 尺寸公差、形位公差、表面粗糙度的區別和聯系及選擇方法
尺寸公差、形位公差、表面粗糙度的區別和聯系及選擇方法
一、尺寸公差、形位公差、表面粗糙度數值上的關系
1、形狀公差與尺寸公差的數值關系
當尺寸公差精度確定后,形狀公差有一個適當的數值相對應,即一般約以50%尺寸公差值作為形狀公差值;儀表行業約20%尺寸公差值作為形狀公差值;重型行業約以70%尺寸公差值作為形狀公差值。由此可見.尺寸公差精度愈高,形狀公差占尺寸公差比例愈小所以, 在設計標注尺寸和形狀公差要求時,除特殊情況外,當尺寸精度確定后,一般以50%尺寸公差值作為形狀公差值,這既有利于制造也有利于確保質量。
2、形狀公差與位置公差間的數值關系
形狀公差與位置公差間也存在著一定的關系。從誤差的形成原因看,形狀誤差是由機床振動、刀具振動、主軸跳動等原因造成;而位置誤差則是由于機床導軌的不平行,工具裝夾不平行或不垂直、夾緊力作用等原因造成,再從公差帶定義看,位置誤差是含被測表面的形狀誤差的,如平行度誤差中就含有平面度誤差,故位置誤差比形狀誤差要大得多。因此,在一般情況下、在無進一步要求時,給了位置公差,就不再給形狀公差。當有特殊要求時可同時標注形狀和位置公差要求,但標注的形狀公差值應小于所標注的位置公差值,否則,生產時無法按設計要求制造零件。
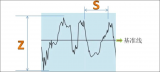
3、形狀公差與表面粗糙度的關系
形狀誤差與表面粗糙度之間在數值和測量上盡管沒有直接聯系,但在一定的加工條件下兩者也存在著一定的比例關系,據實驗研究,在一般精度時,表面粗糙度占形狀公差的1/5~1/4。由此可知,為確保形狀公差,應適當限制相應的表面粗糙度高度參數的最大允許值。
在一般情況下,尺寸公差、形狀公差、位置公差、表面粗糙度之間的公差值具有下述關系式:尺寸公差>位置公差>形狀公差>表面粗糙度高度參數
從尺寸、形位與表面粗糙度的數值關系式不難看出, 設計時要協調處理好三者的數值關系, 在圖樣上標注公差值時應遵循:給定同一表面的粗糙度數值應小于其形狀公差值; 而形狀公差值應小于其位置公差值;位置各差值應小于其尺寸公差值。否則,會給制造帶來種種麻煩。可是設計工作中涉及最多的是如何處理尺寸公差與表面粗糙度的關系和各種配合精度與表面粗糙度的關系。
一般情況下按以下關系確定:
1、形狀公差為尺寸公差的60%(中等相對幾何精度)時,Ra≤0.05IT;
2、形狀公差為尺寸公差的40%(較高相對幾何精度)時,Ra≤0.025IT;
3、形狀公差為尺寸公差的25%(高相對幾何精度)時,Ra≤0.012IT;
4、形狀公差小于尺寸公差的25%(超高相對幾何精度)時,Ra≤0.15Tf(形狀公差值)。
最簡單的參考值:尺寸公差是粗糙度的3-4倍,這樣最為經濟。
二、形位公差的選擇
1、形位公差項目的選擇
應充分發揮綜合控制項目的職能,以減少圖樣上給出的形位公差項目及相應的形位誤差檢測項目。
在滿足功能要求的前提下,應選用測量簡便的項目。如:同軸度公差常常用徑向圓跳動公差或徑向圓跳動公差代替。不過應注意,徑向圓跳動是同軸度誤差與圓柱面形狀誤差的綜合,故代替時,給出的跳動公差值應略大于同軸度公差值,否則就會要求過嚴。
2、公差原則的選擇
應根據被測要素的功能要求,充分發揮公差的職能和采取該公差原則的可行性、經濟性。
獨立原則用于尺寸精度與形位精度精度要求相差較大,需分別滿足要求,或兩者無聯系,保證運動精度、密封性,未注公差等場合。
包容要求主要用于需要嚴格保證配合性質的場合。
最大實體要求用于中心要素,一般用于配件要求為可裝配性(無配合性質要求)的場合。
最小實體要求主要用于需要保證零件強度和最小壁厚等場合。
可逆要求與最大(最小)實體要求聯用,能充分利用公差帶,擴大了被測要素實際尺寸的范圍,提高了效益。在不影響使用性能的前提下可以選用。
3、基準要素的選擇
(1)基準部位的選擇
1)選用零件在機器中定位的結合面作為基準部位。例如箱體的底平面和側面、盤類零件的軸線、回轉零件的支承軸頸或支承孔等。
2)基準要素應具有足夠的大小和剛度,以保證定位穩定可靠。例如,用兩條或兩條以上相距較遠的軸線組合成公共基準軸線比一條基準軸線要穩定。
3)選用加工比較精確的表面作為基準部位。
4)盡量使裝配、加工和檢測基準統一。這樣,既可以消除因基準不統一而產生的誤差;也可以簡化夾具、量具的設計與制造,測量方便。
(2)基準數量的確定
一般來說,應根據公差項目的定向、定位幾何功能要求來確定基準的數量。定向公差大多只要一個基準,而定位公差則需要一個或多個基準。例如,對于平行度、垂直度、同軸度公差項目,一般只用一個平面或一條軸線做基準要素;對于位置度公差項目,需要確定孔系的位置精度,就可能要用到兩個或三個基準要素。
(3)基準順序的安排
當選用兩個以上基準要素時,就要明確基準要素的次序,并按第一、第二、第三的順序寫在公差框格中,第一基準要素是主要的,第二基準要素次之。
4、形位公差值的選擇
總的原則:在滿足零件功能的前提下,選取最經濟的公差值。
根據零件的功能要求,考慮加工的經濟性和零件的結構、剛性,按表確定要素的公差值。并考慮以下因素:
同一要素給出的形狀公差應小于位置公差值;
圓柱形零件的形狀公差值(軸線的直線度除外)應小于其尺寸公差值;如同一平面上,平面度公差值應小于該平面對基準的平行度公差值。
平行度公差值應小于其相應的距離公差值。
表面粗糙度與形狀公差的大概的比例關系:通常,表面粗糙度的Ra值可取為形狀公差值的(20%~25%)。
對于以下情況,考慮到加工的難易程度和除主參數以外的其它因素的影響,在滿足零件功能的要求下,適當降低1~2級選用:
孔相對于軸;
細長比較大的軸和孔;距離較大的軸和孔;
寬度較大(大于1/2長度)的零件表面;
線對線和線對面的相對于面對面的平行度、垂直度公差。
5、形位未注公差的規定
為簡化制圖,對一般機床加工就能保證的形位精度,不必在圖樣上注出形位公差,形位未注公差按GB/T1184-1996的規定執行。大致內容如下:
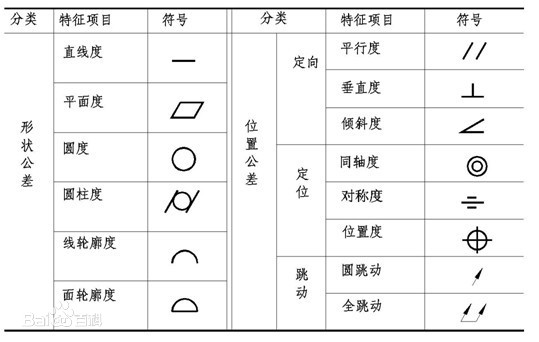
(1)對未注直線度、平面度、垂直度、對稱度和圓跳動各規定了H、K、L三個公差等級.
(2)未注圓度公差值等于直徑公差值,但不能大于徑向圓跳動的未注公差值。
(3)未注圓柱度公差值不作規定,由要素的圓度公差、素線直線度和相對素線平行度的注出或未注公差控制。
(4)未注平行度公差值等于被測要素和基準要素間的尺寸公差和被測要素的形狀公差(直線度或平面度)的未注公差值中的較大者,并取兩要素中較長者作為基準。
(5)未注同軸度公差值未作規定。必要時,可取同軸度的未注公差值等于圓跳動的未注公差。
(6)未注線輪廓度、面輪廓度、傾斜度、位置度的公差值均由各要素的注出或未注線性尺寸公差或角度公差控制。
(7)未注全跳動公差值未作規定。
6、形位未注公差值的圖樣表示
若采用GB/T1184-1996規定的未注公差值,應在標題欄或技術要求中注出標準及等級代號。
:“GB/T1184—K”。
圖樣上未標注“公差原則按GB/T 4249”的工作公差,應按“GB/T 1800.2-1998”的要求執行。
-
公差
+關注
關注
0文章
10瀏覽量
7867
原文標題:尺寸公差、形位公差、表面粗糙度數值上的關系,太有價值了
文章出處:【微信號:WW_CGQJS,微信公眾號:傳感器技術】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
白光干涉儀可以測曲面粗糙度嗎?
形位公差是什么?及測量各形位誤差的方法
光譜共焦在表面粗糙度檢測中的應用
什么是表面粗糙度?如何測量表面粗糙度?
什么是表面粗糙度?
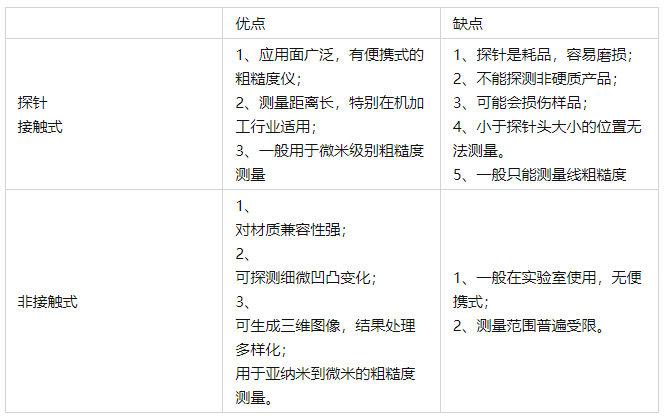
怎么選擇適用的測量粗糙度儀器
什么是表面粗糙度?
表面粗糙度您了解多少?


什么是表面粗糙度?表面粗糙度形成因素
表面粗糙度的評選及測量詳解





 工商網監
工商網監
評論