") 干貨!幾種smt常見不良現象和原因分析處理方法
干貨!幾種smt常見不良現象和原因分析處理方法
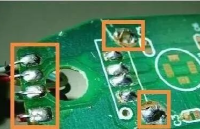
SMT貼片在生產過程中有時候會出現一些影響品質的不良現象,像錫球(錫珠)、立碑、短路、偏移及少錫等,這些都是導致產品不良的“真兇”!下面捷多邦針對以上幾種smt常見不良現象和原因進行分析及改善方案。
一:產生錫球(錫珠)現象原因及改善方案
①溫度升的過快導致回流焊預熱不足。處理方案:降低升溫速度。
②經過冷藏的錫膏沒有完全回溫。處理方案:在使用錫膏前一定要回溫4小時以上。
③室內濕度太重導致錫膏吸濕產生噴濺。處理方案:室內濕度保持在30%-60%。
④pcb板有過多水分。處理方案:把PCB板拿去烘烤。
⑤錫膏內加入了大量的稀釋劑。處理方案:避免在錫膏內加稀釋劑。
⑥鋼網開孔沒設計好。處理方案:重開鋼網。
⑦錫粉顆粒不均。處理方案:更換合適的錫膏,在規(guī)定時間內對錫膏進行攪拌(回溫4小時攪拌3-5分鐘)。
二:產生立碑現象原因及改善方案
①銅箔兩邊大小不同導致產生的拉力不均。處理方案:焊盤兩端在開鋼網時要開一致。
②預熱升溫速率太快。處理方案:調整速率。
③機器在貼裝時產生便宜。處理方案:調整機器貼裝偏移。
④錫膏印刷厚度不均。處理方案:調整印刷機。
⑤回焊爐內溫度分布不均。處理方案:調整回焊爐溫度。
⑥錫膏印刷偏移。處理方案:調整印刷機。
⑦機器軌道夾板不緊導致貼裝偏移。處理方案:重新調整夾板軌道。
⑧機器頭部晃動。處理方案:調整機器頭部。
⑨錫膏活性過強。處理方案:更換活性較低的錫膏。
⑩爐溫設置不當。處理方案:調整回焊爐溫度。
三. 產生短路現象原因及改善方案
①鋼網與PCB板間距過大導致錫膏印刷過厚短路;處理方案:調整鋼網與PCB間距0.2mm-1mm。
②元件貼裝高度設置過低將錫膏擠壓導致短路。處理方案:調整機器貼裝高度,泛用機一般調整到元悠揚與吸咀接觸到為宜(吸咀下將時)。
③回焊爐升溫過快導致。處理方案:調整回流焊升溫速度90-120sec。④元件貼裝偏移導致。處理方案:整機器貼裝座標。
⑤鋼網開孔不佳(厚度過厚,引腳開孔過長,開孔過大)。處理方案:重開精密鋼網,厚度一般為0.1mm-0.15mm。
⑥錫膏無法承受元件重量。處理方案:選用粘性好的錫膏。
⑦鋼網或刮刀變形造成錫膏印刷過厚。處理方案:更換鋼網或刮刀。⑧錫膏活性較強;處理方案:更換較弱的錫膏。
⑨空貼點位封貼膠紙卷起造成周邊元件錫膏印刷過厚。處理方案:重新用粘性較好的膠紙或錫鉑紙貼。
⑩回流焊震動過大或不水平。處理方案:調整水平,修量回焊爐。
四.產生偏移現象原因及改善方案
①印刷偏移。處理方案:調整印刷機印刷位置。
②機器夾板不緊造成貼偏。處理方案:調整XYtable軌道高度。
③機器貼裝座標偏移。處理方案:調整機器貼裝座標。
④過爐時鏈條抖動導致偏移。處理方案:拆下回焊爐鏈條進行修理。
⑤MARK點誤識別導致打偏。處理方案:重新校正MARK點資料。
⑥NOZZLE中心偏移,補償值偏移。處理方案:校正吸咀中心。
⑦吸咀反白元件誤識別。處理方案:更換吸咀。
⑧機器X軸或Y軸絲桿磨損導致貼裝偏移。處理方案:更換X軸或Y軸絲桿或套子。
⑨機器頭部滑塊磨損導致貼偏。處理方案:更換頭部滑塊。
⑩吸咀定位壓片磨損導致吸咀晃動造成貼裝偏移。處理方案:更換吸咀定位壓片。
五.產生少錫現象原因及改善方案
①PCB焊盤上有慣穿孔。處理方案:開鋼網時避孔處理。
②鋼網開孔過小或鋼網厚度太薄。處理方案:開鋼網時按標準開鋼網。③錫膏印刷時少錫(脫膜不良)。處理方案:調整印刷機刮刀壓力和PCB與鋼網間距。
④鋼網堵孔導致錫膏漏刷。處理方案:清洗鋼網并用氣槍
以上便是五種smt常見不良現象和原因分析處理方法了,如有不對之處還望指正。
更多線路板資訊可點擊
審核編輯 黃宇
-
線路板
+關注
關注
23文章
1204瀏覽量
47132 -
smt
+關注
關注
40文章
2905瀏覽量
69305 -
PCB
+關注
關注
1文章
1808瀏覽量
13204
發(fā)布評論請先 登錄
相關推薦
SMT貼片加工虛焊現象:原因分析與解決步驟全解析
SMT錫膏貼片加工過程中出現漏件損件的原因分析

常見PCBA錫膏焊接不良現象有哪些?

SMT貼片加工,上錫不飽滿是什么原因導致的?如何解決?
基于DMAIC的SMT TX插件撞傷不良改善
smt貼片加工常用的檢測修理方法有哪些
SMT貼片常見不良現象分析匯總

常見的錫珠形成的原因和解決方法

SMT貼片加工發(fā)生短路的原因及解決方法
SMT焊接中常見的不良現象有哪些?
焊接時出現炸錫現象的原因有哪些?
SMT貼片焊接不良,如何處理?
精密五金電鍍中常見的八種不良問題及原因分析
SMT中出現透錫不良現象怎么辦?






 工商網監(jiān)
工商網監(jiān)
評論