

本篇文章深入剖析電機產品的實際槽滿率問題。需要注意的是,存在一種由于生產限制而降低的槽滿率,這主要出現在使用針嘴式繞線機的電機中,因為這種設備需要預留針嘴操作的空間。 槽滿率的高低對電機的效率有直接影響,設計時理所當然地追求更高的槽滿率。然而,電機還需進行絕緣處理以確保其特性和安全,這個過程也會占據一部分槽空間。絕緣材料的厚度根據類型可以從0.18毫米到1.2毫米不等,較厚的絕緣層意味著實際的繞線空間減少。

絕緣層 繞線實踐中還需計入漆包線本身表面的絕緣漆層,它也會影響線圈的最終外徑。例如,原始直徑為1mm的銅線,加上絕緣層后可能達到1.1mm,造成約10%的尺寸落差。因此,生產繞線的規劃應基于漆包線的實際完成外徑,而非僅考慮導體的有效直徑。
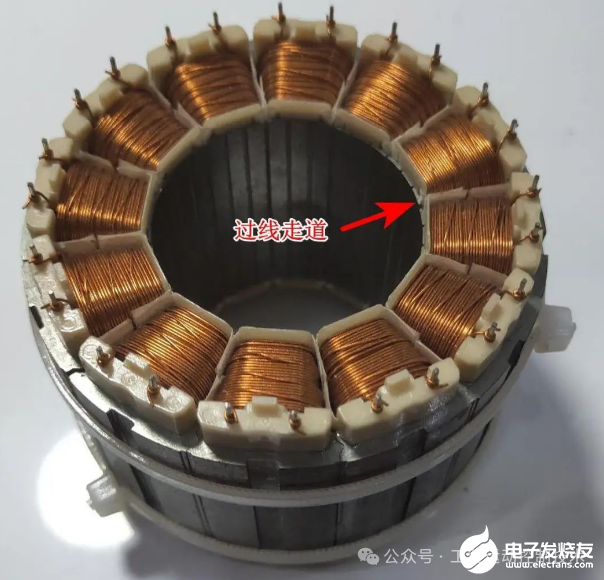
過線走道 在槽空間的實際應用中,線圈之間必須保留一定的間距,這里稱之為“走道”。如若不保留走道,后繞的線圈可能會與先繞的線圈沖突,運氣不好可能導致線圈損壞甚至短路。理想情況下,走道寬度是漆包線完成外徑的1.6倍,最小不低于一條完成線徑的尺寸。
繞線 總結實際的槽滿率,需要考慮絕緣厚度和走道空間。例如,絕緣處理占去了槽空間的28.5%,走道空間又占7.6%,總共減少了36.1%。實際槽滿率還需要減去漆包線絕緣層厚度所占的空間。 以一例,使用完成外徑1mm的漆包線,實際導體直徑為0.95mm,若一槽內可繞50圈,則完成外徑與有效導體面積的總空間差距為9.7%。因此,完整槽空間相對于漆包線有效導體空間的真實槽滿率僅為42.68%。這種計算方式顯示,實際槽滿率通常低于設計規劃,可能介于30%至50%之間。
電機定子 有效提升槽滿率需滿足以下基本條件: 1硅鋼片的絕緣尺寸盡可能薄。2漆包線的絕緣漆膜盡可能薄。3更細的線徑意味著可以減小走道空間。4線圈數減少可以提高漆包線有效導體的比例。
電機定子2 由于前兩點與安全法規相關,不能隨意更改。第四點與工作條件相關,通常是在確認線圈數之后,再盡可能加粗漆包線直徑,以提高電機的槽滿率和效率。因此,最適宜優化的是第三點,即減少或取消走道的需求。這就引入了龍骨電機的概念,采用一種創新的組裝方式,以實現最高的槽滿率。
重點:在電機的整體設計中,絕緣處理是一個至關重要的環節。只有在完成全面的絕緣規劃之后,才能得到真正完整的電機產品。
『科瑞特自動化技術』專業提供工業自動化運動控制技術及解決方案!
---(激光)焊接、拋光、噴涂、切割、直坐標機器人(桁架機械手)、等特種數控設備運動控制系統,(步進電機、伺服電機、驅動器、電源)。
審核編輯 黃宇
-
電機
+關注
關注
143文章
9207瀏覽量
147736
發布評論請先 登錄
相關推薦
有刷電機與無刷電機的區別工作總結

電機故障診斷常見誤區的剖析
深入剖析智芯傳感開口封封裝技術

永磁同步電機性能取得新進展:焊縫槽優化設計大幅提升效率

如何為不同的電機選擇合適的驅動芯片?納芯微帶你深入了解!

電阻率在電機設計中的作用 電阻率實驗的步驟和注意事項
深入剖析:封裝工藝對硅片翹曲的復雜影響

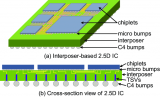
深入剖析2.5D封裝技術優勢及應用
槽型光電開關怎么接線
籠形異步電機采用什么槽
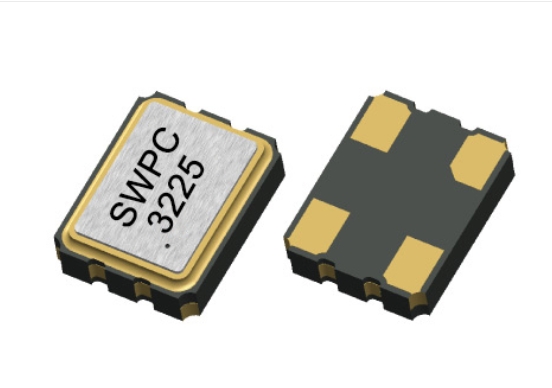
深入剖析石英 CMOS 振蕩器 PC3225 系列(1 to 200 MHz)的卓越性能
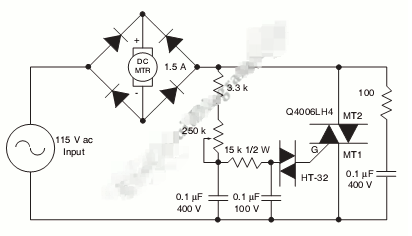
電機控制電路圖 電機控制方法及其原理





 工商網監
工商網監

評論