 SMT錫膏管理操作流程
SMT錫膏管理操作流程
SMT 錫膏管理操作流程
引言
一.研究背景
隨著消費者對電子產品需求的提高,電子產品不斷向微小化、精細化方向發展,作為電子制造行業核心技術之一的表面貼裝技術(Surface Mount Technology,SMT)更是受到了極大的挑戰。統計表明,表面貼裝質量問題中有60%~70%出在錫膏印刷工藝上,因此對錫膏管理和使用尤為重要。
在表面貼裝裝配的回流焊接中,錫膏用于表面貼裝元件的引腳或端子與PCB焊盤之間的連接,使用產品賦予“活力”,其中錫膏是賦予產品活力的“血液”。有許多變量,如錫膏、絲印機、錫膏管理方法、印刷工藝、貼裝和回流焊接等過程,錫膏的管理方法是決定錫膏焊接質量的重要因素。
在錫膏管理過程中,不同的錫膏生產廠家,以及合金類型和配比不同,錫膏的存儲和使用要求略有不同,本文按照SMT業界常用的SAC305合金錫膏的管理。
1.1錫膏管理目的
規范錫膏的存儲及正確使用方法。避免在存儲及使用過程中,由于操作不當破壞錫膏的原有特性,對產品焊接品質帶來不良影響。
1.2術語和定義
錫膏:由粉末狀焊粉合金、焊劑和一些起粘性作用及其他作用的添加劑混合制成具有一定粘度和良好觸變性的焊料膏。
1.4 錫膏管理流程
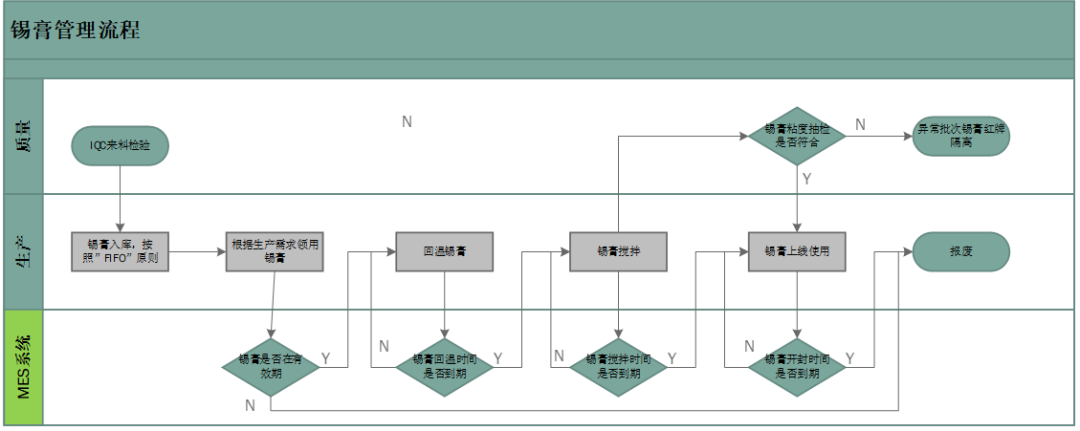
二.錫膏管理
2.1 IQC來料檢驗
由于未開封錫膏保存環境需冷藏,來料時內箱應為泡沫箱加冰袋,未加冰袋包裝視為不合格品判退。錫膏驗收時需檢驗錫膏的料號,型號,數量,生產日期,生產日期與檢驗日期不得超過20天。
IQC在收到錫膏后8H內完成檢驗,檢驗合格后蓋PASS章并通知生產線及時入庫。
2.2 錫膏的存儲
2.2.1
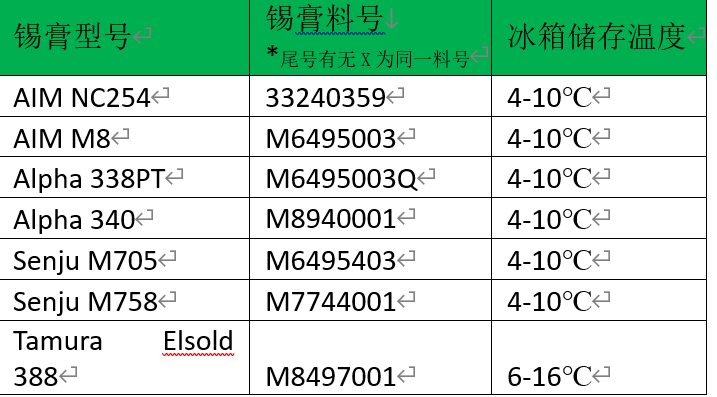
IQC檢驗完成后8H內需完成錫膏的存儲在指定的冰箱內,通常儲存條件為4-10℃,相同儲存條件錫膏可以儲存在同一冰箱,不同儲存條件錫膏需不同冰箱儲存錫膏有效期自生產日期6個月。不同品牌型號錫膏儲存條件略有不同,參照錫膏供應商推薦存儲溫度。
一些常規錫膏的存儲條件:
2.2.2
錫膏入庫時使用MES系統管理,入庫前需在每一罐錫膏上粘貼錫膏信息,通常內容包括供應商代碼,批次號(追溯碼),數量(單瓶重量)和Date Code(生產日期)等。MES標簽需和供應商條碼對應,供應商條碼須清晰可讀二維碼或一維碼且包含APN,供應商代碼,批次號,重量及Data code。入庫時掃描MES標簽,MES系統自動從barcode中讀取錫膏的APN信息。

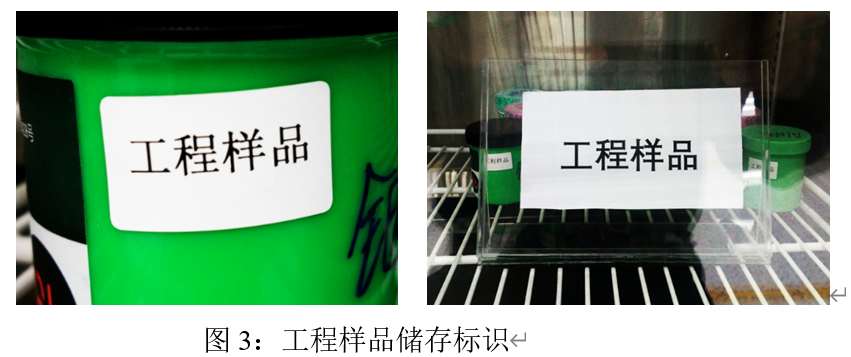
2.2.3
工程樣品存儲前需在錫膏瓶上張貼“工程樣品”標簽(圖3);
2.2.4
不同型號錫膏需分開,相同儲存條件的不同錫膏在同一冰箱中中間需空置不放錫膏以示區分,工程樣品放置區需明確標示;
2.2.5
如錫膏存儲冰箱因故無法滿足儲存條件時需立即將錫膏取出轉移至正常冰箱;
2.2.6
使用智能錫膏管理柜入庫時,只需在系統界面進入“錫膏入庫”功能,選取待入庫錫膏料號,逐瓶將錫膏放入管理柜錫膏出入口載臺上,點擊確定后系統自動將錫膏存入冷藏柜并將條碼及操作信息記入CAS系統。
2.2.7
不同批次的錫膏需分開放置,錫膏使用需保證“先進先出”的原則。
2.3 錫膏使用
2.3.1 錫膏回溫
生產部每日需根據生產需求適量回溫錫膏,需按照先進先出的原則,將待回溫的錫膏放置在回溫機內。錫膏回溫條件,通常為SMT車間溫度20~26℃下回溫8小時,錫膏回溫前MES系統中確認是否過期,SMT冷藏錫膏密封有效期6個月。
回溫后未開封的錫膏,在室溫下保存期為7天,超過7天需申請報廢,錫膏從冰箱取出后若不打開,72小時內可放回冰箱,二次儲存錫膏優先使用,再次回溫時人工記錄回溫時間,再次回溫后不可再放回冰箱。
使用智能錫膏管理柜回溫錫膏時,只需在系統界面進入“回溫”功能,選取需回溫錫膏料號及數量,點擊確認后系統自動按照先進先出原則逐瓶將錫膏放入管理柜回溫庫,同時CAS自動記錄錫膏條碼及操作信息。
2.3.2 錫膏攪拌
錫膏攪拌前,從回溫機按先進先出順序取出錫膏,先使用CAS回溫控制模塊掃描CAS標簽上S/N控制先進先出并記錄回溫結束時間,再使用CAS攪拌控制模塊掃描CAS標簽上S/N控制先進先出并記錄攪拌開始時間,然后將錫膏放入自動攪拌機錫膏放置罐內,攪拌機自動控制轉速和攪拌時間(攪拌3分鐘/ M8940001僅需錫膏手工攪拌1分鐘);
未導入CAS管理錫膏需要人工在回溫使用記錄表中登記領取時間和數量,領用人,在攪拌記錄表中記錄料型號,批號,編號,攪拌開始時間,結束時間,領用人和領用數量;
使用智能錫膏管理柜攪拌錫膏時,只需在系統操作界面進入“取出”功能,輸入需攪拌錫膏料號及數量,點擊確認后系統自動按照先進先出原則逐瓶攪拌,攪拌結束后自動將錫膏放在管理柜錫膏出入口,同時CAS自動記錄錫膏條碼及操作信息。
2.3.3 錫膏上線使用
2.3.3.1
每條線生產前或添加錫膏前需找機動工領取對應的錫膏,每次以領取1瓶錫膏為原則,最多不超過2瓶,錫膏領取時需以空瓶換回溫后未開罐錫膏;
2.3.3.3
錫膏開瓶使用時需使用CAS校驗控制模塊選擇線別,工單,工序段并掃描CAS標簽上S/N進行校驗,CAS自動記錄使用時間,線別和工單,未導入CAS管理錫膏需在瓶罐上登記開瓶時間和使用人;
2.3.3.4
錫膏添加時,將錫膏手動攪拌1分鐘,用攪拌刀從罐中挑部分錫膏,錫膏下落均勻連續為好,錫膏添加長度需覆蓋鋼網開口且不超過刮刀范圍,寬度20~30mm左右,鋼網表面高10~20mm左右,添加錫膏后需持續印刷2個循環后再次測量錫膏滾動直徑,測量方法參考4.5.7;
2.3.3.5
錫膏開罐后使用壽命不超過24H,生產結束后使用未超過24H錫膏可使用原錫膏罐回收,自開罐后常溫下24H內可繼續使用,禁止放入冰箱;
2.3.3.6
若超過20分鐘(包含20分鐘)不生產,需要將錫膏收回到原錫膏罐中儲存,自開罐后常溫下24H內可繼續使用,禁止放入冰箱,再次使用時需要手動攪拌2分鐘后再使用;
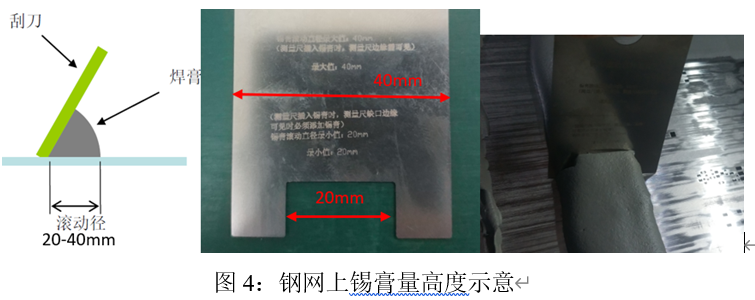
2.3.3.7
連續生產時需維持印刷錫膏滾動直徑在20-40mm之間(圖4),每小時用測量尺(圖5.2)測量1次鋼網上錫膏量,如果錫膏印刷滾動直徑低于20mm需添加錫膏,并將刮刀兩邊的錫膏刮回到前方中間部位(刮刀行程內)。為確保錫膏分布均勻,錫膏添加后需再印刷至少1個循環后使用測量尺測量錫膏滾動直徑(圖4)。
測量方法:
1. 將測量尺插入錫膏滾動柱中央;
2. 觀察錫膏滾動直徑是否低于下限值(錫膏在測量尺缺口內),如果低于下限值需添加錫膏;
3. 觀察錫膏滾動直徑是否超出上限值(錫膏超過測量尺寬度邊緣),如果超出上限值需適當回收錫膏);
4.如果錫膏滾動直徑不符合要求,增減錫膏量后重復測量方法步驟2~3。
2.3.3.8
錫膏印刷后4小時內完成回流焊接;
2.3.3.9
每次添加錫膏后,需蓋緊錫膏罐;
2.3.3.10
錫膏使用結束后需使用CAS用完控制模塊掃描CAS標簽上S/N,CAS自動記錄錫膏使用結束時間,使用結束后空錫膏瓶需統一回收處理。
2.3.3.11
Hyundai 項目的錫膏,需要每小時確認一下錫膏的量,并記錄。
2.3.4 錫膏報廢
錫膏冷藏條件下儲存超過有效使用期(6個月)MES會自動鎖定,如需使用需由需求單位提出需求并每批次提供1瓶樣品給ME,ME將樣品送錫膏供應商或第三方機構檢測,根據供應商檢測報告作出是否可繼續使用決定。
如果判定可繼續使用則需由需求部門簽署工廠內部偏差報告,偏差報告需包含錫膏料號,批次號及有效日期。根據偏差報告內容,在MES系統中按偏差要求放行,如果判定不可用則需報廢處理。錫膏延期后超過使用截止日期必須報廢,不可再次延期。
錫膏開罐后超過24H小時報廢,未開罐常溫下超過7天報廢。錫膏報廢時需做好報廢登記,放置在指定的報廢區域,統一由錫膏供應商或有對應資質廠商回收,不可隨意丟棄。
2.4錫膏粘度測試
2.4.1
同一型號同一批次號錫膏每24H測量1次錫膏粘度,測量粘度值記錄于CAS系統,錫膏使用時會自動校驗同批次錫膏是否通過粘度測試,同一批次號錫膏CAS系統中無粘度測試結果錫膏使用校驗時會自動提醒需要粘度測試,未導入CAS管理錫膏需人工記錄錫膏粘度,Alpha 340錫膏粘度測試前手工攪拌1分鐘即可。
2.4.2
錫膏粘度不符合規格時,CAS系統自動鎖定該批次錫膏不能使用,同一批次號錫膏需要隔離并通知供應商處理,按廠內不合格來料處理流程處理。
3.錫膏使用注意事項
3.1
錫膏使用嚴格按照使用流程作業,否則MES系統會提示異常操作且無法繼續作業。
3.2
請不要徒手直接接觸焊膏,如果附著于身體或衣服上,請盡快用乙醇類溶劑擦拭干凈,否則可能引起過敏反應、炎癥等。
3.3
操作使用錫膏時需雙手戴上防護手套,以免錫膏接觸皮膚;若不慎接觸到皮膚,立即用水清洗。
3.4
為了避免工作臺、周邊設備、地板等弄臟,請定期進行清掃,污垢難以清除時,請使用酒精類溶劑擦拭干凈。
3.5
關于廢棄事宜,請委托經過認定的工業廢棄物處理單位或聯系供應商處理。
審核編輯:湯梓紅
-
電子產品
+關注
關注
6文章
1164瀏覽量
58319 -
pcb
+關注
關注
4322文章
23124瀏覽量
398517 -
smt
+關注
關注
40文章
2910瀏覽量
69393 -
錫膏
+關注
關注
1文章
832瀏覽量
16769
原文標題:【干貨】SMT 錫膏管理規范及操作流程(2023精華版),你值得擁有!
文章出處:【微信號:SMT頂級人脈圈,微信公眾號:SMT頂級人脈圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
SMT貼片加工中清除誤印錫膏的操作流程
影響SMT錫膏特性的主要參數


smt快速打樣中的錫膏印刷怎么管理?






 工商網監
工商網監
評論