 激光自動錫球焊錫機:解決貼片元件自動焊接難題的關鍵
激光自動錫球焊錫機:解決貼片元件自動焊接難題的關鍵
0引言
錫焊技術有著悠久的發展歷史,至今已逾兩千多年。近年來,隨著表面貼裝技術(SMT)的持續進步,電子工業接合技術迎來了廣闊的發展空間。在集成電路(LC、LSI)領域,電阻、電感等片狀元件在印制板上的實裝都是通過錫焊完成的。然而,隨著錫焊對象體積不斷縮小,新的問題層出不窮,這些問題是傳統錫焊未曾面臨的。特別是焊料成分、熔點、純度、形狀、供給方法以及加熱方法等一系列工藝影響因素,都對錫焊質量有著至關重要的影響。在焊接過程中,必須巧妙利用熔融焊料的表面張力和潤濕等特性,才能實現精確接合。在電子裝配環節,錫焊的精度、一致性以及可靠性是核心關注點。手工焊存在焊點質量不穩定、工作效率低下、工作質量差等問題,而激光自動焊錫機為提升錫焊質量提供了新的途徑。基于此,自動化錫焊技術成為必然發展趨勢,電子裝配也必然朝著精細化、高密度方向發展。
1 焊接裝置的選定
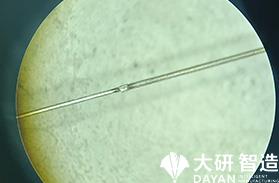
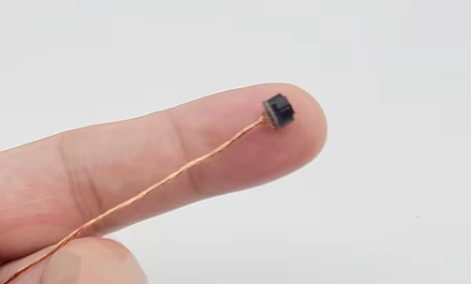
以“微波接插件自動化生產線”這一實際項目為例,本項目中待加工生產的產品形狀為腔體(如圖1所示)。
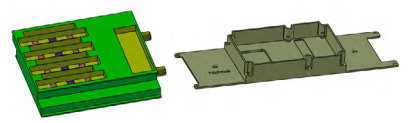
圖1 焊接樣件展示
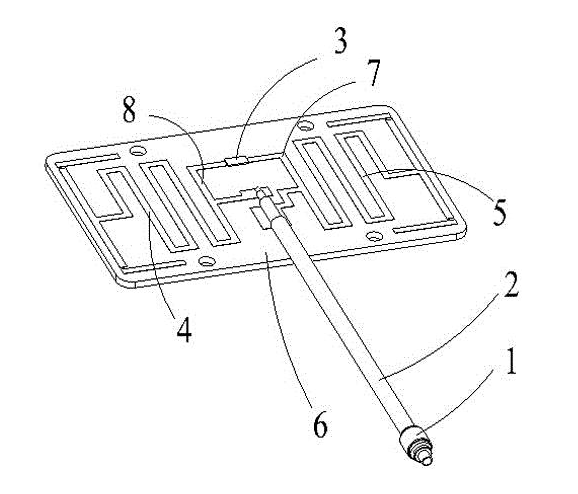
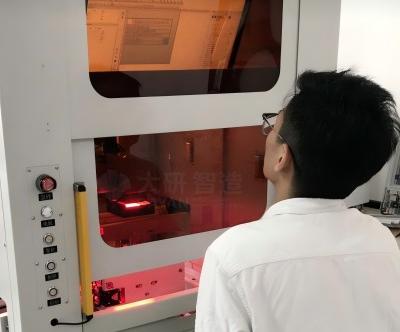
由于待焊接加工點位處于腔體內,使得焊接難度顯著增加,傳統的自動貼片機無法在這種腔體環境下正常工作。因此,我們選擇三軸高精度自動焊錫設備,并附帶自動焊接系統和視覺系統的組合來開展相應的焊接工作,從而構成基于精密焊接的自動化錫焊系統。這種設備的作業動作具有可調節性,能夠應對多種多樣的焊接要求(設備示意圖如圖2所示)。該系統中的激光自動錫球焊接系統能夠精確控制焊接參數,如激光功率;視覺系統則可以對焊接點位進行精準定位和檢測,確保焊接的準確性和一致性。

圖2 激光自動錫球焊接機設備展示
2 自動焊接難點及解決
2.1拉尖問題及解決

在手動焊接過程中,每個焊點焊接完畢后,操作人員可以手動清理烙鐵頭上殘留的焊錫,從而保證下一個焊點不會出現拉尖現象。但在基于機器人的自動化錫焊工作中,無法進行人工擦拭。在激光自動錫球錫焊系統中,由于焊材是定量大小的錫球,不存在傳統焊錫的拉尖問題。
對于傳統的烙鐵頭焊錫方式,在幾個焊點焊接完成后,烙鐵頭上會有一定的死錫積累。當遇到下一個焊點是小焊盤且對烙鐵頭上死錫殘存量要求極為苛刻時,需要對準烙鐵頭焊接面強力吹風進行吹錫處理,以此達到清理效果,避免因殘存死錫而影響下一個焊點的焊接效果。
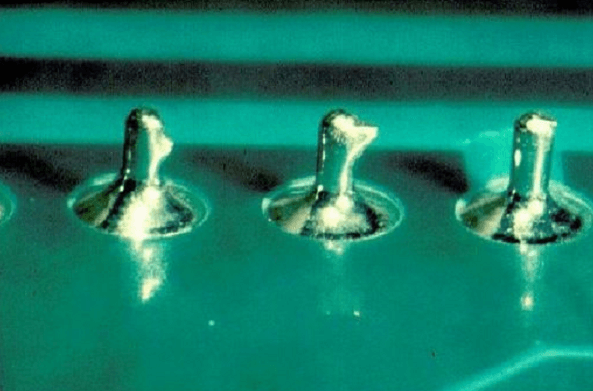
在進行大焊盤的點位焊接時,傳統烙鐵焊錫由于需要增加送錫量,不可避免地要延長焊接時間。這會導致焊錫流淌到焊盤邊緣的時間變長,隨著焊錫溫度降低或者其中助焊劑成分的揮發,就會產生拉尖現象。并且,長時間的焊接會使器件受熱影響增大。針對這種情況,采用拖焊的方式可以有效改善焊接質量。而激光自動錫球焊錫機則無需擔憂此類問題,其通過精確控制錫球的供給和激光能量,能夠在短時間內完成大焊盤的高質量焊接,避免了因焊接時間過長導致的拉尖問題。
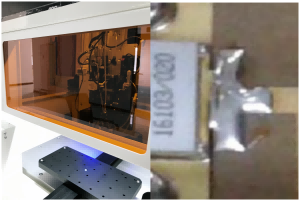
圖3 焊接設備及焊接效果圖
2.2 虛焊問題及解決
在對較小焊盤點位進行焊接時,由于焊盤面積小,送錫量也隨之減少。傳統的烙鐵頭焊錫為了保證焊接質量,不僅要在焊前進行吹錫以去除死錫,還需要采取特殊處理措施來防止漏焊、虛焊現象。因為熔融焊料的表面張力會使熔融焊料立即聚結成圓珠狀的液滴。
在焊接工作過程中,錫絲首先送到高溫的烙鐵頭上熔融,然后流到焊盤上完成焊接。但是,較少量的熔融焊料自身重力過小,如果無法克服表面張力,就會導致焊料不能順利流淌到焊盤上,從而形成虛焊、漏焊現象,并且還會影響下一個焊點的焊接工作。為解決這一問題,傳統烙鐵頭焊錫需要注意對送錫速度和時間進行嚴格控制,同時在錫絲一端形成助焊劑球,以此增加焊料的潤濕性能,降低其表面張力,使焊料能夠順利流淌到焊盤上完成焊接。
作為先進的激光工藝,激光自動錫球錫焊系統特別適合微小焊盤的焊接。在該系統中,激光能量精確聚焦在焊接部位,使錫球迅速熔化并在表面張力和潤濕作用下均勻地鋪展在焊盤上,與元器件引腳形成良好的連接。其精確的能量控制和錫球供給機制能夠有效避免因焊料不足或分布不均導致的虛焊問題,確保每個焊點的質量。

這里對潤濕現象進行定量解釋。分子由原子組成,而原子由帶正電的原子核和繞核運動的帶負電的電子組成。分子之間既存在靜引電力(包括引力和斥力)和運動電荷間的磁力,又存在萬有引力。這些力的綜合作用決定了焊料在焊盤上的潤濕情況。
在激光自動錫球焊錫過程中,通過優化激光參數,可以調節焊接區域的溫度和能量分布,從而影響這些力的平衡,實現更好的潤濕效果,提高焊接質量。


激光自動錫球焊錫機精密焊接案例展示
2.3 金脆問題及解決
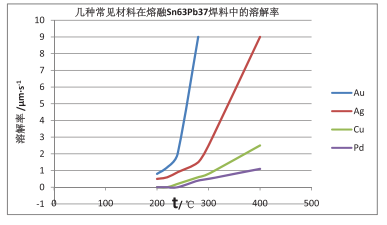
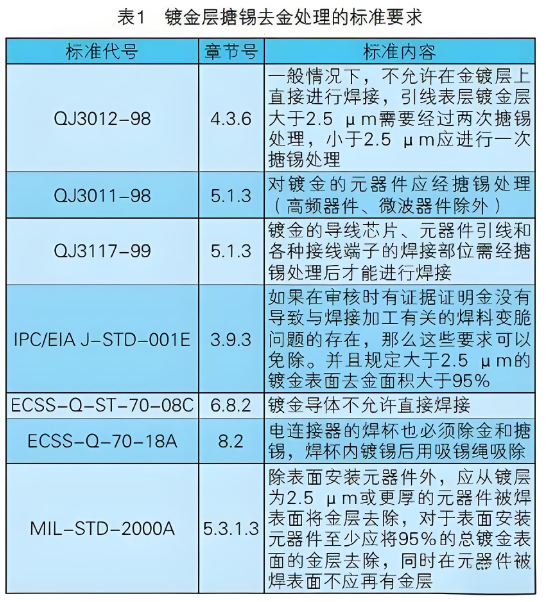
在本項目中,一些待焊接元器件引腳含有鍍金成分。在焊接時,金與鉛錫焊料的相容性非常好,金在熔融狀態下的錫鉛合金中屬于可熔金屬。從幾種常見材料在錫鉛料中的溶解情況(如下表所示)可以看出,金在錫鉛焊料中最先溶解,形成金錫合金。
在室溫范圍內,金-錫(Au-Sn)擴散中至多可能出現的中間相依次為:β(Au10Sn),ζ,ζ'(Au5Sn),δ(AuSn),ε(AuSn2),η(AuSn4)。從擴散動力學角度解釋,先是Au在Sn中通過間隙擴散機制進行快速擴散,其次AuSn4結構與Sn晶格較接近,只是Au處于間隙位置同時產生了一定缺陷,發生Sn-AuSn4相變得阻力較小,所以AuSn4相的形核與長大可以容易且快速地發生。對于AuSn4相的生長過程,主要受Au進入Sn的晶界擴散所控制,會出現層狀或羽狀生長。Au-Sn化合物的維式硬度達到750,僅次于玻璃,硬脆性較高,合金焊點承載能力有限,會使結合部的性能變脆,力學強度下降,產生金脆現象。因此,需要進行去金處理以降低金的相對濃度。
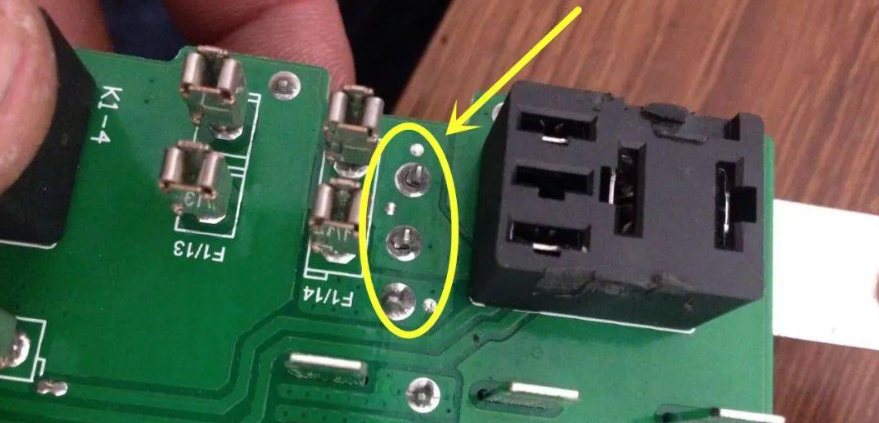
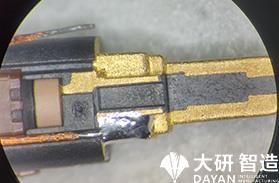
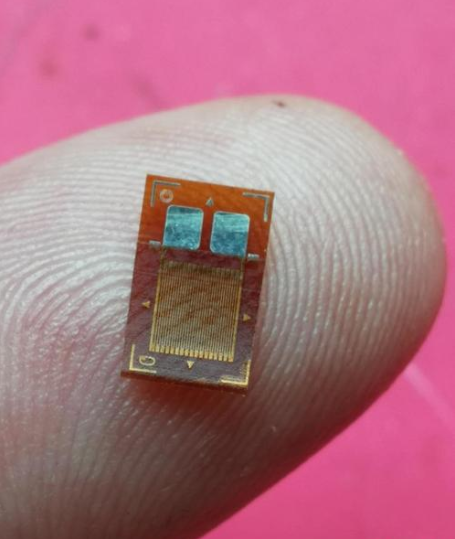
對于元器件的引線,本項目采用浸錫法去金處理,使用流動的焊料溶液來實施。在操作過程中,搪錫去金的溫度和時間是關鍵工藝參數,需要進行嚴格控制,以免對元器件造成損壞。通過對搪錫前后效果進行對比(如圖5所示),可以清晰地看到去金處理對改善焊接質量的顯著效果,有效避免了金脆問題對焊點性能的影響。

3 結束語
本文詳細介紹了激光自動錫球焊錫設備在工作中影響焊接質量的幾個關鍵因素,包括拉尖、虛焊和金脆問題,并針對這些問題提出了相應的解決方法。通過巧妙利用熔融焊料的表面張力和潤濕現象,以實際項目為背景,詳細列舉了現場出現的狀況并給出了解決方案。經過大量的焊接實踐工作驗證,該設備的焊接結果可靠、穩定,完全符合要求,為提高貼片元件自動焊接質量提供了有力保障,展現了激光自動錫球焊錫機在電子制造領域的巨大應用潛力。在未來的研究中,可以進一步探索優化激光焊接參數和工藝,以應對更復雜的焊接場景和更高質量要求的電子裝配任務。
本文由大研智造撰寫,專注于提供智能制造精密焊接領域的最新技術資訊和深度分析。大研智造是集研發生產銷售服務為一體的高精度激光錫球焊錫機技術廠家,擁有20年+的行業經驗。想要了解更多關于激光焊錫機在智能制造精密焊接領域中的應用,或是有特定的技術需求,請通過大研智造官網與我們聯系。歡迎來我司參觀、試機、免費打樣。
審核編輯 黃宇
-
激光
+關注
關注
19文章
3204瀏覽量
64493 -
焊錫
+關注
關注
0文章
264瀏覽量
18173 -
貼片元件
+關注
關注
11文章
73瀏覽量
19027
發布評論請先 登錄
相關推薦
解析大研智造激光錫球焊錫機助力醫療設備精密焊接的獨特優勢
假焊?連錫?焊點不飽滿圓潤?焊盤尺寸太小?焊接效率低下?來看看大研智造激光錫球焊錫機!

大研智造激光錫球焊錫機:提升 PCB 模塊天線焊接質量的關鍵法寶
大研智造激光錫球焊錫機:微型稱重傳感器/應變片引線焊接的得力助手
大研智造激光錫球焊錫機:攻克精密焊接難題的“利器”

大研智造焊錫機廠家 解析激光錫球焊錫機如何賦能U盤制造
激光錫球焊錫機助力充電線圈高質量焊接

解析大研智造激光錫球焊錫機在SMP微型電連接器焊接的優勢(下)
大研智造 探秘激光錫球全自動焊錫機在耳機端子制造中的應用方案

大研智造 激光錫球全自動焊錫機:如何為微風扇電路板焊接保駕護航?
大研智造激光自動錫球焊錫機——電子制造領域的卓越之選
激光錫球焊接機植球工藝在半導體行業的崛起
大研智造 精密焊接,精準未來:激光錫球焊接技術的優勢剖析


大研智造激光錫球焊接:革新PCBA焊接技術






 工商網監
工商網監
評論