 力控軟件與2臺200Smart之間無線以太網通信
力控軟件與2臺200Smart之間無線以太網通信
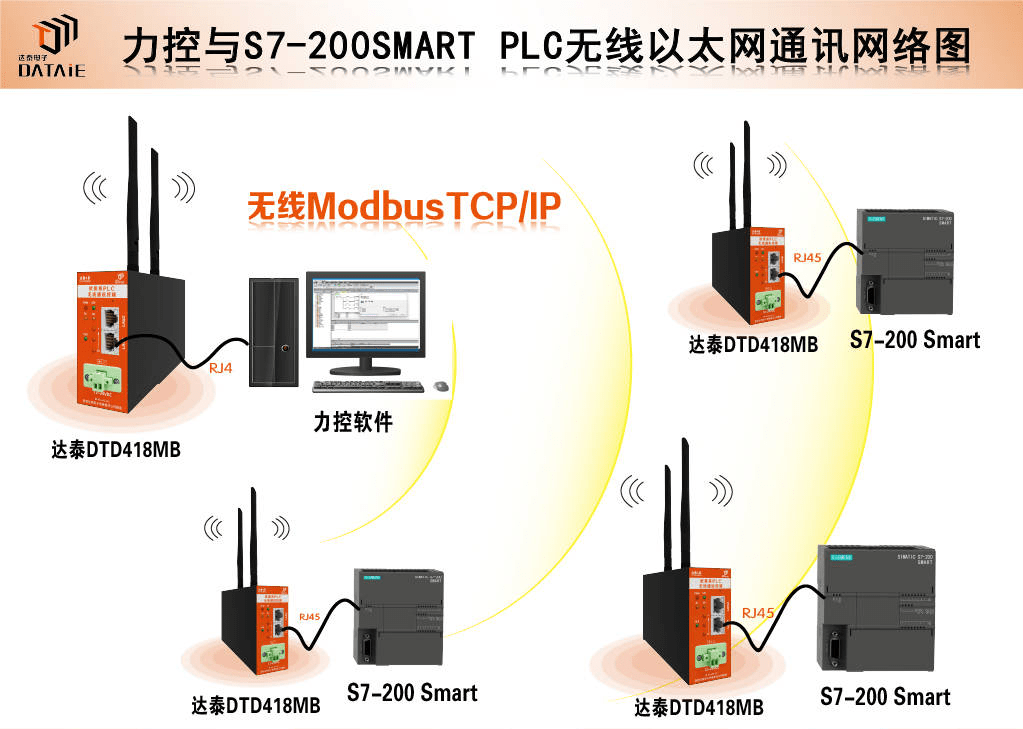
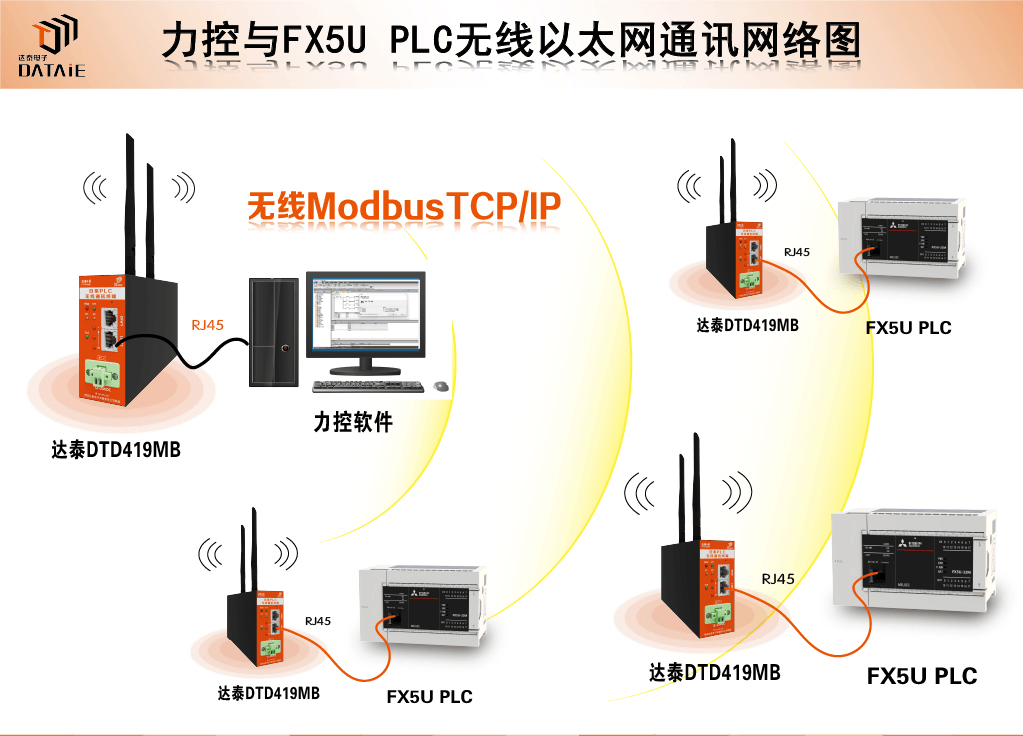
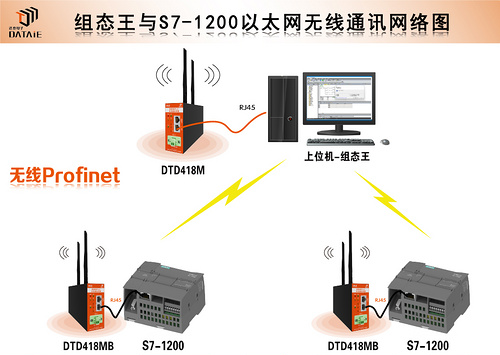
在實際系統中,車間里分布多臺PLC,需要用上位機軟件集中控制。通常所有設備距離在幾十米到上百米不等。用戶會選擇以太網方式是因為傳輸速度有保障,而選擇無線以太網方案是因為不想開挖電纜溝,或者布線不方便,不但施工麻煩也會徒增成本。這里所介紹的無線以太網方案通信距離從幾米到1公里,與布線施工的成本(材料、人工、時間)進行綜合比較的話,無線以太網是更為經濟和實施簡便的組網通訊方案。
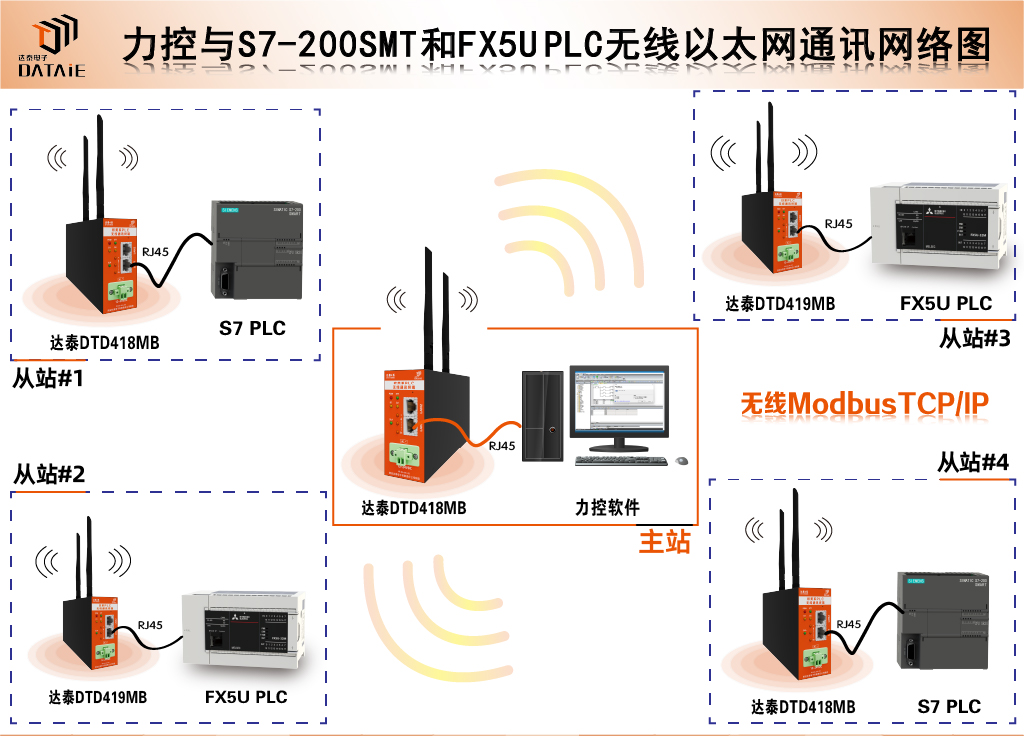
本方案以力控軟件和2臺西門子S7-200SMART為例,介紹力控與多臺 PLC的ModbusTCP/IP協議無線以太網通信實現過程。在本方案中采用了西門子PLC無線通訊終端DTD418MB,作為實現無線通訊的硬件設備。
一、方案概述
本方案中,用戶無需更改網絡參數和原有程序,也不必了解協議細節,通過歐美系PLC無線通訊終端 DTD418MB,即可直接替換力控與PLC之間有線以太網通訊,且穩定方便的實現PLC無線以太網通訊。
二、測試設備與參數
· 西門子PLC型號:S7-200Smart × 2臺
· 上位機:力控V7.1 × 1臺
· 無線通訊終端:DTD418MB × 3塊
· 主從關系:1主2從
· 通訊協議:ModbusTCP/IP協議
三、接線方式
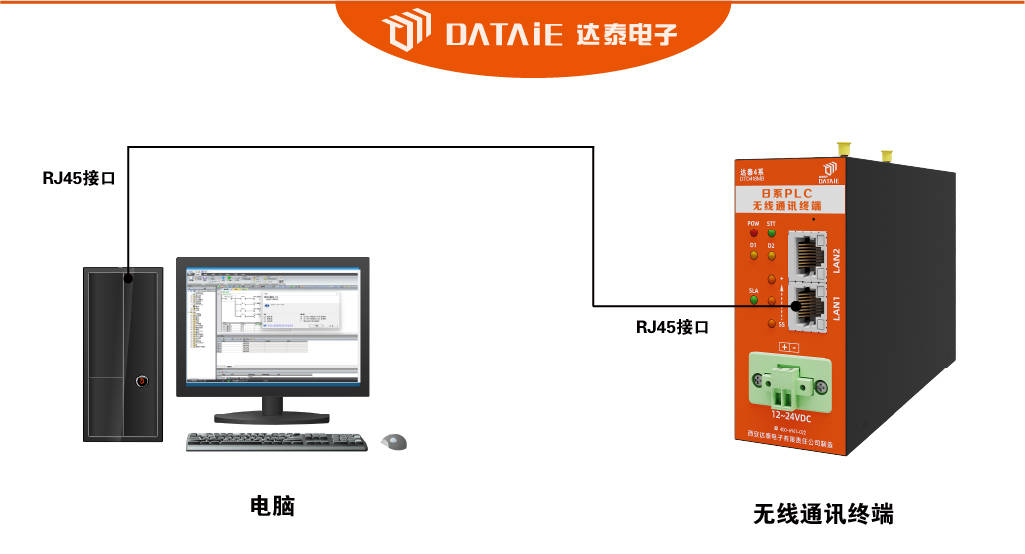
1. 上位機與DTD418MB接線
用一根通訊線,一端接入DTD418M的RJ45接口,另一端接入上位機的RJ45接口。
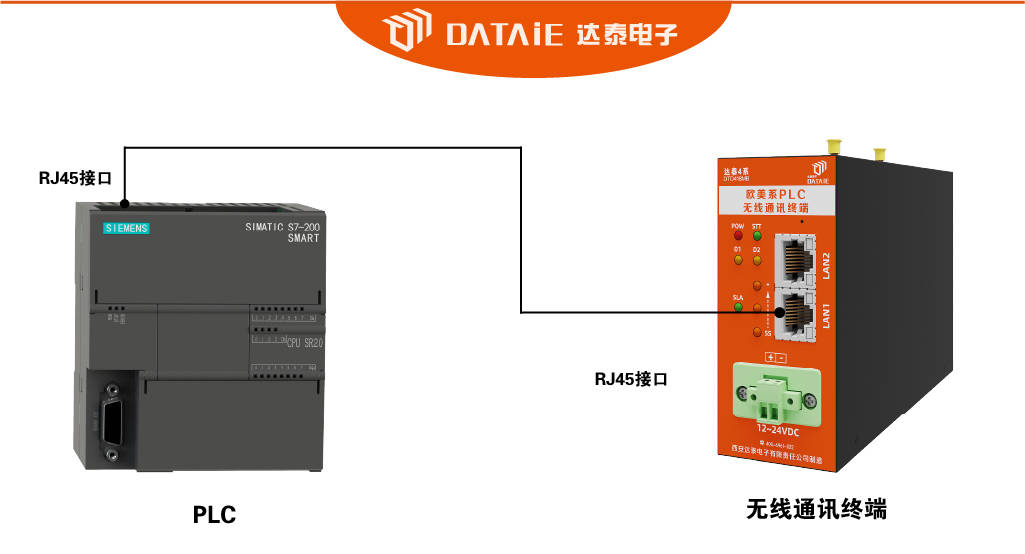
2. PLC與DTD418MB接線
用一根通訊線,一端接入DTD418M的RJ45接口,另一端接入S7-200SMART的RJ45接口。
四、力控組態參數設置及測試界面
1.打開相關文件夾
把該例程拷貝到力控軟件工程目錄下。
如下圖目錄所示路徑,搜索項目,啟動開發

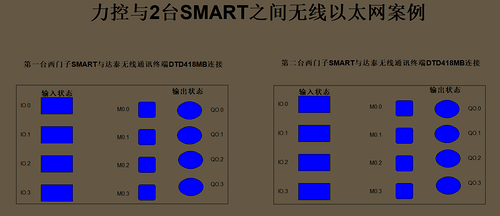
2.組態測試界面
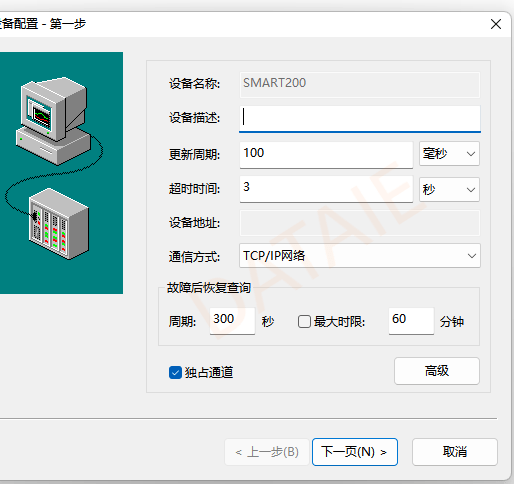
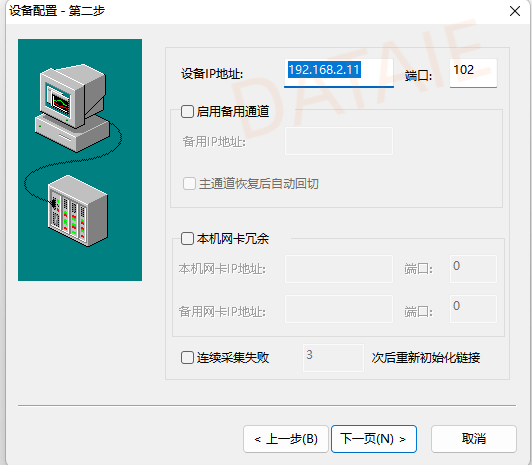
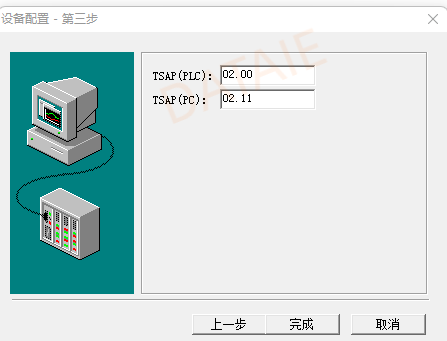
3.IO設備組態
選擇 S7-200 TCP協議。設備配置按如下步驟進行:
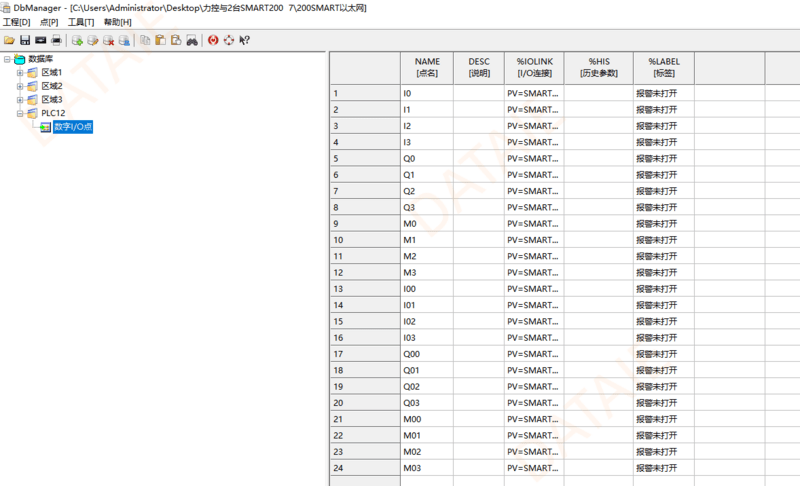
4.數據庫組態
分別為兩臺200SMART進行變量組態
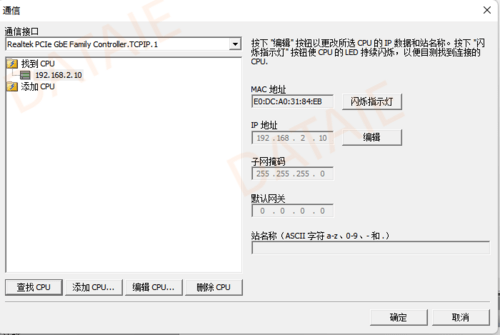
五、PLC參數設置
1. IP地址的更改
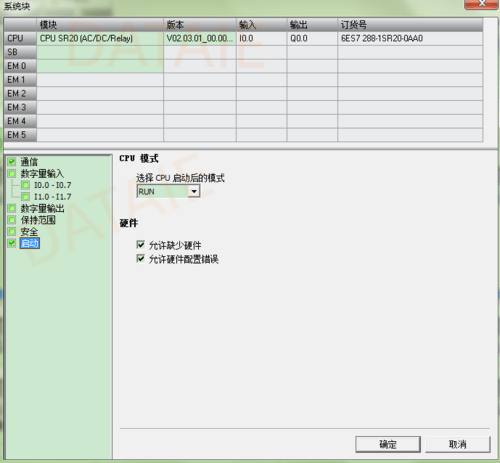
2.CPU模式選擇:RUN
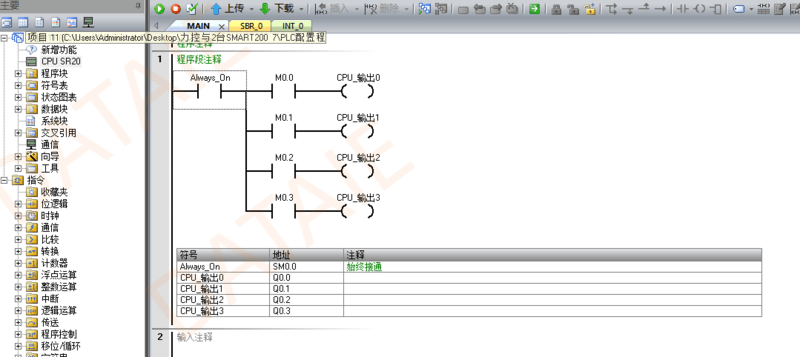
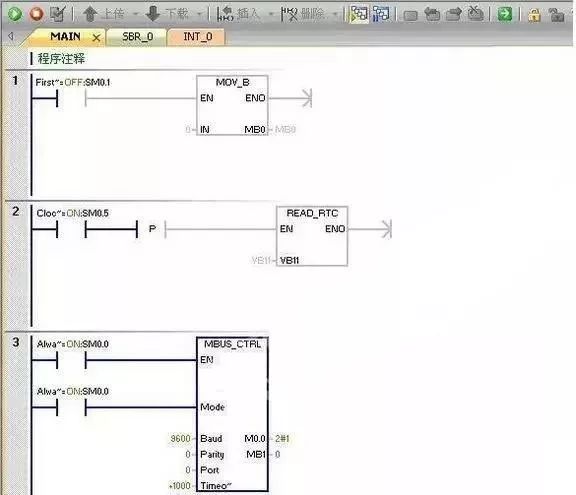
3.200SMART的程序
六、測試方法
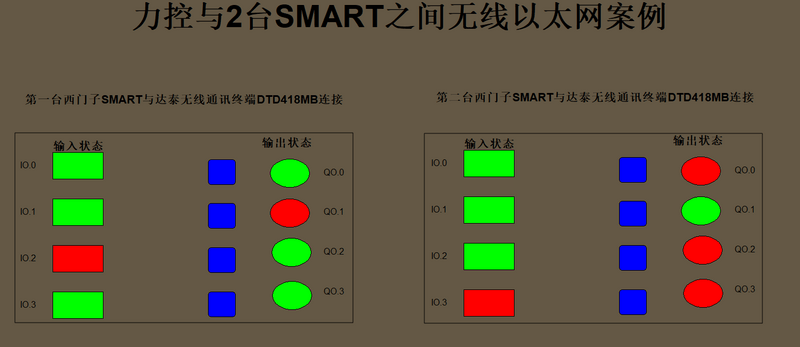
1、用力控的M點按鈕控制PLC對應的Q點,同時在力控軟件上監測Q點輸出。
2、給PLC的I點輸入信號,看力控軟件上是否有監測到相應點的信號。
審核編輯 黃宇
-
以太網
+關注
關注
40文章
5427瀏覽量
171776 -
plc
+關注
關注
5012文章
13304瀏覽量
463542 -
無線通訊
+關注
關注
5文章
584瀏覽量
40097
發布評論請先 登錄
相關推薦
能否使用PLC無線通信模塊實現力控與FX5U無線以太網通信?
以太網通信網關是什么

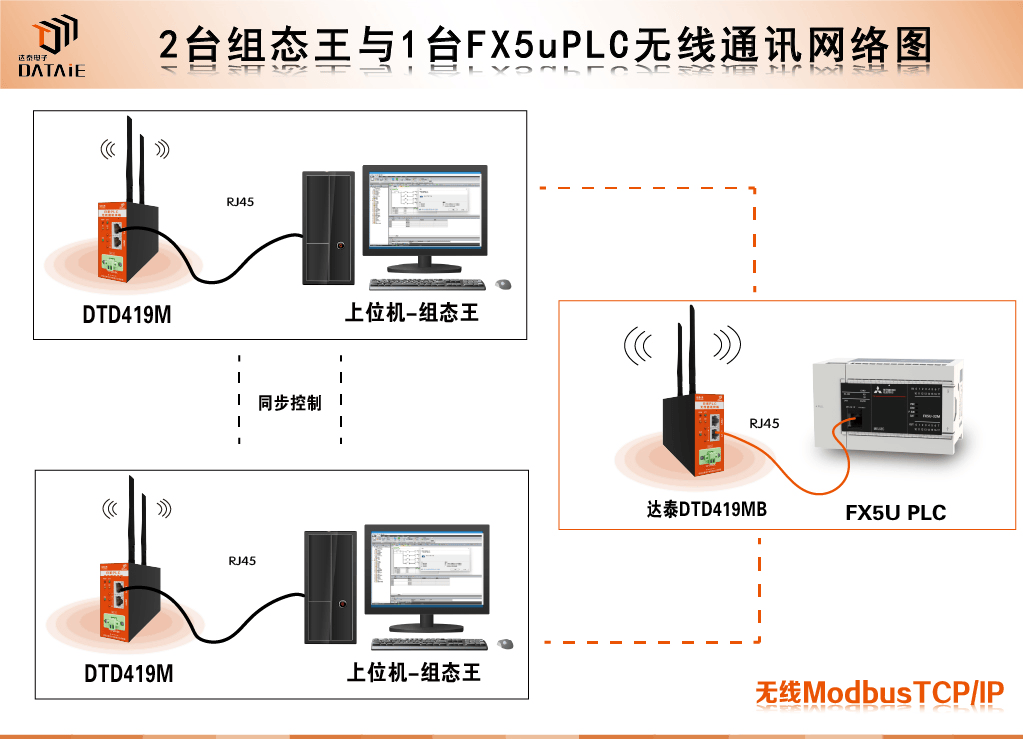
PLC無線通訊模塊如何應用在2臺組態王與1臺FX5u之間?
工業以太網通信協議的主要類別
上位機與PLC的以太網通信方法
組態軟件與西門子S7系列PLC及三菱PLC間的無線通信測試
人機界面和三菱PLC之間以太網通信
plc以太網通訊模塊在哪 plc以太網通訊掉線怎么解決
S7-1500與多臺200SMART之間無線以太網通訊搭建方法

plc以太網通訊模塊在哪個位置
組態王與S7-1200PLC之間 Profinet無線以太網通信
組態軟件與西門子plc之間以太網無線連接







 工商網監
工商網監
評論