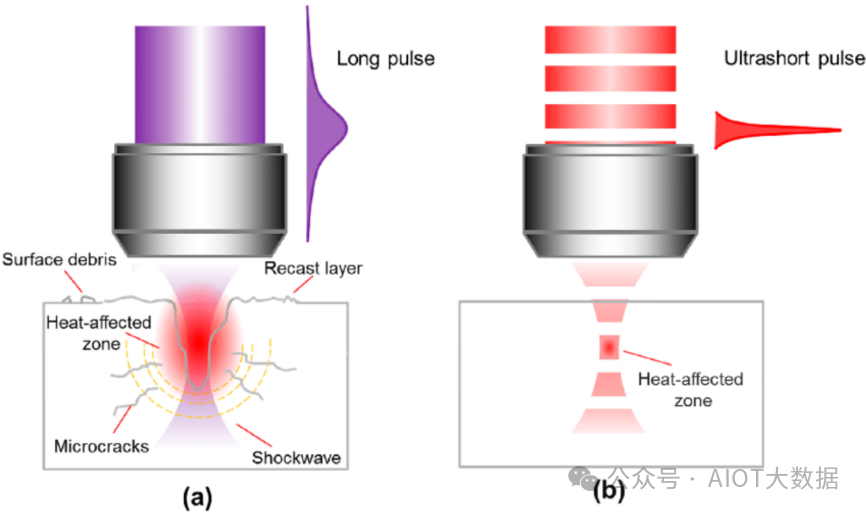
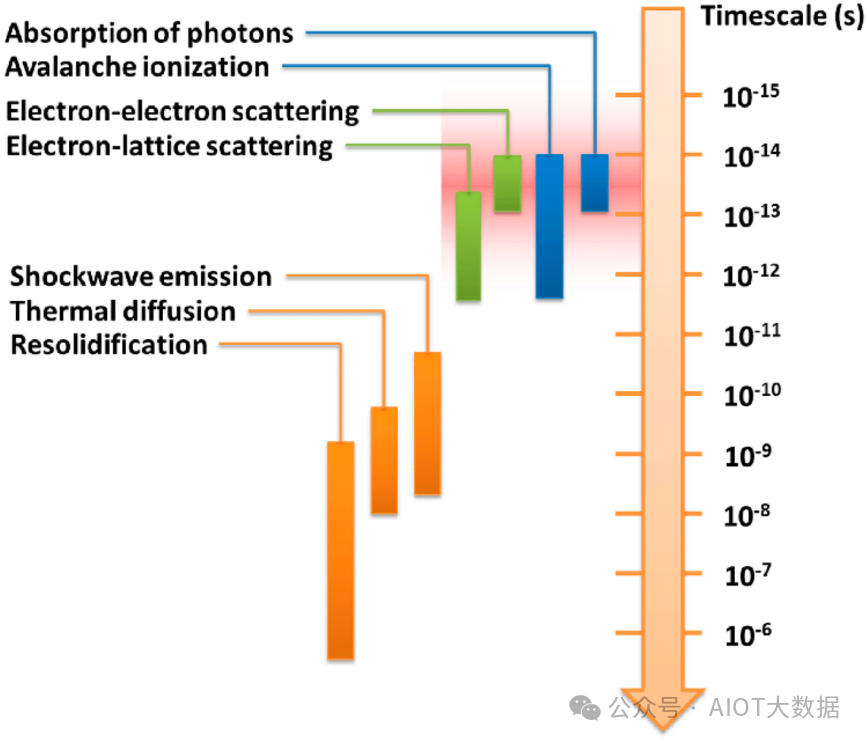
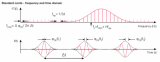
脈沖時間短:飛秒激光的脈寬通常小于電子與聲子耦合的時間(1-100皮秒)。這意味著在這種極短的時間內,激光能量主要被電子吸收并迅速傳遞給晶格,而沒有顯著的熱擴散。
熱影響區最小化:由于飛秒激光脈沖時間極短,激光作用區域周圍的熱影響區(HeatAffectedZone,HAZ)可以忽略不計。這使得飛秒激光在材料加工中能夠實現高質量的加工效果。
對比:圖(a)展示了傳統激光加工時材料的熱影響區,顯示了較大的熱擴散區域。
圖(b)則展示了使用飛秒激光加工時,材料的熱影響區顯著減少,甚至可以忽略不計,體現了飛秒激光在精密加工中的優勢。
這種技術的應用不僅在材料科學中開辟了新的加工方式,對微電子、生物醫學、光學通信等領域也產生了深遠的影響。飛秒激光技術的持續發展為科學研究和工業應用提供了更精確、更高效的工具。
近些年來,超短脈沖激光在精密加工領域備受關注。由于其脈寬短于絕大多數物理化學過程的特征時間(如電子弛豫時間和電子-聲子弛豫時間),使得在制造過程中調控電子狀態以及實現“非熱加工”成為可能。與長脈沖激光相比,飛秒激光加工是一個非線性、非平衡過程,具有以下顯著特點:
閾值效應明顯。極小化熱影響區。極小化重鑄層。高可控性。
這些特性使得飛秒激光在過去十幾年間被廣泛應用于微納制造領域。例如,它可用于加工:
光波導。表面微納結構。微流體裝置。微傳感器。三維光子晶體結構。
飛秒激光微納制造在生物醫療、新能源、汽車、大飛機等領域作為一種新型制造方法,受到了廣泛關注。特別是對于微納尺度的高品質孔,飛秒激光比傳統加工方法更有效。
傳統加工方法的局限性:
電子束加工和聚焦離子束:條件苛刻、效率低、設備昂貴。
電火花腐蝕:僅限于導電材料。
電化學打孔:效率極低,材料選擇有限。
機械鉆孔:對硬材料加工困難,且深徑比較小。
飛秒激光微孔加工的優點包括:
材料適應性廣泛。非接觸式加工。無污染。高精度。高效率。
對于30μm以下的微孔,飛秒激光是理想的加工手段之一。過去的十幾年間,飛秒激光微孔加工一直是研究的熱點,主要包括:
空氣或真空中的直接鉆孔。飛秒激光改性輔助化學腐蝕加工。液體輔助飛秒激光三維鉆孔。
在應用中,選擇加工方法時需要考慮微孔結構的質量、功能要求和成本等因素。其中,直接鉆孔(即激光聚焦后沿激光傳播方向打孔)是最常見、也最簡單直接的激光微孔加工方法。
飛秒激光微孔加工現狀
1985年,Strickland等人首次使用啁啾脈沖放大(ChirpedPulseAmplification,CPA)技術,獲得了高峰值的超短脈沖激光。1991年,Spence等人發明了鎖模鈦寶石激光器,使得飛秒激光器的結構變得更加簡單和穩定。此后,高功率飛秒激光器逐漸走向商業化,基于飛秒激光的應用研究也日益成為熱點領域。
研究表明,與長脈沖激光加工中明顯的熔化現象相比,飛秒激光在微孔加工中展示出以下優勢:
高精度。極小化重鑄。高可控性。可重復性。
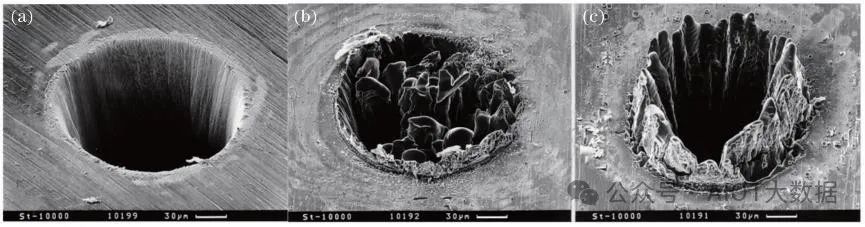
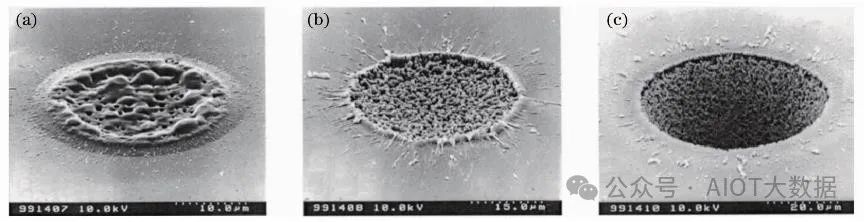
不同脈寬時100μm的薄層鋼材的鉆孔結果。(a)200fs;(b)80ps;(c)3.3ns
飛秒激光還具有超高的瞬時脈沖能量和高光子密度,可實現材料的非線性多光子吸收。脈沖寬度為幾飛秒到數百飛秒的飛秒激光能夠在理想且可控的區域內誘發材料的化學和物理變化。飛秒激光器的一個關鍵優勢在于,它可以通過在超短的時間內限制光與物質的相互作用,從而顯著減少熱影響區。由于其超高瞬時脈沖能量和高光子密度,當飛秒激光聚焦在基底上時,會發生非線性吸收。這些特性賦予了飛秒激光高精度3D微加工硬質材料的能力。
展示了材料電子激發引起的單光子和多光子吸收過程:
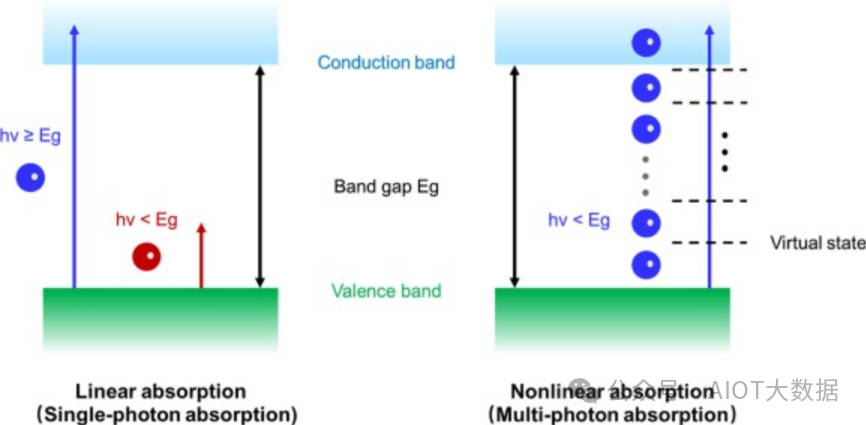
單光子吸收:這種吸收過程僅在光子能量超過材料的帶隙時才會發生電子激發。單光子吸收是線性的,只要材料受到照射,光吸收就會發生,無法精確地用于制造3D微結構。
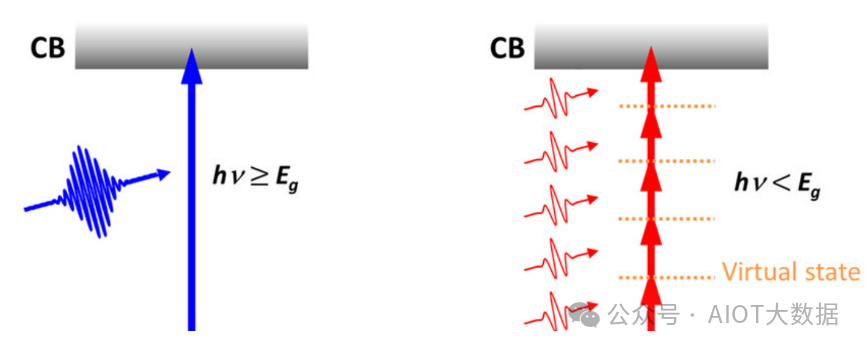
多光子吸收:當光子密度足夠高時,即使單個光子能量低于材料的帶隙,也可以發生電子激發。此過程是非線性的,因此飛秒激光可以利用這一特性在透明材料內部制造3D微結構。這種方法允許在材料的深層進行加工,而不受表面的限制,實現了真正的三維微加工。
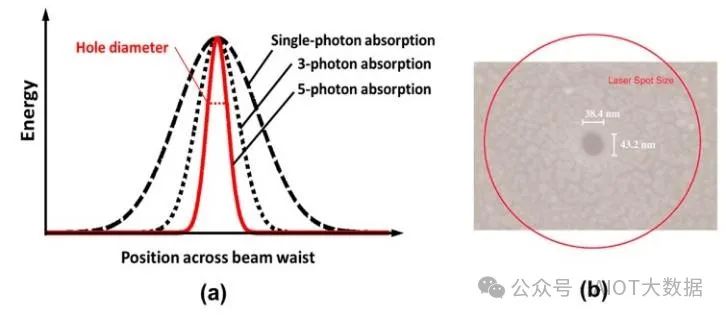
(a)單光子吸收(黑色虛線)、3光子吸收(黑色虛線)和5光子吸收(紅色實線)期間吸收的能量分布。孔徑由紅色虛線表示;(b) 玻璃中納米級孔的 SEM 顯微照片。紅色圓圈表示 1/e2 焦點尺寸 [19](經 PNAS 許可轉載。2004 美國華盛頓特區國家科學院)。
材料對激光照射的響應在很大程度上取決于激光脈沖的能量密度。當激光能量顯著超過基底的損傷閾值時,激光與物質之間的強烈非線性相互作用會引起材料的去除,這種現象被稱為激光燒蝕。飛秒激光燒蝕由于熱影響區很小,因此在半導體和金屬的鉆孔和切割中得到了廣泛應用。然而,激光誘導的微納米結構以及微結構表面的微納米顆粒通常不能滿足光學應用的要求:
微納米結構:這些結構可能不平滑,影響光的傳遞和散射。
微納米顆粒:在表面上可能產生不規則的散射中心,影響光學性能。
為了提高這些表面結構的光滑度,通常需要進行后處理,包括但不限于:
熱退火:通過加熱來重新排列或熔化表面的微結構,達到平滑的效果。
蝕刻工藝:使用化學或等離子體方法去除表面不平整。
機械拋光:通過物理摩擦來平滑表面。
這些后處理步驟是必要的,以確保材料在光學應用中具有所需的性能和表面質量。
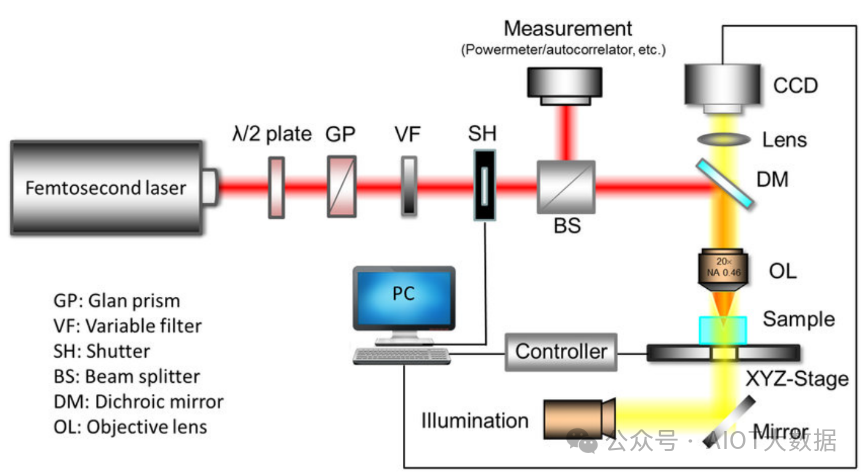
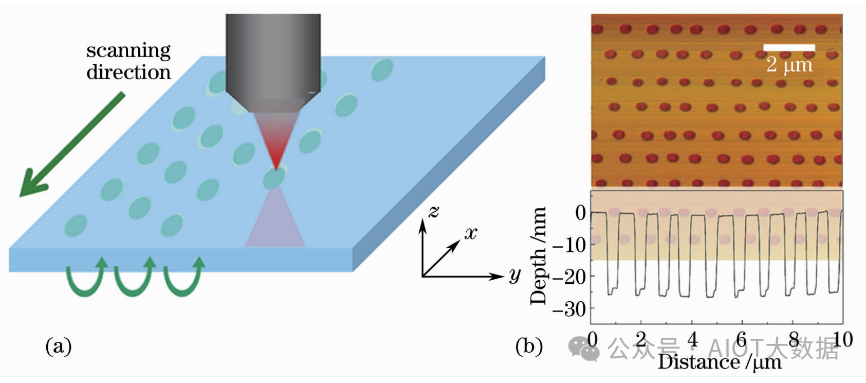
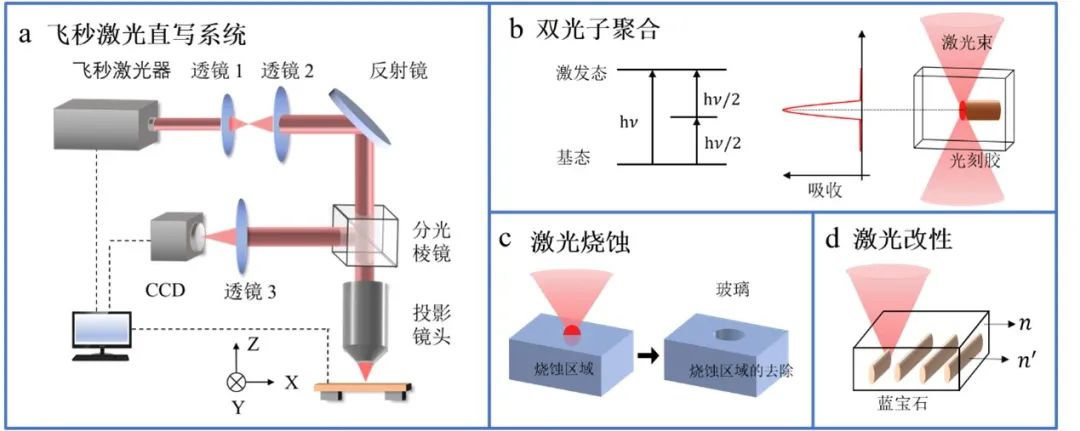
通用飛秒激光直寫(FsLDW)系統的示意配置
飛秒激光微孔加工是一個復雜的過程,近十幾年來,對于加工工藝中激光脈沖參數的影響進行了大量的研究。影響因素包括但不限于激光脈寬、脈沖通量、偏振方向、激光波長、脈沖個數、聚焦狀態以及重復頻率。這些參數在空域和時域兩個方面對加工過程產生影響:
1)空域分布方面:
脈沖通量、激光波長、聚焦物鏡、偏振方向、材料特性等決定了激光焦點達到閾值的區域。這些因素直接影響微孔的直徑、深度和錐度。
高斯光束的飛秒激光燒蝕材料時,燒蝕面積取決于達到燒蝕閾值的面積。假設材料的燒蝕閾值一定,達到閾值通量的面積與脈沖通量的對數呈線性關系,這意味著微孔入口直徑與脈沖通量直接相關。
緊聚焦物鏡適用于加工較小的孔(例如直徑小于10μm的孔和納米孔),以減小入口。
**松聚焦的物鏡(通常是長焦距物鏡)**則適用于加工高深徑比的微孔,盡管入口可能增大,但加工深度會顯著增加。
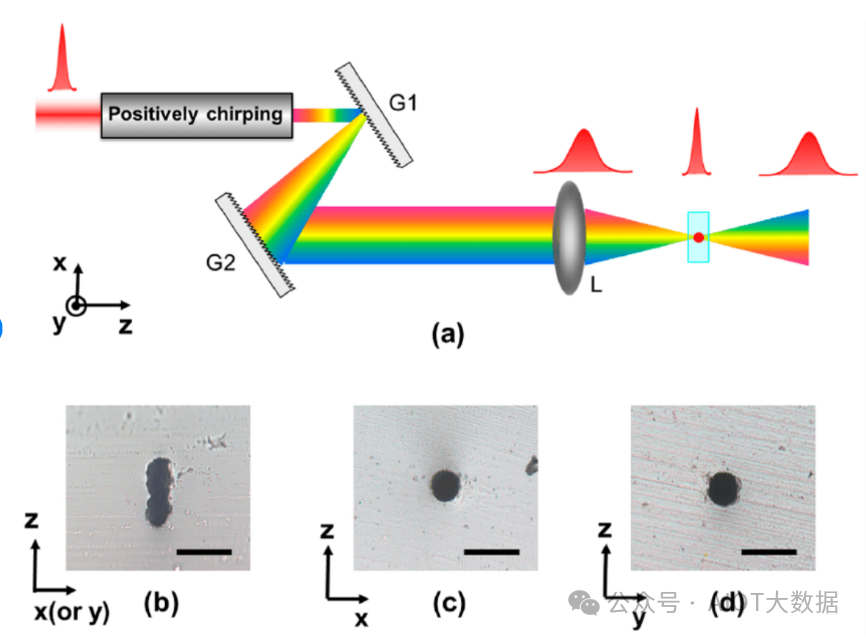
(a)材料加工時空聚焦示意圖。這些圖像是通過 FsLDW 在熔融石英中制造的微流體通道的橫截面光學顯微照片,其中 (b) 傳統聚焦(XZ 或 YZ 平面);(c) 時空聚焦(XZ 平面)和 (d) 時空聚焦(YZ 平面)[76](經 OSA 許可轉載。2010 美國光學學會)。(b–d) 中的比例尺代表 50 μm。
激光焦點相對材料的位置也會影響微孔加工的最終形態。
2)時域分布方面:
脈寬是影響微孔加工的重要因素。當激光能量被壓縮到飛秒級的時間尺度時,產生了超高的功率密度,這種條件下的加工機理與長脈沖激光加工大不相同,能夠突破衍射極限,實現亞微米孔結構的加工。
精確控制這些參數對于優化微孔加工的質量、效率和應用范圍至關重要。
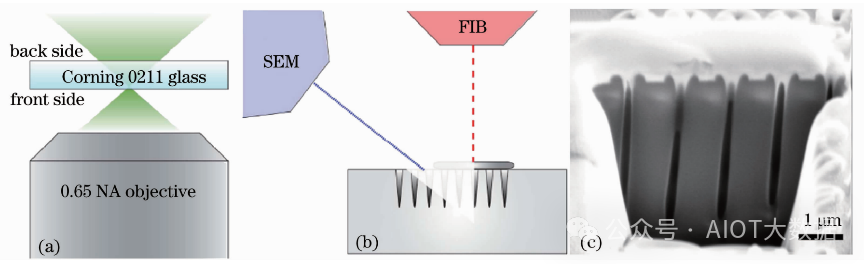
加工示意圖;(b)FIB和SEM相結合的測試系統示意圖;(c)納米孔結構截面SEM圖
提高大深徑比、高精度和高效加工已成為當前的趨勢,將激光進行時域整形已成為研究的熱點。在脆性材料中,通過產生脈沖序列,前序脈沖可以提高材料的塑性,后續脈沖通過一定的延遲可以更有效地對材料進行加工,從而提高了加工的深徑比。
(a)脈沖序列和(b)非脈沖序列下微孔加工結果光學圖像
激光能量對加工效果的影響
激光能量對微加工效果的影響是多方面的,主要包括以下幾個方面:
加工深度和去除率:
激光能量越高,材料的去除率通常越大,單個脈沖可以去除更多的材料,從而增加加工深度。特別是在飛秒激光加工中,超高能量密度可以實現極高的去除率。
熱影響區(HAZ):
能量過高可能導致熱影響區的擴大,盡管飛秒激光的脈寬極短,熱影響通常較小,但如果能量過高,仍然可能引起材料的局部過熱,影響加工質量。
材料變化:
高能量可以改變材料的物理和化學特性,如晶體結構、相變、蒸發等。適當的能量可以控制這些變化以達到所需的加工結果,而能量過高可能導致不可控的材料損傷或變形。
加工精度:
能量的精確控制是實現高精度加工的關鍵。過高的能量可能導致材料燒蝕不均勻,影響微結構的尺寸和形狀精度。
表面質量:
激光能量影響燒蝕表面的粗糙度。低能量可能不足以有效去除材料,導致表面不平滑;而高能量則可能造成熔化、重鑄層增加,降低表面光潔度。
非線性效應:
在超短脈沖激光加工中,如飛秒激光,由于高能量密度,可能會觸發多光子吸收、克爾效應等非線性現象,這些效應會影響激光的聚焦和傳播特性,進而影響加工效果。
加工效率:
能量的選擇直接影響加工的速度和效率。在保持加工質量的前提下,適當提升激光能量可以提高生產效率。
材料特性:
不同材料對激光能量的響應不同。一些材料可能需要更高的能量來達到相同的加工效果,而另一些則對能量敏感,需要精細控制。
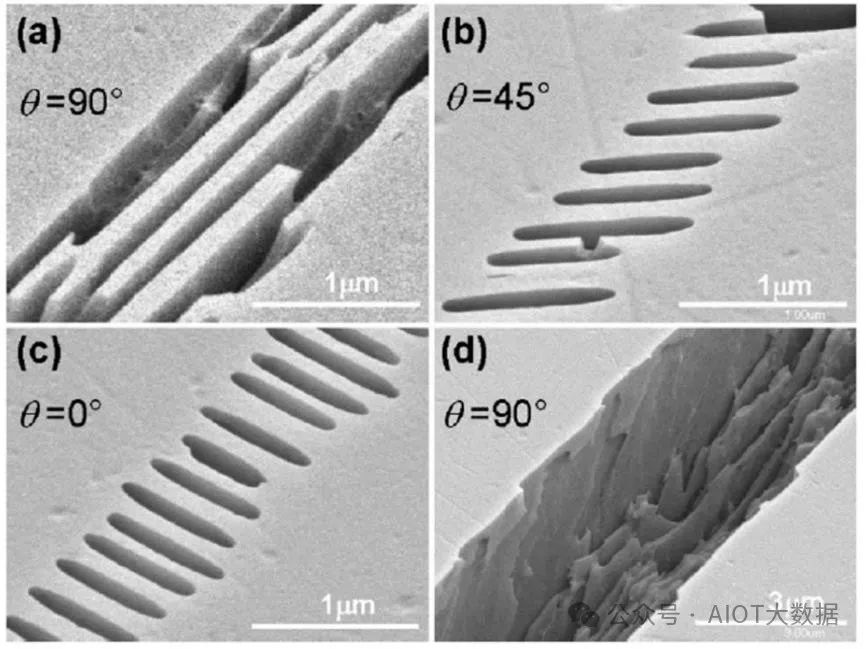
(a-c) 脈沖能量 Ep = 300 nJ 時,不同 θ 值(激光束偏振方向與寫入方向之間的角度)沿寫入方向形成的長程周期性納米結構的俯視 SEM 圖像;(d) Ep = 900 nJ。在 0.5% HF 水溶液中蝕刻 20 分鐘后,結構顯露出來 [83](經 OSA 許可復制。2005,美國光學學會)。
激光能量的選擇需要根據具體的加工需求、材料特性、以及所期望的加工結果來決定。優化激光能量不僅能提高加工精度和效率,還能減少對材料的負面影響,如熱損傷和表面粗糙度。
飛秒激光金屬材料微孔加工工藝
金屬材料微孔加工工藝將激光與材料的相對運動方式分為四類:單脈沖加工。叩擊式加工。環切加工。螺旋鉆孔。這些不同的加工方式在具體應用中各有其優缺點和適用場景。
單脈沖加工:通過工藝保證一個脈沖與材料作用后,直接形成所需的微孔。這種方法稱為單脈沖加工。
通過工藝保證一個脈沖與材料作用后,直接形成所需的微孔,這種方法被稱為單脈沖加工。單脈沖加工的效率極高,每秒可以形成上千個孔。工業中常使用單脈沖“飛行模式”打孔,即在脈沖激光與材料有一定相對運動速度的情況下,每個脈沖可以形成一個孔,沿掃描方向形成一系列孔結構。但是,由于單個脈沖去除量有限,這種方法適合加工較薄的材料或深度較小的盲孔。
在電介質材料中,單個脈沖的燒蝕深度會隨著通量密度的增加而增加,最終形成平底狀的彈坑結構。但由于反射率的增加,燒蝕深度會達到一個極限不再繼續增加。因此,要達到所需的深度,需要多個脈沖的連續作用,使得微孔深度逐步增加,這種方法被稱為叩擊式加工。在叩擊式微孔加工中,激光可以沿孔壁多次反射,類似于光波導的方式傳遞到微孔底部,從而后續的脈沖可以進一步增加燒蝕深度。
不同脈沖個數的激光(150fs,800nm,3.0J/cm2)對聚碳酸酯材料微孔加工的SEM圖。(a)1;(b)5;(c)100
飛秒激光加工因其熱影響區小和加工質量高而備受關注。將激光線切割與微孔加工結合起來,便形成了環切加工。這種方法能夠生產出高質量的環切微孔結構,其重復性和一致性都非常高。此外,螺旋鉆孔的加工方式是在環切的基礎上增加了深度方向的運動,適合加工直徑較大的深孔。這種方法不僅提高了加工的精度,還能有效控制孔的深度和形狀。
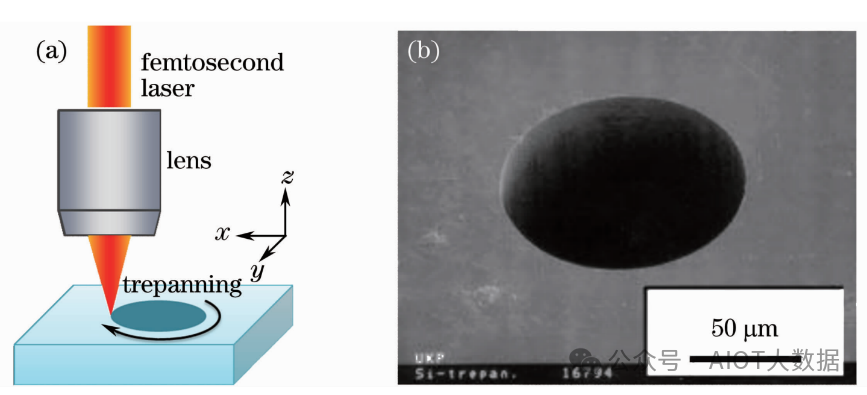
硅材料上環切微孔加工
飛秒激光微孔加工是一個涉及多因素、非平衡的復雜過程,加工環境是其中一個不可忽視的關鍵影響因素。研究表明,真空、氣體和液體等環境對微孔加工有著顯著的影響。
由于飛秒激光具有超短脈寬和超高功率密度的特點,聚焦后的飛秒激光很容易達到空氣的電離閾值(大約10^14W/cm^2),其強電場還會引起克爾效應,導致激光自聚焦現象。在空氣中進行加工時,高功率密度超過電離閾值會電離空氣產生大量自由電子,當自由電子密度大于10^18cm^-3時,形成空氣電離等離子體。這些等離子體會導致激光散焦,與克爾效應引起的自聚焦相互平衡,形成光絲現象。然而,這種光絲狀態的激光光束在傳播過程中并不穩定,經過一定距離后會發生發散。因此,在深孔加工中可能會出現孔型彎曲和燒蝕飽和現象,影響孔的錐度、入口和出口直徑的大小。
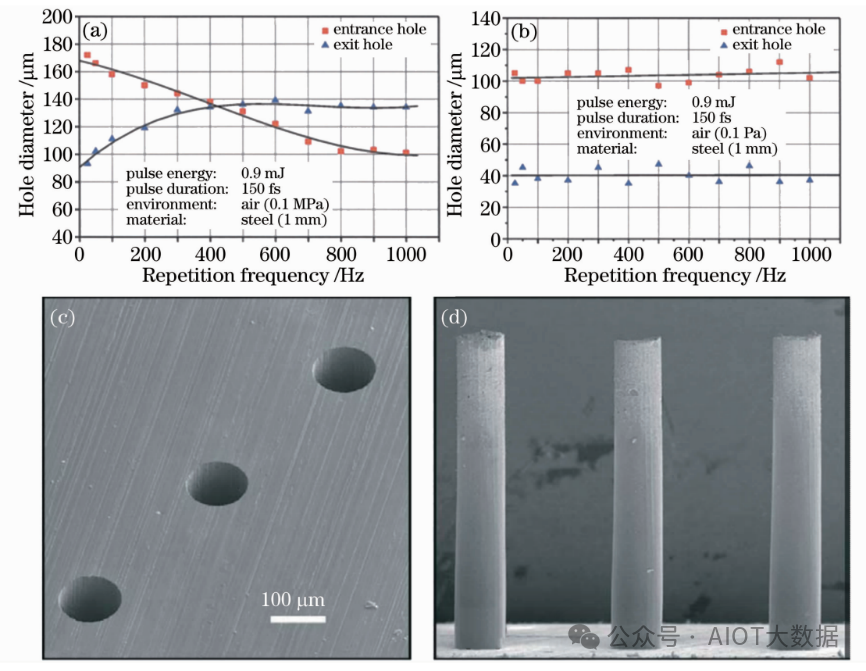
空氣環境和(b)真空環境下相同激光能量時,重復頻率對出入口直徑的影響;不銹鋼材料上空氣環境加工直徑100μm高品質微孔的(c)SEM圖和(d)孔型復制結構
在加工質量方面,飛秒激光在金屬上打孔時,真空環境中制得的孔結構顯得更加銳利清晰,而在空氣中形成的結構則相對平滑。此外,研究表明,在真空環境下,碎屑更容易排出,因此材料的重鑄層較小,孔的入口保持干凈。在空氣環境中,碎屑可能堆積在孔的入口周圍,導致入口處不平整或質量下降。
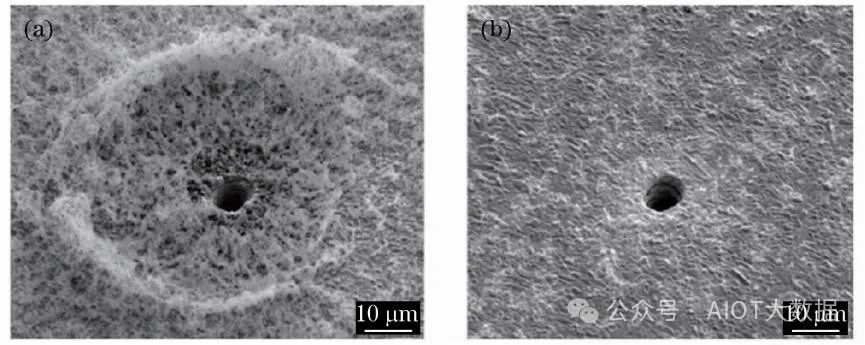
銅材料微孔入口SEM圖。(a)空氣環境;(b)真空環境
在空氣環境中加工時,出口直徑隨著激光重復頻率的增加而增大。這是由于隨著頻率的增加,金屬碎屑和顆粒不能充分噴出,這些碎屑降低了空氣電離的閾值,進而產生更多的空氣電離等離子體,造成光絲現象。殘留在孔內的碎屑和等離子體對孔壁產生二次作用,加上激光的擾動和發散,導致出口直徑增加。相反,入口直徑隨著重復頻率的增加而減小,直到與真空條件下的大小相近。這是由于金屬材料和空氣被快速加熱,氣體密度降低,在入口處創造出準真空環境,從而提高了入口質量并減小了錐度。
在空氣環境下,能夠加工出高品質的微孔,特別是在直徑和錐度的控制方面,展示了飛秒激光在工業微孔加工中的應用前景。
在飛秒激光微孔加工時,為了避免空氣電離帶來的負面影響,除了使用真空環境之外,還可以采用在加工材料表面覆蓋一定厚度液體的輔助方法。液體可以有效地帶走加工產生的碎屑,從而提高加工質量。在相同能量下,輔助水膜的厚度越小,加工效率就越高。通過使用揮發性液體,可以獲得更薄的液膜,進一步增強水膜的輔助效果。然而,液體輔助微孔加工方法中仍然存在一些未解決的問題,如激光能量被水吸收而損失,液體和氣泡對激光光束的散射等。
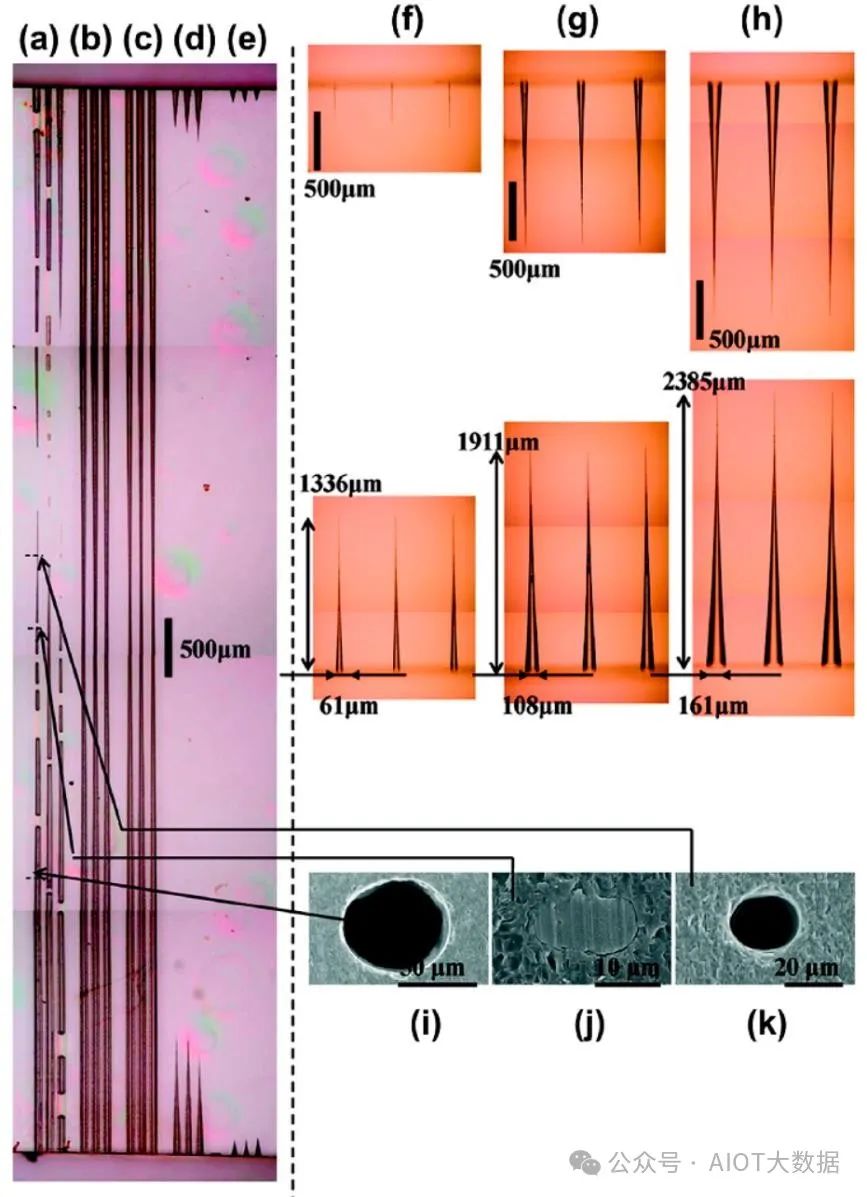
使用 10 M (35.8%) KOH 水溶液 (20 mL) 和 2.0% HF 水溶液 (20 mL) 拍攝的石英玻璃基板 (9.2 mm × 10 mm × 0.5 mm) 蝕刻輪廓的反射光學顯微照片。左側的光學顯微照片顯示了在 80 °C 的 KOH 中浸泡 60 小時后制作的通道,然后使用飛秒脈沖序列(間隔:0.1 μm)通過 40× 物鏡(NA:0.65)在表面以下 10 μm 處進行照射在(a) 500的不同激光功率下;(b) 400;(c) 300;(d) 200;(e) 100 nJ/脈沖。右上角的光學顯微照片顯示了環境溫度下 HF 水溶液中通道形成的時間演變(顯示通道的兩端)。通過40×物鏡(NA:0.65)以360nJ/脈沖的激光功率照射樣本,并將樣本浸入溶液中(f)24;(g) 48;(h) 72 小時。右下角的 FE-SEM 圖像顯示了 (a) 中所示位置最左側通道的橫截面。在(i)和(k)中;通道是開放的,而 (j) 中;該通道仍然充滿沉淀物 [85](經 ACS 許可轉載。2009 美國化學會)。
超短脈沖激光微孔加工的應用前景
激光微納制造是制造技術的前沿和一個重要的發展方向,為我國的航空航天、能源、國防、汽車、生物、醫療等多個領域提供了重要的制造技術支持。激光微孔制造是突破這些領域中許多核心部件制造技術瓶頸的理想方法。例如:
航空航天燃氣渦輪葉片上的氣膜微孔:用于冷卻渦輪葉片,提高其性能和壽命。
慣性約束聚變(ICF)點火工程中的點火靶充氣微孔:精確控制氣體填充,確保聚變反應的成功。
高靈敏度傳感器微孔結構:在傳感技術中,微孔結構可以增強傳感器的響應性和精度。
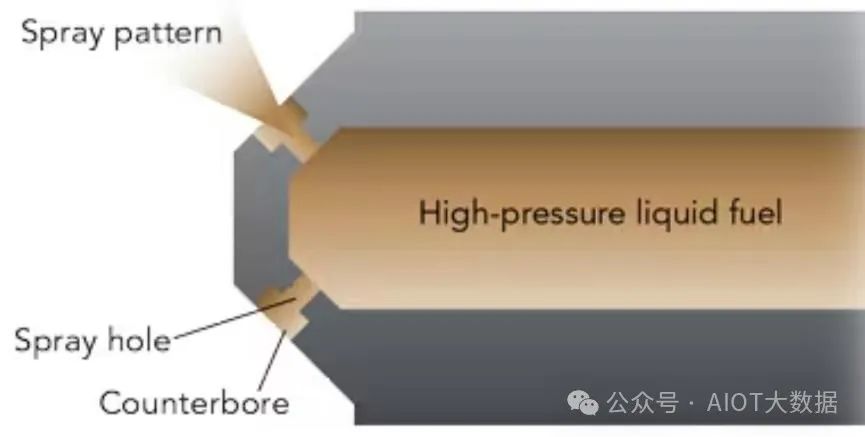
發動機噴油嘴微孔:控制燃油噴射,優化燃燒效率,減少排放。
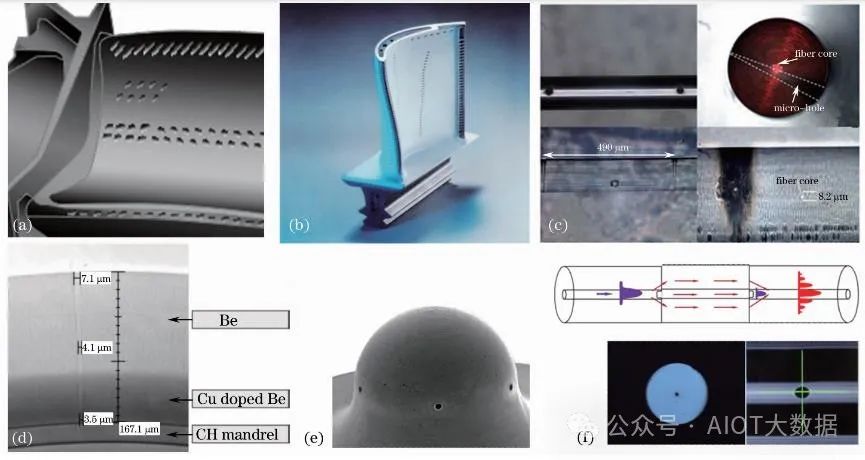
(a),(b)燃氣輪機葉片氣模微孔;(c)光纖布拉格光柵傳感器微孔;(d)用于慣性約束聚變的靶球微孔;(e)發動機噴油嘴微孔;(f)馬赫曾德爾干涉儀傳感器微孔
這些應用顯示了超短脈沖激光在微孔加工中的廣闊前景,進一步推動了其在高精度、高效率制造中的應用。
微孔加工在航空燃氣渦輪葉片上的應用前景
在航空航天領域,燃氣渦輪是航空發動機的關鍵部件之一,其性能直接影響發動機的整體表現。航空發動機渦輪葉片的工作溫度至少達到1400℃,因此必須采用有效的冷卻技術來保護葉片。冷卻通常通過在葉片上打大量的不同直徑的氣膜孔來實現,這些孔徑一般在100~700μm之間。像SGT5-8000H燃氣輪機葉片,其氣膜孔的空間分布復雜,定位精度要求高,孔的角度變化大(15°~90°),為了提高冷卻效率,孔的形狀可能是扇形或矩形,這大大增加了制造的難度。
目前,渦輪葉片打孔的主流方法是高速電火花,但這種方法有諸多限制:
工具電極制作困難且易損耗。加工材料必須是導電的。加工速度較慢,控制系統復雜。排屑困難,不易散熱,容易產生微裂紋和較厚的重鑄層,不適合大批量生產。
此外,現代葉片通常需要覆蓋一層熱障涂層(如氧化鋯或陶瓷材料),傳統的電火花方法難以加工這樣的微孔,這對高性能葉片制造提出了全球性挑戰。隨著未來渦輪葉片可能更多使用非金屬材料,電火花加工將不再適用。相比之下,飛秒激光鉆孔具有以下優點:
材料適應性廣泛。非接觸加工,不產生機械應變。無大面積熱應變,定位精度高。適合加工復雜孔型和高精度群孔。極小化重鑄層和微裂紋。
因此,飛秒激光是當前最有效的加工技術,也是未來渦輪葉片制孔的首選技術。
在新能源領域,聚變核能是人類追求的清潔能源之一,而點火靶充氣微孔的制造是其中關鍵的一環。微靶材料如銅鈹合金(或玻璃、陶瓷、聚苯乙烯塑料)需要在其上加工出非常小的孔(直徑從數微米到十幾微米),對孔的尺寸、圓度、錐度、深徑比、位置精度、重鑄層厚度、殘留物和表面粗糙度要求極高。傳統的微孔加工技術如電火花、聚焦離子束、掃描探針等在這些高要求下不適用。飛秒激光以其高精度和可控性,成為這種微結構加工的理想工具。
在工業應用中,汽車發動機技術的發展依賴于供油系統的改進,其中噴油嘴的微孔加工質量直接影響燃油效率。從前的電火花加工已經被納秒激光取代,而隨著激光器成本的降低,皮秒激光開始在工業中取代納秒激光。飛秒激光以其高精度和高質量的加工能力,也在微器件制造中大顯身手,如在光纖上加工微孔,制造高靈敏度傳感器(如布拉格光柵傳感器和馬赫-曾德爾干涉儀傳感器)。
通常情況下,微孔結構的尺寸在滿足功能需求的前提下盡可能減小,以增強結構的穩定性。隨著新設備和新結構的不斷涌現,制造水平的提升,微孔的尺寸需求從微米級別縮小到亞微米甚至納米級別。如何加工出高深徑比的微納米孔已成為近年來的研究熱點。同時,微孔的品質要求也在提升,包括形狀、圓度、錐度、深徑比、位置精度、加工區重鑄層厚度、微裂紋以及內外表面粗糙度等。然而,在實際應用中,不同尺度下的微孔加工很難同時兼顧精度和效率,這在一定程度上制約了飛秒激光微孔加工的發展。
飛秒激光在工業應用中的發展歷程
1996年,Chichkov等人對鋼、硅、銅的薄層材料進行了不同脈寬的對比實驗。他們發現,飛秒激光加工的微孔入口質量非常高,而長脈沖激光加工則以熱擴散為主導,表現出明顯的熔化和重鑄現象。這一對比結果引起了廣泛的關注,并進一步推動了飛秒激光在微加工領域的研究和應用。
2006年,ExtrudeHoneLaserTechnologies(賓夕法尼亞州歐文)和通用原子公司(加利福尼亞州圣地亞哥)使用二極管泵浦固態(DPSS)納秒激光器為國防部生產了基于激光的柴油噴嘴鉆孔系統。此應用的綠色光譜(532nm)。
到2012年,飛秒激光器開始用于矯正視力應用,但這些激光器在辦公室環境中每天使用幾次,而不是在工廠24/7全天候使用。
2012年7月,美國能源部(DOE)向一個公司聯盟撥款370萬美元,用于開發新興的超快脈沖(UFP;也稱為超快)激光技術,以構建下一代汽車燃油噴射器制造工藝。
當時,脈沖寬度為飛秒范圍的UFP激光器更多地用于科學實驗而不是工業用途。1987年,BillClark博士率先將UFP激光器商業化,產品面向科學儀器市場。他的公司Clark-MXR(密歇根州德克斯特)繼續開發出第一臺可在工業環境中運行的用于微加工的飛秒激光器。
飛秒是秒脈沖光的萬億分之一,其速度比零件吸收熱量的速度還要快,被稱之為無熱加工,也稱為無熱燒蝕,能夠以極快的速度去除微小的材料斑點,而不會造成熱損壞,從而使新的GDI噴孔設計成為可能。
光速加工不僅有望使噴油器設計能夠經濟高效地加工,還希望該工藝能夠消除精密制造過程中最昂貴和最耗時的挑戰之一——后處理以去除缺陷。
美國能源部寫道:“能源效率預計將提高20-25%,周期時間可能會大幅縮短。”“不需要消耗品,這降低了與生產相關的材料成本和能源。此外,該過程將消除后期生產及其相關化學品的使用。這項技術可能會對不同的制造行業產生廣泛的影響。”
當時用于噴油器加工的傳統技術是放電加工(EDM),其工作原理是在放電路徑中腐蝕材料,從而在電極和工具之間形成電弧。現有的制造工藝,即機電放電加工,速度慢、成本高,并且需要使用多種化學品來鉆孔,并去除因工藝過程中產生的熱量而產生的熔化、毛刺和重鑄缺陷。
美國能源部表示:“傳統加工平臺不太適合生產精度要求高的小零件。”“當前的加工方法通常太大、太不靈活,并且缺乏制造具有復雜形狀或微米尺寸特征的零件所需的精度。
GDI噴嘴的直徑約為200μm,大約與人的頭發直徑相同。邊緣質量、表面質量、圓度和錐度等尺寸如果控制得當,可以用更少的燃料提供更多的燃燒。
汽車制造商面臨的另一個挑戰是在制造過程中控制零件的能力。激光的精確度取決于所使用的運動控制系統,創造出具有微米級精度的可靠、可重復的機器代表了一個重要的里程碑。美國能源部表示:“將激光與高精度機械手相結合將實現自動化,從而加快加工過程。”
由美國能源部贊助的為燃油噴射器創建新制造工藝的公司包括Microlution,該公司構建了一個帶有集成UFP激光器的微加工工作站。工作站的任務是非常精確地控制控制部件的運動(以確保微觀精度)。此外,該系統將完全集成三項關鍵技術的控制:1)機器運動,2)UFP激光器,3)先進的5D掃描儀。該平臺不僅需要控制毛坯燃油噴射器部件,還需要確保穩定性,不會干擾生產制造環境中歷史上非常脆弱的激光束。熱穩定性和慣性穩定性是在幾天、幾個月和幾年內實現高工藝能力指數(CPk)生產標準的重要關鍵。
2015年,能源部發布了該項目的報告,指出該團隊“已成功采用該技術來制造GDI噴射器”。美國能源部報告了以下計劃目標:開發出滿足目標轉速超過200Hz、攻角80%以上的一體化激光和掃描頭(已完成);與現有微加工工藝(已完成)相比,在<8中演示了噴油器噴射孔的鉆孔,機器時間總體周期時間減少了50%,且質量沒有下降;與標準微加工工藝相比,激光加工效率提高了20-25%(已完成);和生產的燃油噴射器通過了冷啟動發動機測試,并將技術推向生產環境(2014年完成并被汽車制造商采用)。?? ?
美國能源部表示:“因此,該項目的完成最終將帶來一種制造方法,為多個市場的難加工材料提供減少的工藝步驟和能源消耗。”“Microlution將專注于與電子和生物醫學行業相關的平臺開發應用。”
在工業激光器中,皮秒激光器、飛秒激光器以及在科學研究中備受矚目的阿秒激光器,都屬于超快激光的范疇。那些脈寬介于幾十皮秒到1納秒之間的激光器,業內人士不會稱之為超快激光,而是稱為亞納秒激光器。
進一步分類,超快激光器根據其波長的不同,可以細分為紅外皮秒激光、綠光皮秒激光、紫外皮秒激光等。
激光在先進制造領域的應用
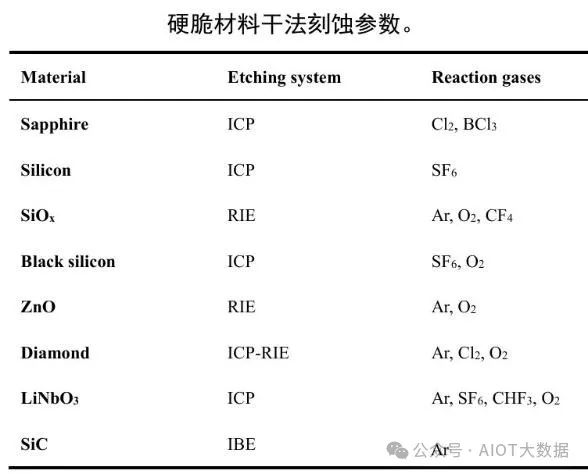
干法刻蝕是半導體工藝中圖案轉移的重要手段,通過刻蝕氣體與材料的物理或化學反應來去除不需要的材料。以下是幾種常見的干法刻蝕類型:
離子束刻蝕(IBE):利用離子束直接物理撞擊材料表面進行刻蝕。
反應離子刻蝕(RIE):結合了物理濺射和化學反應的優點,通常用于精細圖案的刻蝕。
電感耦合等離子體(ICP)刻蝕:通過電感耦合產生的高密度等離子體進行刻蝕,適用于需要高各向異性刻蝕的情況。
對于硬脆材料的干法刻蝕方法,這里提供了一張總結表(雖然沒有直接引用圖表,但可以想象如下內容通常會包括:
| 刻蝕類型 | 適用材料 | 優點 | 缺點 |
| IBE | 硬質金屬 | 高各向異性 | 低選擇性 |
| RIE | 硅、氧化物 | 選擇性好 | 可能產生微粒 |
| ICP | 各種硬質材料 | 高速率、高均勻性 | 設備復雜 |
飛秒激光加工與干法刻蝕
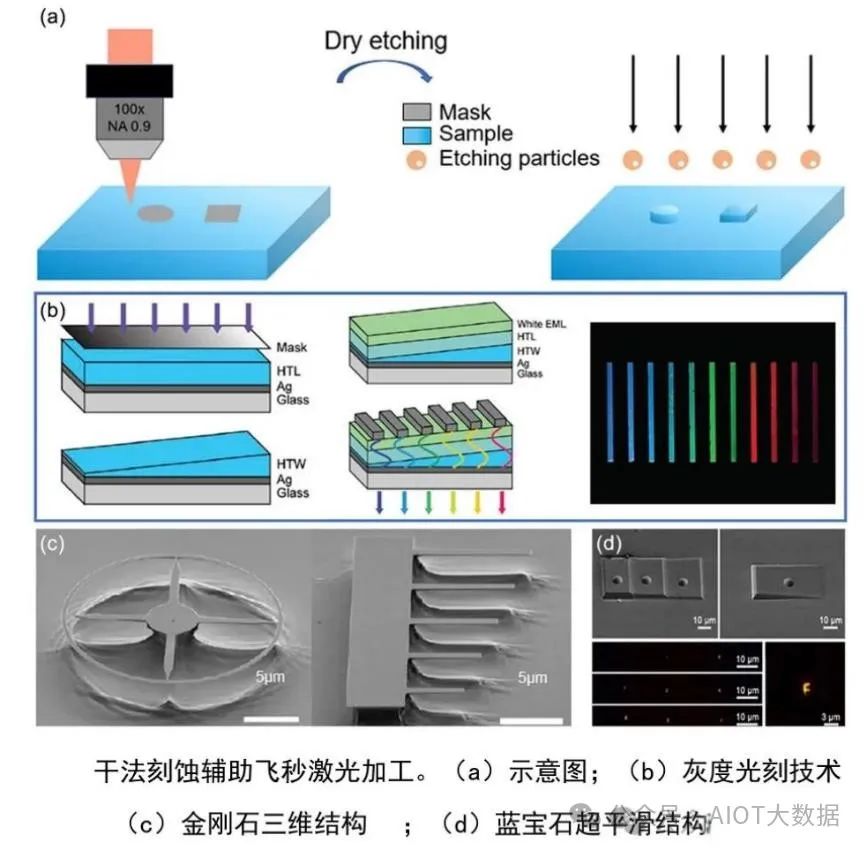
飛秒激光加工可以制造任意圖案的掩膜。將這些圖案通過干法刻蝕轉移到基底材料上,可以實現高精度結構的制造。以下是一個應用實例:
通過特定的結構設計,干法刻蝕可以制造出復雜的真三維結構。例如,研究人員使用一種角度刻蝕方法在ICP系統中,成功制備了高質量的金剛石三維結構。這種方法通過精確控制刻蝕參數,實現了對金剛石這種硬脆材料的高精度加工,展示了干法刻蝕在復雜結構制造中的潛力。
這種結合飛秒激光與干法刻蝕的技術,為微納制造提供了強大的工具,適用于需要高精度和復雜結構的應用場景。
飛秒激光加工因其高精度和靈活性,可以制造出任意復雜圖案的掩膜。這些掩膜在經過干法刻蝕后,能夠將圖案精確地轉移到基底材料上,從而實現高質量的結構制備。
通過巧妙的結構設計,干法刻蝕技術能夠制造出復雜的真三維結構。例如,研究人員開發了一種角度刻蝕方法,并將其應用于電感耦合等離子體(ICP)系統中。這種方法允許在硬質材料如金剛石上進行精確的三維結構加工,制備出高質量的金剛石三維結構。這些結構的制造不僅依賴于刻蝕過程的控制,還涉及到對激光加工的精細調控,以確保掩膜圖案的精確性和刻蝕的均勻性。
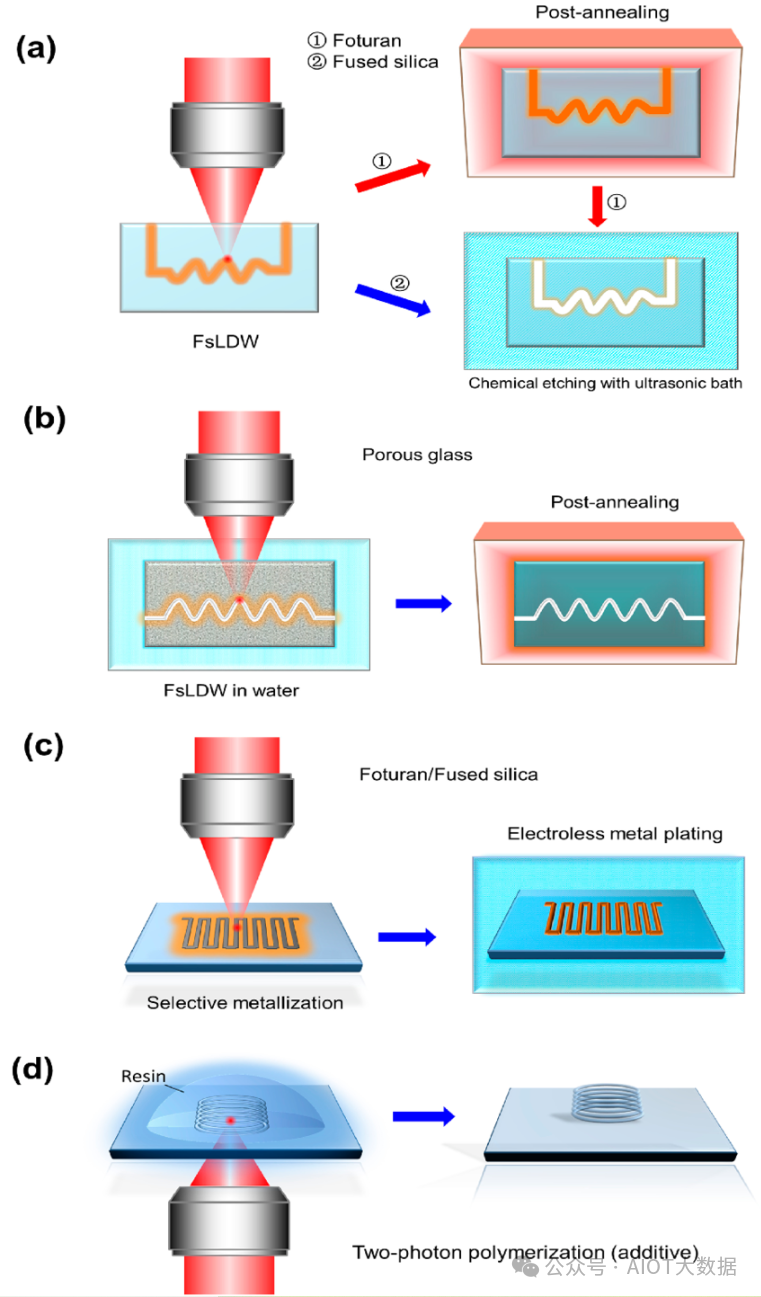
(a) Foturan 或熔融石英玻璃微流體結構的制造程序示意圖;(b) 多孔玻璃中的微米或納米流體結構;(c) 玻璃上的微電子結構;(d) 通過雙光子聚合 (TPP) 在玻璃基板上形成 3D 聚合物微米和納米結構。
利用了雙光子聚合技術在藍寶石表面制造聚合物微/納米結構。隨后,通過干法刻蝕將這些聚合物結構轉移到藍寶石基底上。這種方法不僅實現了在藍寶石非平面上的復雜結構制造,還確保了這些結構具有超平滑的表面。
由于干法刻蝕在圖形轉寫方面的極高保真性,結合飛秒激光加工技術,這種聯合方法在硬脆材料的微/納米結構制備上顯示出巨大的應用潛力。這種技術可以用于制造高精度的光學元件、微流控裝置、傳感器等,在光電子、生物醫學和高精度制造領域中具有廣泛的應用前景。這種結合了飛秒激光和干法刻蝕的工藝,為材料科學和微納加工領域開辟了新的可能性,特別是在需要高精度、復雜幾何形狀的應用中,如光子學設備、微電子器件和生物醫學傳感器等。
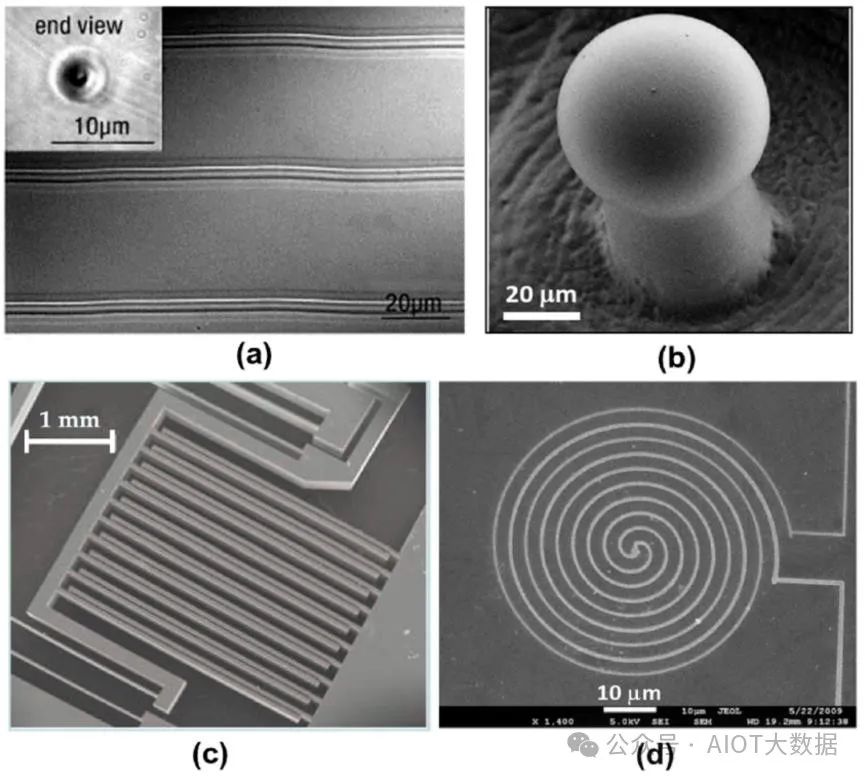
(a) 大塊玻璃內僅包含振蕩器的飛秒激光微加工波導的光學顯微照片。插圖顯示了波導的一個端面 [80](經 OSA 許可轉載。2001 美國光學學會);(b) 使用 FsLDW 在玻璃中制造的球狀光學微腔的 SEM 圖像 [104](經 OSA 許可復制。2013,美國光學學會);(c) 通過飛秒激光微加工結合化學蝕刻由單塊熔融石英制成的微執行器的 SEM 圖像 [105](經 AIP 許可轉載。2012,美國物理研究所);(d) 通過飛秒激光誘導化學鍍生產的玻璃基板上的圖案化銀微電路的 SEM 圖像 [106](經 Wiley 許可復制。2010 Wiley-VCH Verlag GmbH & Co. KGaA,Weinheim)。
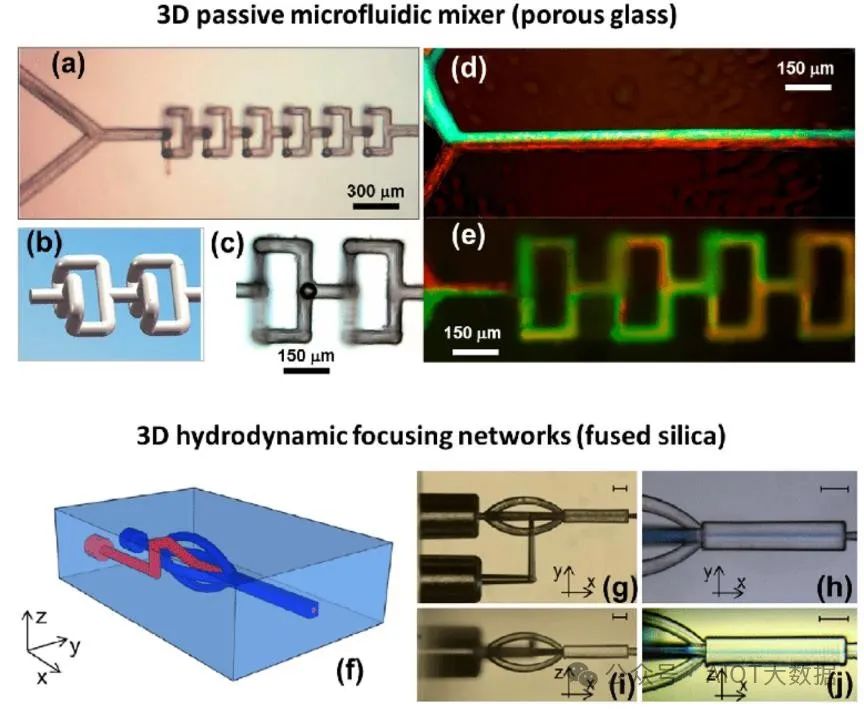
分別使用 FsLDW 在多孔玻璃中制造 3D 被動微流體混合器,在熔融石英中制造 3D 流體動力學網絡。(a) 微流體混合器的光學顯微照片;(b) 兩個混合單元的示意圖;(c) 兩個混合單元的俯視光學顯微照片。(d) 1D 和 (e) 3D 微流體混合實驗的熒光顯微鏡圖像(經 RSC 許可復制。2012 英國皇家化學學會);(f) 3D水動力聚焦網絡示意圖[95];(g) 所制造器件的頂視圖和 (i) 側視圖光學顯微照片;(h) 俯視圖和 (j) 側視光學顯微照片,顯示樣品/鞘壓力比為 0.55 時實現的水平和垂直方向的流動限制。(g–j) 中的比例尺代表 100 μm [120]。(經 RSC 許可轉載。2014 英國皇家化學學會)。
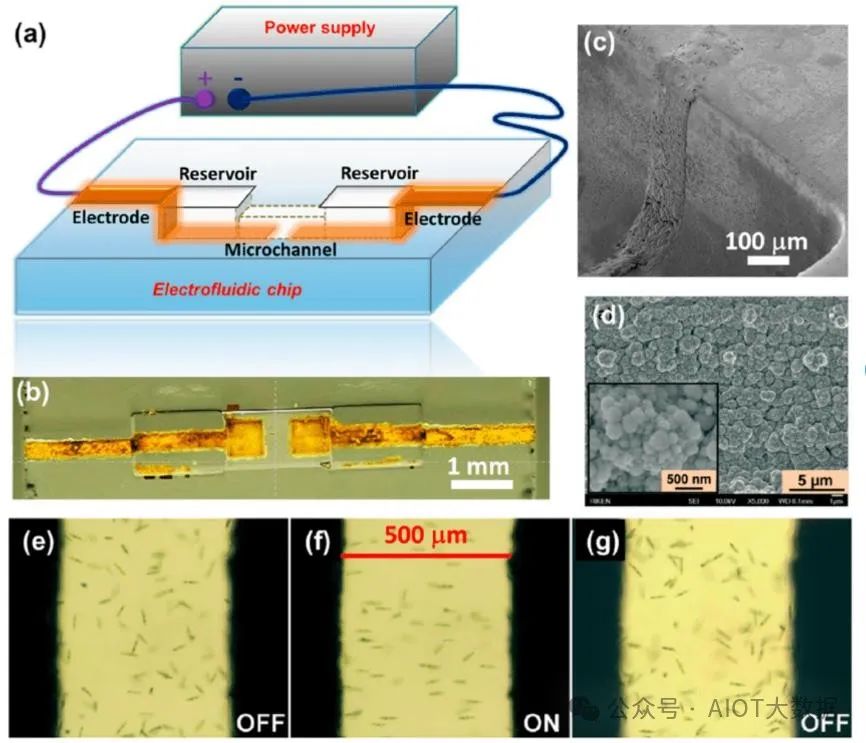
(a) 連接到外部電源的 3D 微流體結構中形成的電氣布線電路的示意圖;(b) 使用 FsLDW 在 Foturan 玻璃芯片中制造的電流體裝置的照片(由Jian Xu 提供);(c)化學鍍銅后350μm高側壁上金屬結構的45°傾斜SEM圖像;(d) 熔敷金屬微觀結構的 SEM 圖像。插圖顯示了更高放大倍率的圖像。在施加電場之前,微流體通道中眼蟲細胞的電定向(e);(f) 當施加電場(~20 Vp-p,0.9 MHz)時和 (g) 當電場關閉時。所有圖像中的電極間距均為 500 μm [99](經 RSC 許可復制。 2013 英國皇家化學學會)。
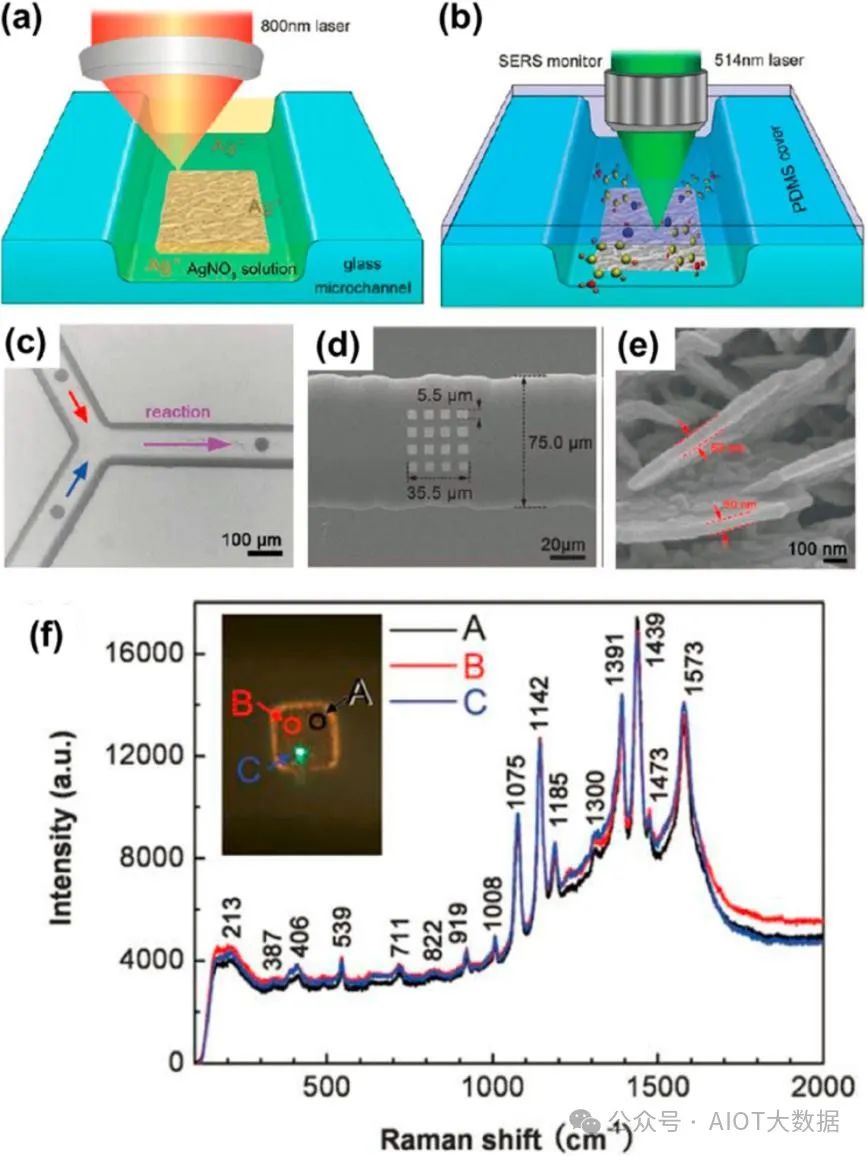
(a) 微流體通道內銀SERS基底的制造過程示意圖;(b) 可見光(514.5 nm)激發下目標分子檢測的應用;(ce) 集成到微流體通道中的銀 SERS 基底的 SEM 圖像;(f) 在插圖 [137] 光學顯微照片所示位置測量的對氨基苯硫酚 (p-ATP) 拉曼光譜(經 RSC 許可復制。 2011 英國皇家化學學會)。
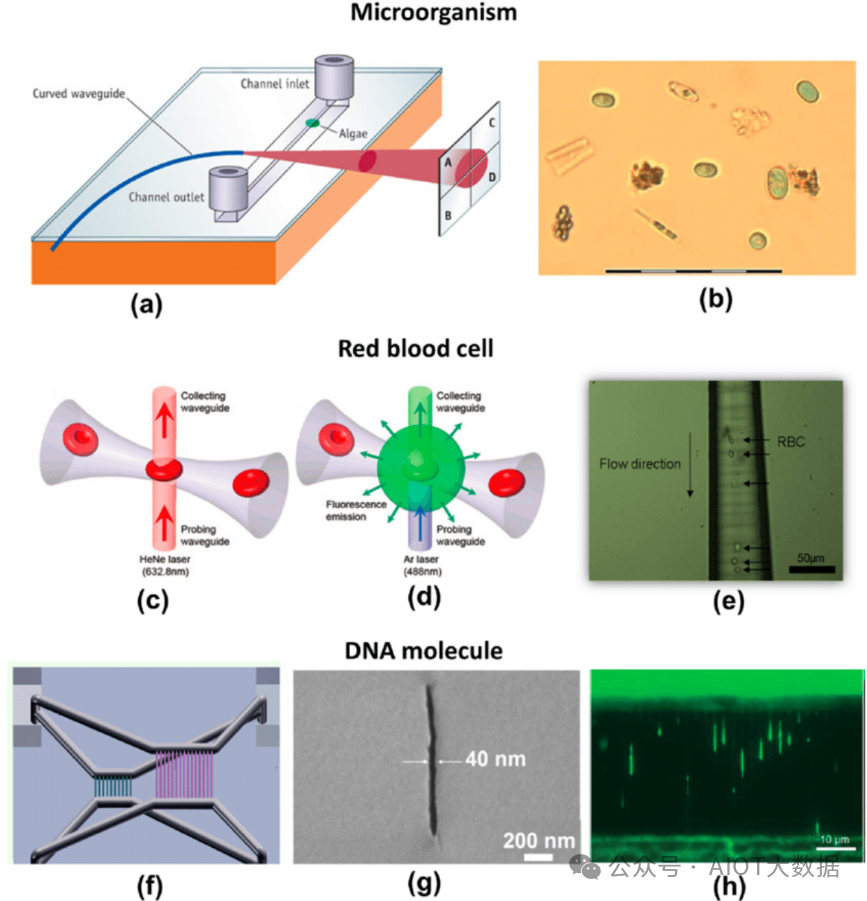
(a) 為藻類的快速篩選、實時監測和初步分類而設計的生物傳感器的示意圖;(b) 現場采集樣品中碎屑(其他藻類、植物物質)中實驗室培養的藍藻(綠色球體/橢圓形)的顯微照片。比例尺代表 100 μm [139](經 RSC 許可復制。 2012 英國皇家化學學會)。使用(c)透射率和(d)熒光發射進行細胞檢測的示意圖;(e) 紅細胞 (RBC) 穿過微通道,在流動中形成一條直線 [122](經 RSC 許可復制。 2009 英國皇家化學學會);(f) 用于 DNA 分析的 3D 納米流體裝置示意圖;(g) 多孔玻璃中制造的納米通道的橫截面 SEM 顯微照片 (h) 顯示寬度為 50 nm 的納米通道陣列中 λ-DNA 拉伸的熒光圖像 [96](經 RSC 許可復制。 2013 英國皇家學會化學)。
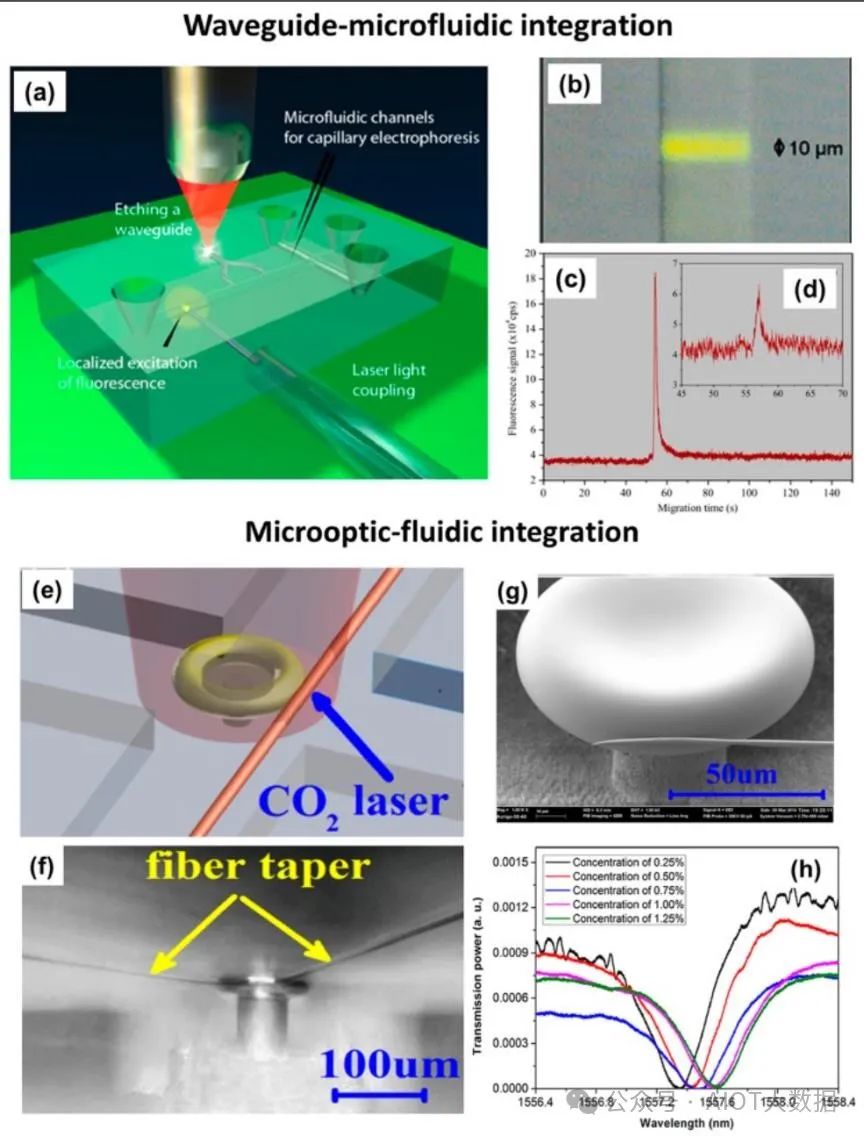
分別使用 FsLDW 進行波導-微流體集成和微光-流體集成。(a) 用于將光波導添加到用于毛細管電泳的芯片實驗室裝置的FsLDW方法的示意圖;(b) 光波導在微通道中激發的熒光信號的光學顯微照片。對應于 (c) 10 nM 和 (d) 1 nM 染料標記寡核苷酸的電泳圖,由片上檢測系統在分離通道末端測量[125](經 RSC 許可復制。2009 英國皇家化學會);(e) 將光纖錐度 CO2 激光焊接到 FsLDW 制造的微諧振器上的示意圖;(f) 焊接到側壁的光纖錐度的側視光學顯微照片。即使在彎曲時,光纖仍粘附在微環形線圈上。請注意,微環形線圈是在兩個開放通道的交叉點處制造的;(g) 焊接到微環側壁的光纖錐體的特寫 SEM 圖像;(h) 不同鹽濃度下約 1557 nm 處的光學吸收帶 [128](經 OSA 許可復制。2014 美國光學學會)。
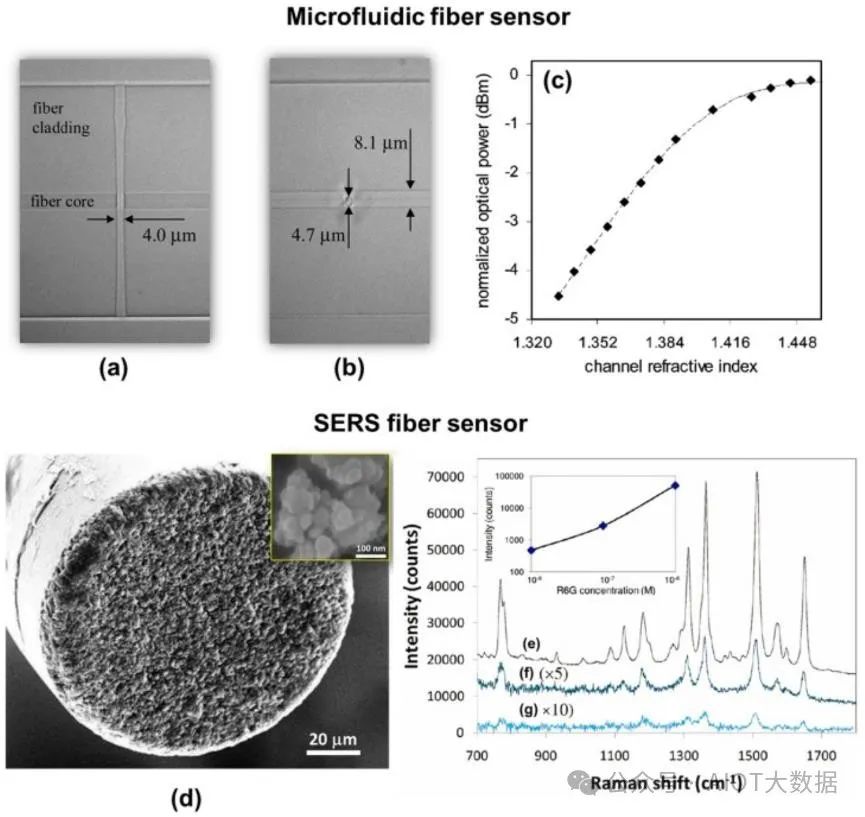
分別由 FsLDW 制造的基于微流體和表面增強拉曼散射 (SERS) 的光纖傳感器。(a–c) 在單模光纖中制造的微流體通道和 (d–g) 在多模光纖尖端上制備的 SERS 探針,用于傳感應用。光纖內微通道的 (a) 俯視圖和 (b) 橫截面圖的光學顯微照片;(c) 通過微流控光纖裝置傳輸的不同微通道折射率的歸一化光功率[143](經 OSA 許可復制。2006,美國光學學會);(d) 飛秒激光燒蝕光纖端面的 SEM 圖像。插圖顯示了涂覆在結構化表面上的銀納米粒子的 SEM 圖像。使用1米長光纖SERS探針獲得不同濃度R6G溶液的拉曼光譜:(e) 10?6 M;(f) 10?7 M(為方便查看而乘以5);(g) 10?8 M(為了便于查看,乘以 10)。插圖顯示了 1511 cm?1 處的 SERS 強度對 R6G 濃度的依賴關系 [103](經 OSA 許可轉載。2009 美國光學學會)。
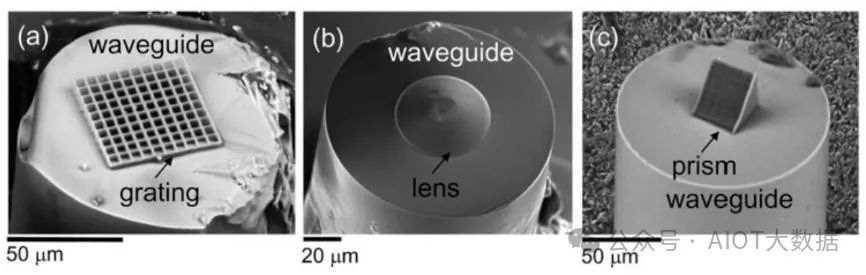
(a)傾斜微光柵的SEM圖像;(b) 微透鏡;(c) 使用 FsLDW 在光纖尖端上通過光聚合形成微棱鏡 [101](經 IOP 許可復制。2012,物理研究所)。
飛秒激光玻璃微加工已成為生產微流體傳感器的強大技術。特別是,它允許將不同的組件合并到單片芯片中,以創建新的令人興奮的功能。與現有技術相比,該方法基于超短持續時間的獨特MPA工藝,具有消除熱擴散、內部處理、亞衍射極限分辨率和多功能集成能力的優點。它已成功用于制造各種集成微流控傳感器,例如復雜的 3D 微流控和納米流控網絡、電流體和光流控傳感器、SERS 芯片和 LOF 器件。
為了滿足低損耗光學和平滑流體應用的要求,需要改進的方法來平滑多孔玻璃基板中制造的器件的內表面。現有的退火、氧/氫火焰拋光、CO 2激光回流等方法已經能夠制造光學透鏡和微諧振器的光滑表面以及較大直徑(即直徑數十微米)的微流體通道的光滑內壁。當微流體結構尺寸減小時,它們的效率會變得越來越低。此外,盡管多孔玻璃的橫向特征尺寸已達到λ/20,但在玻璃基板中創建全納米級尺寸的納米流體通道仍然具有挑戰性。使用 FsLDW 的選擇性金屬化預計將應用于各種傳感應用,例如電流體、SERS 傳感器和等離子體。然而,盡管側壁金屬化已被成功證明,但在封閉微流體通道中制造 3D 獨立式金屬結構尚未成功。
面對這些挑戰,必須尋找新的制造思路和方法,推動飛秒激光在微孔加工中的應用,以支持極端制造工藝的發展。例如:
通過雙光子吸收突破衍射極限:可以形成亞微米尺度的孔。
通過微光絲作用在電介質上:制造高深徑比的亞微米孔結構,進一步縮小制造尺度極限。
通過脈沖序列技術,可以實現對電子狀態的調控,控制光子的吸收、電子激發和自由電子密度的分布,延長能量吸收時間,避免電子過熱,同時瞬間改變材料的局部特性,從而大幅提高微納加工的精度、效率和可重復性。控制加工中的相變機理,抑制融化和重鑄,成為提高微孔加工質量的研究熱點,也是一項新的理論和實驗挑戰。
飛秒激光微孔加工多種工藝的共同發展
直接微孔加工:在材料表面使用飛秒激光直接加工微孔。飛秒激光的非線性吸收特性也使其適用于在透明材料內部制造三維微孔結構。
液體輔助加工:通過在透明介質的后表面直接燒蝕來制造微孔,液體可以清除加工產生的碎屑,且激光在傳播過程中不受微孔或等離子體的影響,形成錐度極小的深孔。超聲輔助和光束整形等方法可以進一步優化加工效果。
飛秒激光輔助濕法刻蝕:首先用飛秒激光在透明介質內部進行改性處理,然后通過化學刻蝕來形成三維微結構。由于改性區域的刻蝕速度遠高于未改性區域,可以顯著提高微孔的深徑比。合理設計掃描路徑、能量和輔助結構,可以加工出任意長度且直徑均勻的微孔。此外,濕法刻蝕作為一種加工后處理方法,可以大大提高結構表面的光潔度,形成高質量的大深徑比微孔。然而,這種方法僅適用于透明材料,且需要考慮濕法刻蝕對特殊功能結構的潛在損害。
因此,多種工藝方法的共同發展是必要的,以應對不同需求,選擇合適且高效的加工方法,這是飛秒激光微孔加工研究的重點之一。這些應用場景顯示了飛秒激光在微孔加工領域的巨大潛力和廣闊前景。
由于穩定、可靠、高輸出功率的飛秒激光系統的發展,飛秒激光加工已經應用于汽車、電子和醫療領域的一些工業和商業應用。
越南激光設備市場迎來快速增長升級階級
越南的激光設備市場正處于快速增長階段,這主要得益于以下幾個關鍵驅動因素和行業趨勢:
1. 市場驅動因素
工業化和制造業增長
越南是東南亞制造業的熱點地區,吸引了大量外資。激光設備在制造業中的廣泛應用(如切割、焊接、打標等)推動了市場需求。
電子和半導體行業的擴張
越南電子制造業(如手機、家電和半導體領域)對高精度激光加工設備的需求持續增長。
政府支持與政策傾斜
越南政府鼓勵高新技術和智能制造的發展,減免相關進口關稅和提供投資優惠政策,吸引了眾多激光設備制造商進入市場。
汽車工業的發展
越南汽車市場近年來增長迅速,對激光切割和焊接設備的需求增加,特別是在新能源車(EV)領域。
2. 主要市場領域
金屬加工行業
激光切割設備廣泛應用于越南的機械和建筑行業,用于金屬板材加工。
電子制造
激光打標和微加工設備是越南電子工業不可或缺的一部分,特別是在高精度的PCB生產中。
醫療器械和美容行業
激光技術也被用于生產高精度醫療設備,同時美容激光設備在越南市場需求逐漸增長。
3. 主要市場參與者
國際品牌
大型國際激光設備制造商,如 IPG Photonics、TRUMPF、Coherent、Bystronic 等,已經進入越南市場,為高端需求客戶提供解決方案。
中國品牌
越南激光設備市場中,中國品牌如銳科激光、大族激光、華工激光等,憑借性價比高的產品,已占據重要市場份額。
本地供應商
越南本地制造商和分銷商也開始涉足激光設備市場,但主要集中在中低端產品領域。
4. 面臨的挑戰
技術依賴
目前越南本地企業在激光技術的研發和制造上仍依賴進口。
價格競爭
中國激光設備廠商的低價競爭使得國際品牌和本地企業面臨利潤壓力。
技術人才不足
越南在高精密激光設備操作和維護方面的專業技術人才相對短缺。
5. 未來趨勢
高端化和自動化需求
隨著工業升級,越南市場對高功率、全自動化激光設備的需求將進一步增長。
本地生產能力增強
越南會吸引更多激光設備制造商設立本地工廠,從而降低設備成本和縮短交付時間。
行業多元化
激光技術的應用將逐漸擴展至新能源、航天、醫療等新興領域。
出口潛力
越南作為東盟的重要成員國,有望成為激光設備出口的區域樞紐。
-
激光
+關注
關注
19文章
3226瀏覽量
64628 -
CPA
+關注
關注
0文章
14瀏覽量
11430
原文標題:技術前沿: 一文看懂飛秒激光的原理與應用
文章出處:【微信號:深圳市賽姆烯金科技有限公司,微信公眾號:深圳市賽姆烯金科技有限公司】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
利用光譜法測量飛秒激光脈沖寬度研究
近視激光手術:準分子、飛秒、全飛秒的區別解析









 工商網監
工商網監
評論