") 為什么推X-pin?X-pin和Hair-pin工藝有哪些區(qū)別?
為什么推X-pin?X-pin和Hair-pin工藝有哪些區(qū)別?
01#
為什么推X-pin?
聯合電子決定降低I-Pin端部直線段高度,從根本上解決I-Pin電機的核心問題,即開發(fā)X-Pin電機技術。X-Pin電機技術是在I-Pin技術上進一步升級開發(fā)而來,X-Pin工藝的目標重點便是在保證高槽滿率的前提下,降低I-Pin技術端部直線段高度,進而降低電機整體長度尺寸,節(jié)省銅線用量,提升電機效率的同時實現小型化,從而最大化實現I-Pin技術的優(yōu)勢。
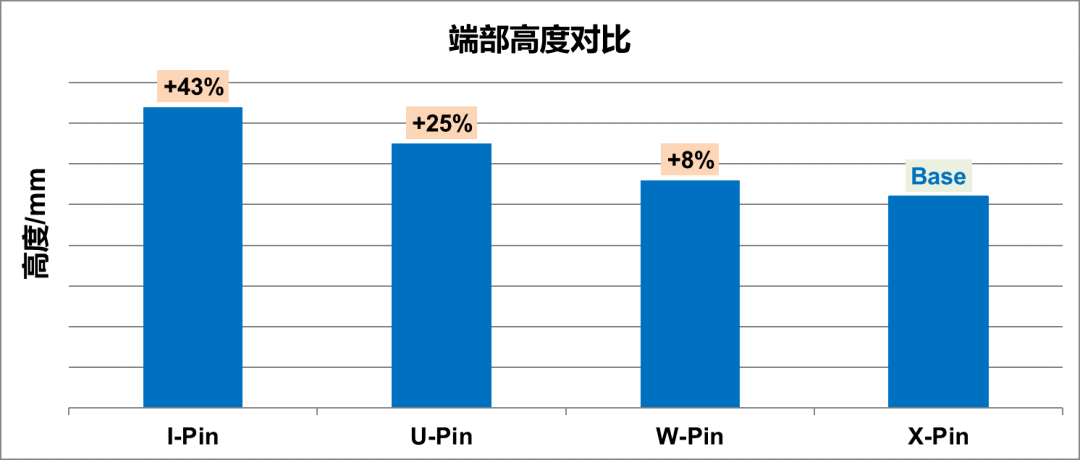
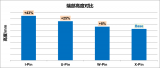
不同繞組技術的端部高度,來源:聯合電子
以聯合電子SMG220平臺為例,在相同的電磁方案下,X-Pin繞組相比I-Pin繞組可縮短43%,相比U-Pin( Hair-Pin)繞組可縮短25%,相比W-Pin(Wave-Pin,也就是S winding)繞組也可縮短8%,從而徹底改善I-Pin端部尺寸過大的劣勢。博格華納在原有Hair-Pin基礎上將產品升級為X-Pin工藝。
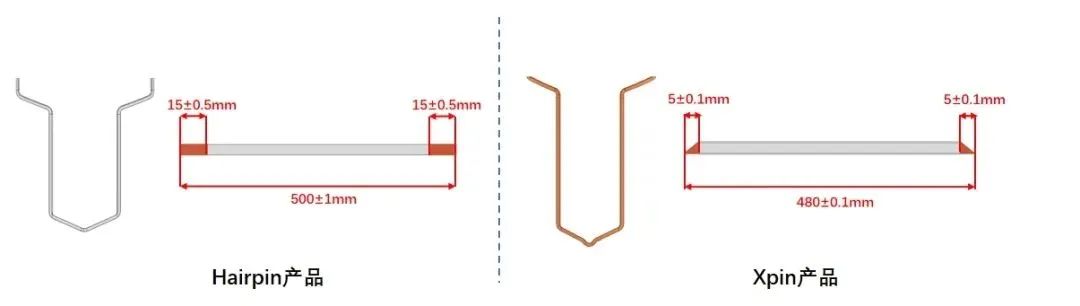
與Hair-Pin工藝相比,X-Pin插線端部尺寸沒有變化,焊接端部尺寸能夠降低5-10mm,進一步降低電機銅損損耗、提升電機效率。博格華納做了性能上的對比:同樣是270電機,采用X-Pin工藝的話,電阻大概在25 mΩ左右,采用Hair-Pin大概在27 mΩ左右,從這里可以看到,電阻可減少大概7%,銅損也有相應降低。
02#
X-pin和Hair-pin的工藝有哪些區(qū)別?
線成型
線成型工藝與傳統(tǒng)Hairpin成型差別不大,需重點關注成型精度,因為X-pin無切平工藝,成型后pin角一致性要求較高,因去漆長度僅需5mm左右,如機械去漆會導致斷面無法完全貼合,焊接漏激光,所以只能采用激光去漆方式。
劣勢:X-pin相對Hairpin精度要求高,對于設備是送線精度要求高,實現難度大。
優(yōu)勢:X-pin相對Hairpin節(jié)省銅損20mm以上,雙面去漆即可。
扭頭方式
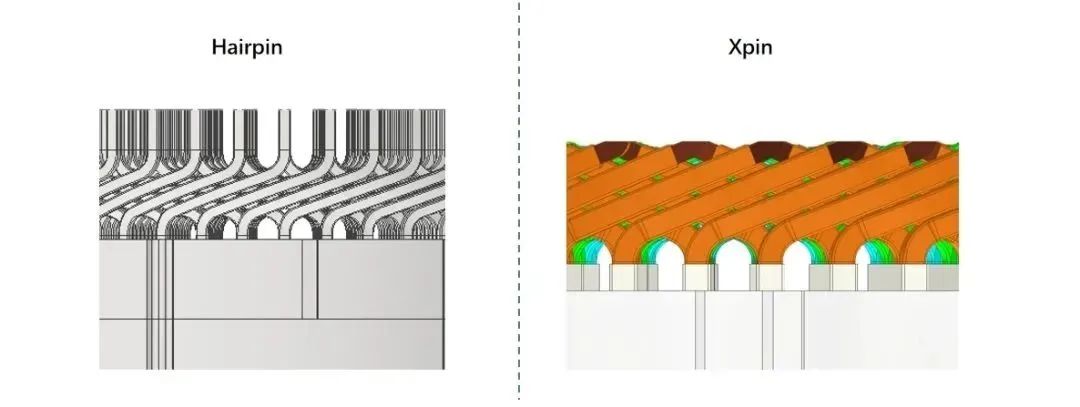
X-pin相對Hairpin扭頭最大的變化點是取消了直線段,無法實現入桶扭轉方式,并且因為無切平工藝,端部不是平面,如何實現扭轉且扭轉后的切面保持一致性是扭轉的關鍵。
需要用全新的扭頭工藝來保證扭頭后的切面一致性,以及扭轉回彈量的控制需要極高的設備精度以及算法補償。
焊接方式
Hair-pin和X-pin的焊接方式有所不同。
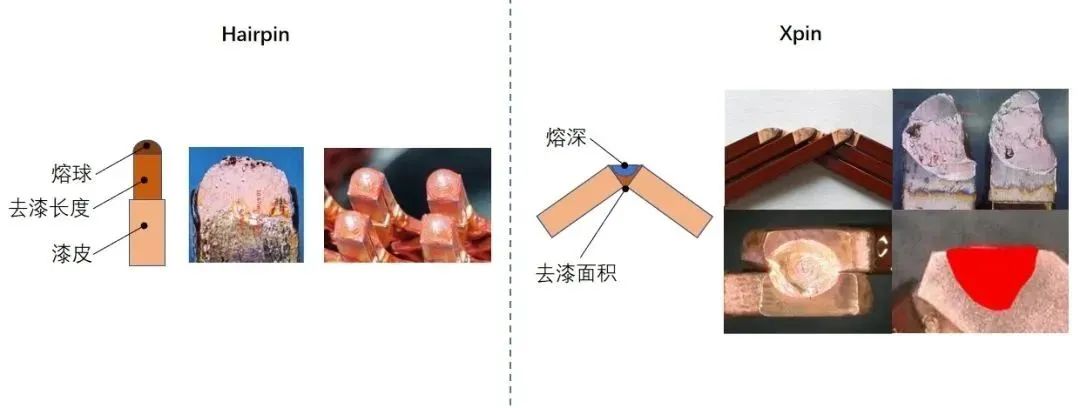
Hair-pin采用熱熔焊,端部形成焊球,熱影響區(qū)域較大,一般在8-10mm2左右,熔接面積為110%截面積作用,拉拔力一般800-1000N左右。
X-pin采用低溫焊,端部不再形成焊球,需向下穿透,熱影響區(qū)域要求小,熔接面積為80%截面積作用,拉拔力一般600-800N左右。
絕緣處理

Hair-pin采用浸漬漆+涂敷工藝即可保證絕緣性能及強度。
X-pin亦可采用浸漬漆+涂敷工藝,但X-pin的熔接面積及拉拔力相對于Hair-pin較低,所以絕緣處理方式建議采用強度更高的端部灌封工藝。這種工藝可以提高電機的絕緣性能和強度,同時也可以提高電機的可靠性。結語最后,X-pin電機相比Hair-pin電機具有更高的功率密度,生產工藝也相對簡單,提高了電機的效率。
同時,因為生產工藝的減少,導致X-pin電機制造設備的難度增加,X-pin電機設備需要更高的精度控制和更嚴格的工藝要求。
總結
最后,X-pin電機相比Hair-pin電機具有更高的功率密度,生產工藝也相對簡單,提高了電機的效率。
同時,因為生產工藝的減少,導致X-pin電機制造設備的難度增加,X-pin電機設備需要更高的精度控制和更嚴格的工藝要求。
隨著“雙碳”戰(zhàn)略的實施,綠色消費成為居民消費新趨勢,綠色低碳也成為汽車產業(yè)發(fā)展的重點方向,加快汽車產業(yè)向綠色轉型的步伐。
在這個大背景下,新能源電機技術的不斷發(fā)展和產線的不斷優(yōu)化,相信X-pin電機將成為未來新能源電機的新趨勢。
審核編輯:劉清
-
電機
+關注
關注
142文章
9040瀏覽量
145737 -
PIN
+關注
關注
1文章
305瀏覽量
24338
原文標題:X-pin和Hair-pin工藝有哪些區(qū)別?
文章出處:【微信號:EDC電驅未來,微信公眾號:EDC電驅未來】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
聯合電子X-Pin電機批量生產 X-Pin繞組技術比對解讀
Hair-pin銅制發(fā)卡繞組激光焊接方案
Check Pin Adapter QB-144-CA-01 Pin Header Cover(用于 80pin GK 和 GC 封裝)(R20UT1395XJ0100_CHECK_PIN_EJ)

Check Pin Adapter QB-144-CA-01 Pin Header Cover(for 64pin 國標封裝)(R20UT1380XJ0100_CHECK_PIN_EJ)
Check Pin Adapter QB-144-CA-01 Pin Header Cover(for 100pin 國標封裝)
Check Pin Adapter QB-144-CA-01 Pin Header Cover(for 52pin 國標封裝)(R20UT1387XJ0100_CHECK_PIN_EJ)
Check Pin Adapter QB-144-CA-01 Pin Header Cover(用于 64pin GC 和 GK 封裝)(R20UT1388XJ0100_CHECK_PIN_EJ)
Check Pin Adapter QB-144-CA-01 Pin Header Cover(for 64pin 國標封裝)(R20UT1425XJ0100_CHECK_PIN_EJ)
你知道Hair-pin、I-pin、S-winding、X-pin的區(qū)別嗎?

X-Pin及扁線油冷電機技術解析





 工商網監(jiān)
工商網監(jiān)
評論