 PLC的結構原理和硬件構成
PLC的結構原理和硬件構成
一、PLC知識與技能主要關注如下幾個方面
1、結構原理
基本概念必須掌握,是采小分的常用知識點。
2、指令與編程
至少要掌握一種PLC的常用指令及編程方法:
1)掌握與、或、非、與塊、或塊等概念,及一般編程規則;
2)掌握常規指令,特別是利用定時器、計數器編寫特定程序;
3)掌握簡單的特殊指令,如移位、傳送等,并用于技巧性編程;
4)能編程解決一般單元性應用問題。如特定的過程:現場的典型循環動作過程、生活中的典型控制過程等。
3、編程器使用
會使用你熟悉的PLC的編程器:
1)連接編程設備到PLC;
2)離線編輯書寫程序;
3)在線傳輸程序:上傳和下載;
4)在線監視程序。
4、觸摸屏
1)了解觸摸屏的一般控制原理的基本概念;
2)會簡單的畫面編輯。
二、PLC的結構原理
(一)PLC的基本硬件原理
PLC實際上是一種專用的用于工業控制目的的電腦。它的中文名稱是“可編程序控制器”,可用于工業現場的邏輯控制、過程控制、位置控制等多種目的,甚至具備網絡通訊能力。邏輯控制在我們的工業現場中,是PLC應用的主要任務,這也是最初PLC誕生的真正目的。
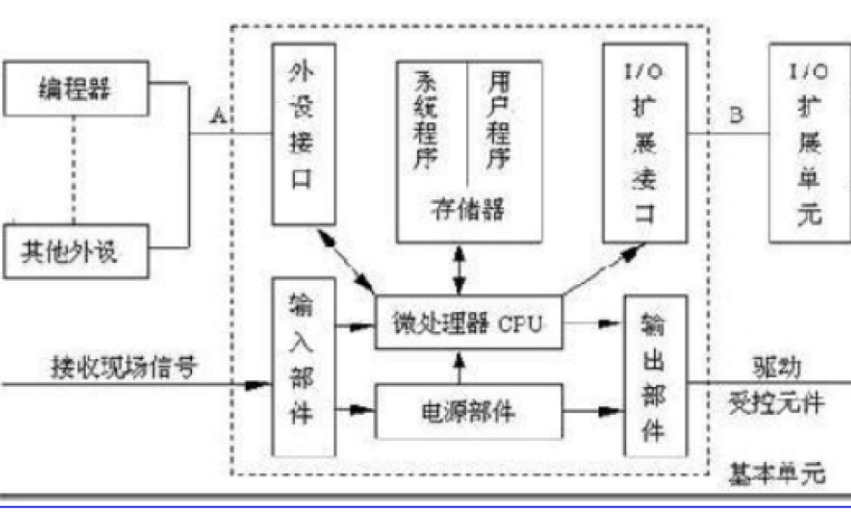
與計算機最小系統類似,PLC的基本控制結構主要由四部分組成:即CPU、存儲器、輸入設備和輸出設備。如下圖所示。
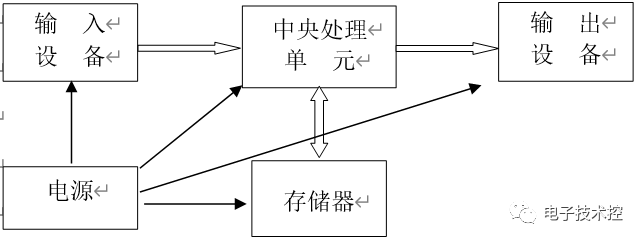
圖11-1:PLC的基本原理框圖
(二)PLC程序及開發環境
1、PLC的監控程序
PLC要工作,本身必須有支持PLC系統管理的監控程序,用于管理PLC的資源調度、應用程序解釋、I/O控制、中斷等,相當于人腦的思維能力。
2、PLC的應用程序
對PLC系統來講,如果要它能按照我們的要求去工作,那么就必須對它進行編程,即給PLC系統寫入適當的控制程序。這就是我們通常所說的PLC梯形圖(邏輯圖、語句表)等。
3、PLC的開發環境
PLC的程序是使用袖珍編程器直接寫入,或者使用某些特殊開發軟件環境(如三菱的GX-Developer和西門子的STEP7)來進行編寫的。編制完成的控制程序最終要利用這個開發工具輸入到PLC系統的存儲器中,并進行再線監控和修改等。
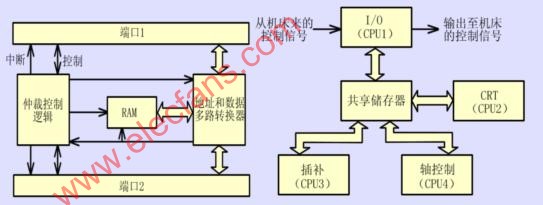
三、小型PLC系統的硬件構成
下面是一個小型PLC系統的控制結構。通過它,我們可以了解小型PLC系統的組成狀況。
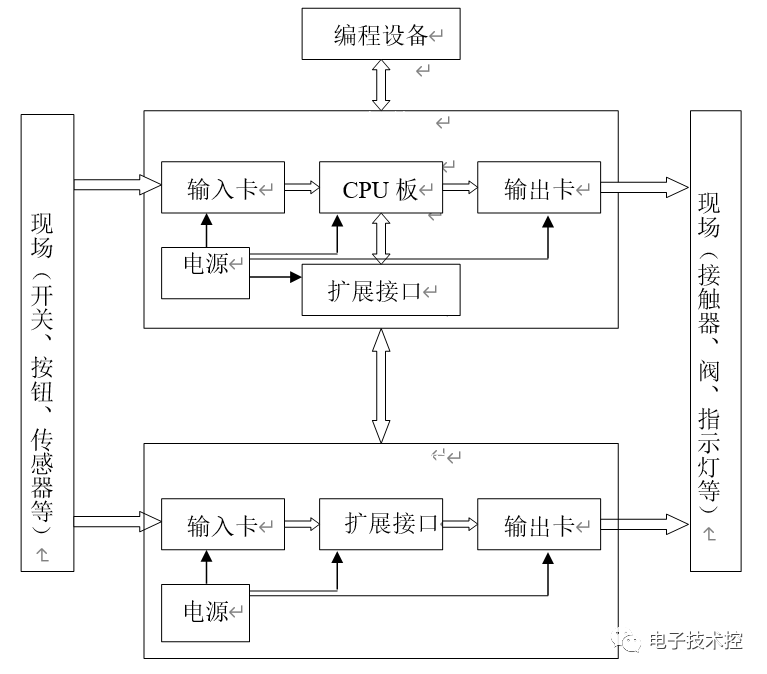
圖11-2:小型PLC構成框圖
從這里,我們可以看到前面講的計算機系統的CPU板(包括CPU和存儲器)、輸入、輸出等基本部分。另外,還有:
電源:用于提供各部分的直流工作電源。
擴展接口:用于擴展輸入輸出。這在系統比較大,輸入輸出點不夠用時需要用到。
小型機系統根據型號不同,可以擴展連接不同數量的擴展單元,以擴充輸入輸出點數。
通過通訊接口可以連接外部編程設備,對PLC進行程序開發。
四、大中型PLC系統的硬件結構
基本系統由CPU單元、機架(基板)、適配器、I/O模塊、電源、存儲卡等組成。
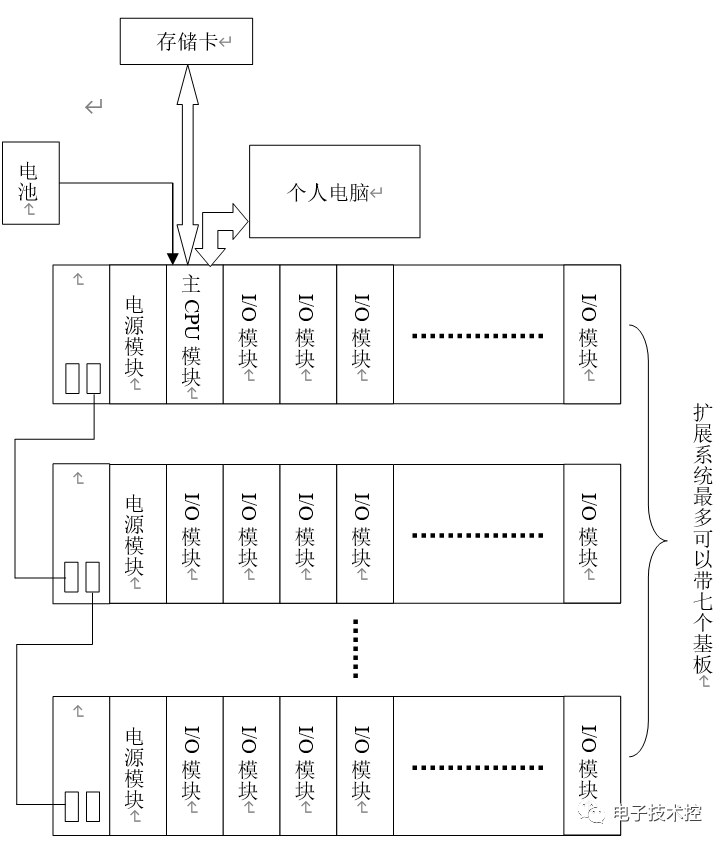
圖11-3:大型PLC構成框圖
通過在I/O模塊插槽插入總線接口和網絡模塊,還可以擴展現場總線,連接外部網絡等。
I/O插槽還可以根據應用需求,插入各種特殊功能模塊,如:A/D、D/A、位置控制、高速計數器等。
五、輸入和輸出
輸入和輸出是PLC用于接受外部控制信號和輸出控制的部分。下面介紹的是數字輸入/輸出的基本原理。
1、輸入電路
這里是一個24V輸入的典型開關量輸入電路。
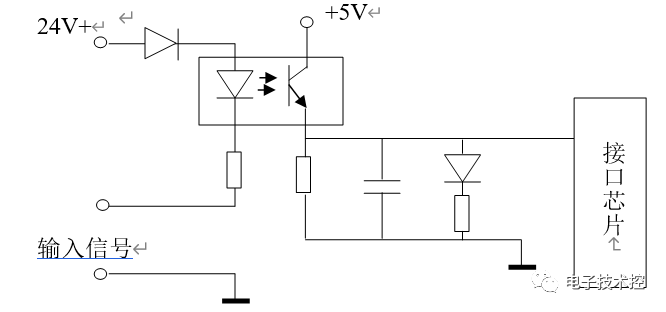
圖11-4:PLC輸入接口電路圖
電容用于消除信號抖動。
實際上,開關量輸入電路還有110V交流型的,這里不予介紹。
2、輸出電路
典型的開關量輸出電路包括三種類型(許多考試中都會出現):
1)繼電器型:用繼電器做PLC的輸出,可以驅動比較大的負載。一般可以到2-5A左右。
2)可控硅型:用SCR做PLC的輸出,可以驅動的負載為1-2A左右。
3)晶體管型:用晶體管做PLC的輸出,傳統的小型機可以驅動1A以內的負載。
隨著新興電子器件發展,各種輸出形式會越來越多,如MOSFET、IGBT等,具體使用要查產品手冊。
以上三種輸出形式,以繼電器型驅動能力最大,但速度最慢;晶體管型驅動能力最小,但速度最快;可控硅型則居中。
下面給出的是繼電器輸出的輸出電路圖
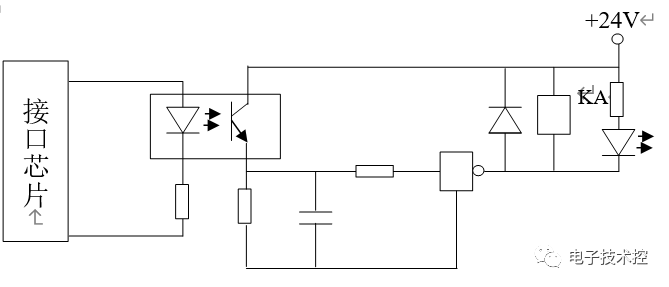
圖11-5:PLC輸出接口電路圖
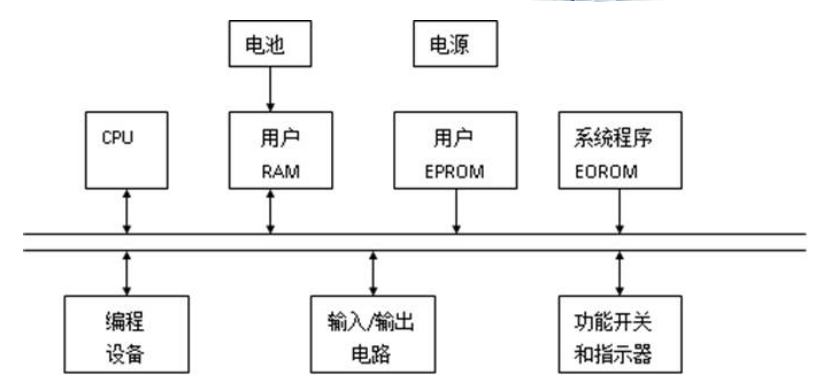
六、存儲介質
用于PLC的存儲介質的可以有許多類型。用過的有:
1、RAM:隨機存儲器。
它用于存儲PLC程序,數據運算的中間結果及輸入輸出信息。是速度最快的存儲器。但數據在掉電時會丟失,必要時,要用電池保持。
2、EPROM:紫外線擦除的只讀存儲器。
它一般只用于程序和數據備份。改寫內容時,要先用紫外線擦除原來的程序和數據。它的速度很慢。這種介質的數據掉電后不會丟失。
3、EEPROM:電擦除的只讀存儲器。
它可以直接讀寫其中的數據和程序,而且掉電時,也不會丟失其中的內容。其速度介于以上兩種介質之間。
4、存儲卡。
這是一種新型的介質,有比較大的存儲容量,速度也比較快。但一般只用做外部介質,以備份程序和數據。
由于新存儲介質的發展,EPROM、EEPROM已經極少使用。
1.2 指令與編程
(以三菱FX為例,概述帶過,不細講)
一、基本軟元件及其編址方法
作為PLC的基本編程單位,PLC虛擬了許多軟元件。這些元件類似于實際繼電設備元件,但并不是真實存在的元件。它們是由PLC自身的編譯程序虛擬出來的,可以在PLC編程中像普通元件一樣使用。
每一個軟元件都要賦予特定的“姓名”,那就是地址,用于識別其身份。這個取名的方法我們叫做編址方法。
各種PLC的編址方法都不同。下面,以三菱公司的FX系列為例,來認識這些軟元件。
以FX2n-32為例,軟元件地址編排如下:
1)輸入(X):X00-X017,共16點。
2)輸出(Y):Y00-Y017,共16點。
以下適用于所有FX2n:
3)輔助繼電器(M):M0-M499,共500點,為非保持輔助繼電器。停電保持輔助繼電器,M500-M1023,共524點,可用參數改變為普通輔助繼電器。停電保持輔助繼電器,M1024-M3071,共2048點,不可用參數改變為普通輔助繼電器。
4)特殊輔助繼電器(M):M8000-M8255,共256點。提供系統狀態及控制用的具有固定定義的點。如M8000(運行)、M8012(100ms脈沖)、M8034(輸出禁止)。
5)狀態繼電器(S):S0-S499,共500點,不保持;S500-S899,共400點,保持,但可以通過參數修改為普通S。用于順序流程圖。
6)定時器(T):T0-T199,共200點,時基100ms;T200-T245,共46點,時基10ms;T246-T249,共4點,1ms時基,累計保持型;T250-G255,共6點,100ms時基,累計保持型。常數設置范圍:K=1-32767。這些定時器是16位的。
7)計數器(C):C0-C99,共100點,不帶保持;C100-C199,共100點,帶保持。常數設置范圍:K=1-32767。以上計數器為16位,除此之外,還有35點32位計數器(C200-C234)。
8)高速計數器(C):C235-C254:20點,高速計數器。
9)數據寄存器(D):D0-D199,共200點,不帶保持;D200-D511,共312點,帶保持,但可以用參數修改為普通數據寄存器;D512-D7999,共7488點,帶保持,不可以用參數修改為普通數據寄存器。
10) 變址寄存器(Z、V):其中V、Z(V0-V7,Z0-Z7),共16點,為數據寄存器變址用16位寄存器。如V0或Z0=5時,D100V0=D105,D20Z0=D25。
11) 常數(K、H):K為十進制,H為十六進制。使用形式:Kn、Hn。
12) 分支指針(P):P為分支指針,I為中斷指針。其中,P0-P127共128點,用于程序跳轉,P63為跳轉結束。
13) 中斷指針(I):I6-I8,I00、I10-I50,I010、I020-I060,共15點。用于插入輸入信號、計數器中斷等。
二、指令系統與編程
(一)基本編程語言
對小型機系統,PLC編程有三種基本的語言形式:梯形圖、邏輯圖、指令表。
1)這是應用最廣泛的形式。它利用類似于實際電路圖的形式,來模擬PLC的控制程序。
我們一般都習慣于用這種語言進行編程和維修診斷。
2)邏輯圖
它用類似于邏輯電子電路的符號來表達控制程序的控制關系。
這種形式在歐洲,特別是德國,應用較為普遍。
3)指令表
它把程序寫稱英文字符表示的指令表形式。
這種形式一般用于程序輸入的程序清單。
對功能比較復雜的PLC,有一些特定的功能指令,可能無法寫成前面兩種形式,只能用這種形式來表示。
4)順序流程圖
這是一種新開發的程序形式,特別適用于順序控制。它使用順序流程圖方法來進行編程。
順序中的每一步都可以設置轉換條件,當轉換條件滿足時,即自動轉入下一步狀態,每步狀態可以控制一個輸出。
(二)指令系統與編程
簡略介紹指令系統
1、LD、LDI、OUT指令(指令1-3)
1)LD:取指令。
用于每個編程“階梯”的第一個常開點。
2)LDI:取反指令。
用于每個編程“階梯”的第一個常閉點。
3)OUT:輸出指令。
用于輸出控制結果。通知外部輸出元件是通還是斷。
例1:
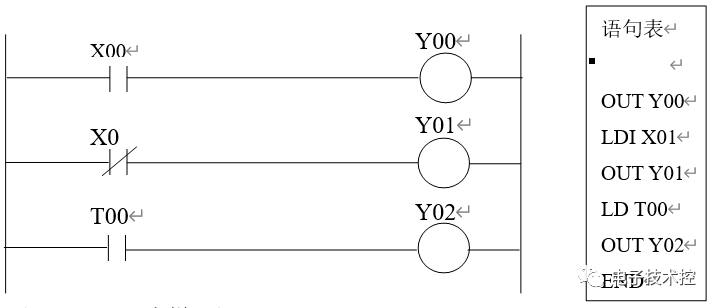
(排版格式問題,語句表少一條LD X00)
圖11-6:程序梯形圖
2、AND、ANI指令(指令4-5)
1)AND:與指令。
表示常開觸點與前面串聯。
2)ANI:與反指令。
表示常閉觸點與前面串聯。
例2:
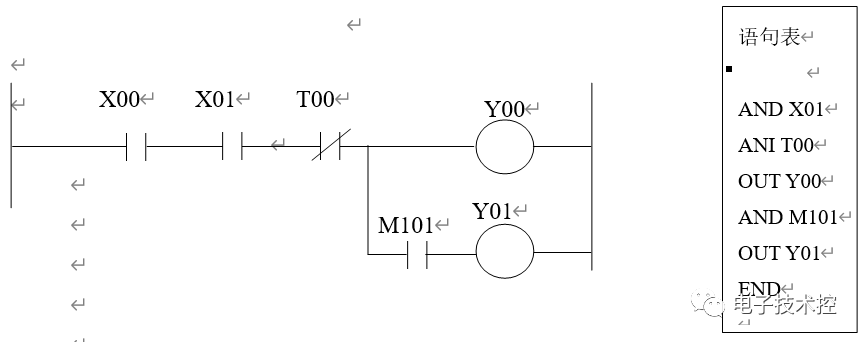
(排版格式問題,語句表少一條LD X00)
圖11-7:程序梯形圖
3、OR、ORI指令(指令6-7)
1)OR:或指令。
表示并聯一個常開點。
2)ORI:或反指令。
表示并聯一個常閉點。
例3:
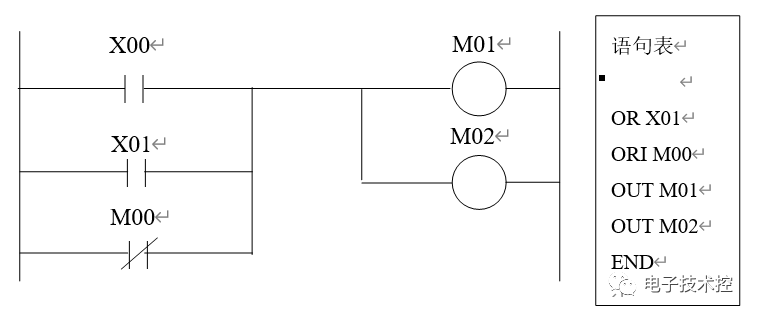
(排版格式問題,語句表少一條LD X00)
圖11-8:程序梯形圖
4、ANB、ORB指令(指令8-9)
1)ANB:塊與指令。
用于把后面的一個復合運算與前面串聯。
2)ORB:塊或指令。
用于把后面的一個復合運算與前面并聯。
例4:
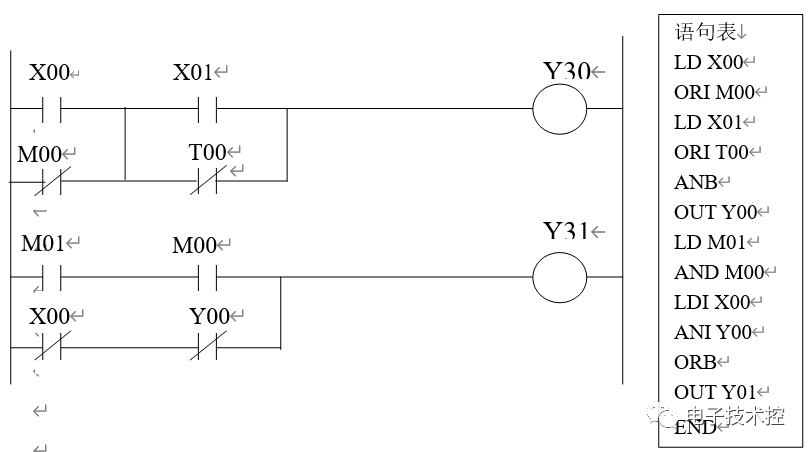
圖11-9:程序梯形圖
5、定時器T(指令10)
它用于時間控制。
例5:
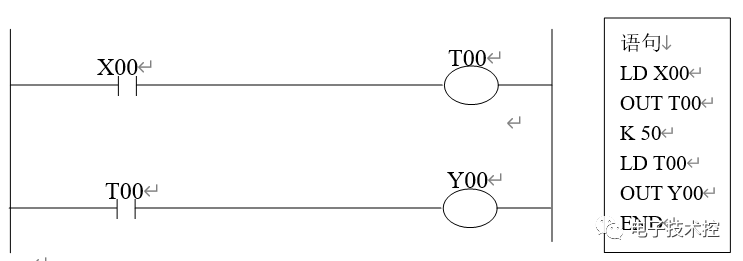
圖11-10:程序梯形圖
以上控制時間為5秒。
6、計數器C與復位指令RST(指令11)
計數器C用于計數控制。
RST:復位指令。
它可以用于對計數器的累計值和移位寄存器復位。
例6:
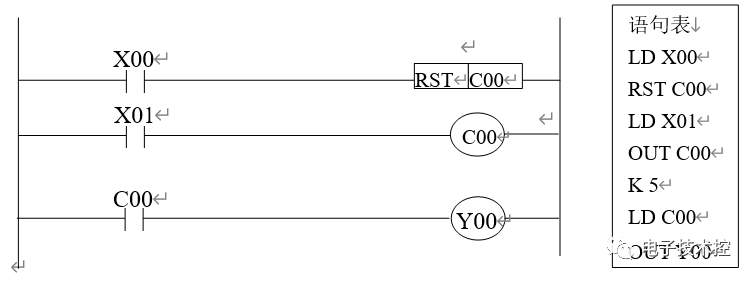
圖11-11:程序梯形圖
上面計數值為5。即X00連續接通五次后,C00觸點通,Y00被送電。
7、脈沖指令PLS、PLF(指令12、13)
PLS:上升沿脈沖。
PLF:下降沿脈沖。
8、脈沖運算指令LDP、LDF、ANDP、ANDF、ORP、ORF(指令14-19)
LDP:取脈沖上升沿
LDF:取脈沖下降沿
ANDP:與脈沖上升沿
ANDF:與脈沖下降沿
ORP:或脈沖上升沿
ORF:或脈沖下降沿
9、主控指令MC、MCR(指令20、21)
MC:主控指令
MCR:主控復位指令
10、置位、復位指令SET、RST(指令22、23)
SET:置位指令
RST:服位指令
11、取反指令INV(指令24)
12、步進指令STL(指令25)
13、空操作、結束指令NOP、END(指令26、27)
NOP:空操作指令
END:結束指令
14、應用指令
特殊應用指令非常多,使用上也比較復雜,然而PLC的大部分復雜功能都是由這些指令來實現的。除非做特殊過程等控制場合,要做復雜的數據運算和處理,多數情況下用不上這些指令。
從一般性技能考試的要求出發,掌握基本指令集就夠了。如果參加競賽,那么,就要熟悉部分應用指令。特別是傳送、循環移位、算術及邏輯運算等命令。
實際公司可能測評的機型應該在三菱、西門子之間選擇。特別是三菱Q系列和西門子S7-300/400產品。
11.3 編程環境
一、編程設備
編程設備是用于編輯PLC程序,設置數據,維修監控的重要工具。它本身也是一個特殊的計算機系統。
編程設備的種類
大體有如下三種:
1)袖珍編程器
一種小型的編程器。可以手持操作,因此也叫手持編程器。
這種編程器一般只能顯示指令表程序。
2)專用臺式編程器
這種編程器體積比較大,一般可以顯示各種類型的PLC語言。它專門用于PLC編輯和監控。但價格極為昂貴,已經逐步淘汰。
3)筆記本電腦
借助于專門的編輯軟件,筆記本電腦也可以用來做PLC編程器。現在,這種編輯方式已經取代專用臺式編程器。
二、編程設備的工作方式
當編程器和PLC連接后,工作方式與具體設備有關,如以下幾種常用的工作方式。
1)運行方式
PLC處于運行狀態,編程器不能對PLC修改程序。
2)編程方式(離線方式)
PLC處于接受程序修改的狀態,使用編程器可以修改PLC的程序和數據。但此時,PLC不能運行。
3)在線編程方式
PLC處于運行狀態,但可以同時利用編程器修改程序。
4)測試方式
用于調試程序的特定方式。一般在此方式下PLC可以運行和測試、強制輸出等。
三、編程器使用示例
下面是三菱Q系列編程軟件使用范例:
三菱Q系列PLC的編程軟件叫“GX-Developer”(GX-開發器)。這里列舉的是常用功能的操作方法索引:
一. 打開工程
所謂打開工程,是指進入一個已經存在的PLC程序。
(一)、打開一個電腦文件夾下的工程
1. 點擊開發軟件圖標,進入軟件界面。
2. 點擊PROJECT(工程)菜單,選擇“OPEN PROJEDCT”(打開工程)命令。
或直接點擊打開工程快捷圖標(與“WORD”軟件“打開”圖標相同)。
3. 選擇路徑,找到要打開的工程文件夾。
4. 點擊“OPEN”(打開)按鈕。程序將被讀入并顯示。
5. 要顯示不同程序段,在右側“Program”欄目中,選擇并打開相應的程序塊即可。
(二)、打開一個PLC內存中的工程
1. 點擊開發軟件圖標,進入軟件界面。
2. 選擇“ONLINE”(在線)菜單。
3. 點擊“read from PLC”(從PLC讀出)。
4. 在新出現的界面“select PLC series”(選擇PLC系列)下,確認選擇的PLC是否正確。點擊“OK”。
5. 設置“Connection Setup”(連接設定)界面,選擇COM1、PLC module、(No?)等項目。OK確認。
6. 在Read from PLC界面下,選擇“Target”(目標)欄目為“Program Memory/Device Memory”(程序內存/元件內存)。
7. 在同一界面下,點擊“ParaProg”(參數程序),所有程序內容被選中。如果要讀出元件存儲器內容,要在下面列表中同時選擇“Device Memory”(元件內存)。
8. 點擊“Execute”(執行),等待,程序將被讀出到界面。
二.進入監控方式
即監控PLC程序的運行狀態。
1. 按照“一、(二)”,打開一個PLC內存中的工程。
2. 再次選擇主菜單“ONLINE”(在線)。
3. 選擇“Monitor”(監控器)。
4. 在打開的子菜單命令下,再選擇“Monitor”,程序進入監控狀態。
5. 要監控某一個特定的程序塊,在右側“Program”(程序)欄目中,選擇并打開相應的程序塊即可。
這時,屏幕上顯示程序運行狀態,加強蘭色塊顯示的點表示通,否則為斷。
三.創建新工程
即創建新的PLC程序。
1.打開Project(工程)下拉菜單。
2.選擇New project(新工程)命令。
或者,以上兩步改為:直接點擊面板上部白紙快捷圖標,也可以打開新工程。
3. 在彈出的界面下,選擇“PLC series(PLC系列)”。
對日本橋設備,我們選擇“QCPU(Qmode)”。
4. 選擇“PLC type(PLC型號)”。日本橋設備選擇“Q02(H)”。
5. 選擇“Program type(程序類型)”。如:Ladder(體形圖)、SFC(語句表)。
6. 在“Set project name(設置工程名)”前打鉤。以下項目中分別給出“Drive/Path(驅動器/路徑)”、“Project(工程名)”、“Title(描述)”。
7. 按OK,新工程建立。
四.離線編輯
在脫機(離線)狀態下編輯一個程序。
1. 點擊Edit(編輯)下拉菜單。
2. 其中有Read mode(讀模式)、Write mode(寫模式)。選擇Read mode(讀模式)時,為查找狀態;選擇Write mode(寫模式)時,為編輯狀態。我們選擇“Write mode”。
3. 修改一個已經存在的命令:雙擊梯形圖中的某一個觸點或命令,彈出一個對話框,其指令形式和地址將可以被修改。修改后,點擊對話框的“OK”按鈕,修改被接受。
4. 在某個位置插入一個命令:雙擊梯形圖中的某一個空位置,彈出一個對話框,其指令形式和地址將可以被編輯。編輯后,點擊對話框的“OK”按鈕,編輯被接受。
如果沒有空位置,則需要按照下面5介紹的方法插入列。
5. 在EDIT菜單項下,可以用如下六個常用命令做程序結構修改:
1)、INSERT LINE:插入一個空行,以編輯一個新增階梯。
2)、DELETE LINE(第一個):刪除一個已經存在的行或階梯。
3)、INSERT ROW:插入列。這樣可以在某個特定位置插入一個觸點。這個插入操作只對當前光標位置所在階梯有效,而且在光標前插入。
4)、DELETE ROW:刪除列。把光標所在階梯的當前列位置刪除。如果當前位置有命令,也將被刪除。
5)、DRAW LINE:畫線。選中該命令時,可以用鼠標來畫線。左鍵點擊某個位置,拖拽鼠標到特定位置,兩個位置之間將被畫上一條線。
6)、DELETE LINE(第二個):刪除線。選中該命令時,可以用鼠標來刪除線。左鍵點擊某條線起點,拖拽鼠標到特定位置,兩個位置之間的線將變黃,表示被選中,釋放左鍵后,該線將被刪除。
6. 離線變換。在程序被改動后,此階梯程序底色會變深。只要選擇Convert(變換)下拉菜單中的Convert,如果沒有錯誤,則底色會復原。但如果不復原,即說明程序有語法錯誤,需要做檢查和修改。
7. 確定程序沒有錯誤后,選擇Online(在線)下拉菜單中的Write to PLC(寫入到PLC),程序被寫到PLC內存中。
8. 程序對比。為了防止程序在寫入過程中有錯誤發生,寫入后,應做一次對比。方法:選擇ONLINE菜單下的“VERIFY WITH PLC”(和PLC做比較)。
9. 如果編輯完的軟件需要存盤,可以選擇PROJECT(工程)菜單的“SAVE”(存盤)或“SAVE AS”(另存),給出路徑和有關說明,按“SAVE”按鈕確認即可。
五.查找與替換
查找功能在監控程序時比較常用,它可以幫助我們快速定位要查詢的程序位置。替換則多用于程序編輯。
該功能利用“FIND/REPLACE”(查找/替換)菜單下的命令。這里主要介紹查找的相關命令:
1. FIND DEVICE:找元件。給出元件地址號,按“FIND NEXT”確認。光標依次跳到對應元件的觸點或輸出階梯位置。
2. FIND INSTRUCTION:找命令。給出命令形式和地址,按“FIND NEXT”確認。將找到所有有該命令的位置。
3. FIND STEP NO:找步序號。給出步序號,按“OK”確認。光標自動跳到對應步序。
4. FIND CHARACTER STRING:找字符串。給出注釋字符串,按“OK”確認。光標跳到對應注釋位置。
5. FIND CONTACT OR COIL:找觸點或線圈。選擇“觸點”或“線圈”, 并給出地址,按“FIND”確認。光標跳到對應觸點和線圈所在位置。
六.表達形式切換
有兩種形式。
(一)、由梯形圖轉換到指令表
1. 點擊VIEW菜單。
2. 選擇“INSTRCTION LIST”命令。
(二)、由指令表轉換到梯形圖
1.點擊VIEW菜單。
2.選擇“LADDER”命令。
七.注釋查詢
如果有注釋、符號名等信息的話,由下面操作可以調出。
1.點擊VIEW菜單。
2.選擇“COMMENT”命令,顯示每點的注釋。
3. 選擇“STATEMENT”命令,顯示每段程序的名稱和說明信息。
4. 選擇“ALIAS”命令,顯示每個元件的符號地址。
5. 選擇“NOTE”命令,顯示輔助注釋信息。
八.參數設置
設置相關PLC系統參數環境。對于已經設計完成的PLC,絕對不要隨便修改相關參數。否則可能導致系統不能正常運行。
1. 點擊右側框中的“PARAMETER”(參數)前的加號。打開下級選項。
2. 下級選項中有:
PLC PARAMETER:PLC參數。選擇它可以修改相關PLC的基本參數。
NET PARAM:網絡參數。選擇它可以修改網絡系統參數。Q系列PLC可以使用的網絡系統有三種——以太網、迷你網、CC-LINK網。
REMOTE PASS:遠程參數。選擇它可以修改遠程系統參數。
九.程序傳輸到PLC
把一個修改完成的程序或備份程序傳輸到PLC。
1. 啟動PLC編輯軟件。
2. 打開一個已經存在的工程:硬盤備份文件或PLC內存文件。見“一”中相關內容。
3. 進行修改并確認沒有錯誤。
4. 點擊Online下拉菜單。
5. 選擇Write to PLC(寫入到PLC),程序被寫到PLC內存中。
6. 再次點擊ONLINE菜單。
7. 選擇“VERIFY WITH PLC”(和PLC做比較),進行程序比較。
十.把PLC程序備份到硬盤
1. 按照“一、(二)”,打開一個PLC內存的程序。
2. 在EDIT(編輯)下拉菜單下,選擇“Write Mode(寫模式)”。這么做的目的是,只有寫模式下存盤的文件可以自由離線修改。
3. 選擇“PROJECT”菜單。
4. 選擇SAVE或SAVE AS命令。
5. 給出路徑及相關說明。
6. 按SAVE按鈕確認。
十一、在線編輯
在線編輯,即在運行狀態下修改程序。這個功能用在設備無法停機,又必須修改程序的場合。建議謹慎使用。
1. 點擊ONLINE(在線)菜單。
2. 選擇Monitor(監控)命令,打開下級子命令。
3. 選擇Monitor(write mode)(寫模式監控),此時,可以對程序進行在線編輯。被修改的程序階梯底色將變深。
4. 選擇Convert下拉菜單。
5. 選擇Convert(Online change)命令。如果沒有語法錯誤,則底色會復原。反之,需要核對程序。
十二、修改和查詢注釋
本功能可以用于修改和查詢每個元件的注釋和符號名。
1. 把右側方框中的“DEVICE COMMENT”(元件注釋)前的加號點開。下級顯示“COMMENT”(注釋)。
2. 點擊“COMMENT”。程序屏幕被一個注釋表替代。
3. 在表格上部“DEVICE”(元件)欄目添入要查詢或編輯的元件首地址。如X0、M0、T0、D0等。
4. 點擊“DISPLAY”。同類元件的所有注釋將被列出。
5. 可以在COMMENT(注釋)欄目填寫注釋。
6. 可以在ALIAS(別名)欄目填寫符號名。
7. 點擊PROJECT(工程)菜單。
8. 選擇SAVE(存盤)或SAVE AS(另存)。
9. 給出路徑和相關說明。
10. 按SAVE按鈕,存盤。
十三、打印程序
用此方法可以打印PLC程序。
1. 選擇“PROJECT”菜單。
2. 選擇“PRINT SETUP”,設置打印機。
選擇“PRINT”,進行打印。
四、觸摸屏開發環境
以三菱為例,其開發環境為GOT編輯軟件。
要掌握的知識點是:屏幕上所有軟元件的動作,是由其鏈接的PLC內部地址影響的,實際上是一種映射。屏幕動作受PLC關聯元件狀態控制。
軟件名稱:GT Desinger。下面是一個簡單的編輯、傳輸、操作范例。結合實際軟件,可以對照使用。
一、進入軟件
1.雙擊GT Desinger圖標。
2.進入文件:
1)新建:如果新建GOT界面文件,則在“工程”菜單下:
新建——GOT種類設置——PC型號設置——確定。
也可以直接單擊快捷工具欄白紙圖標,代替上面的“新建”。
2)打開舊文件:要打開GOT舊文件,則在“工程”菜單下:
打開——選擇路徑和文件——打開按鈕。
也可以直接單擊快捷工具欄文件夾圖標,代替上面的“打開”。
二、圖形工具與文字編輯
可以在界面上做出各種圖形和文字,它們用于輔助說明,修飾等,不參與控制。
利用圖形工具可以畫圖形。
按工具欄快捷鍵A——在文字欄中輸入文字——確定——移動光標到需要位置出現文字框——再雙擊文字框可修改編輯,包括大小、字體、顏色等——應用,編輯結果被接受。
三、編輯指示燈
1. 按工具欄指示燈快捷鍵,出現編輯界面。
2. 在“顯示方法”卡內,可以修改燈的形狀,編輯燈的顏色、文字、文字色、填充圖形、是否閃爍等。
3. 可以編輯通斷兩種狀態,用“閉”狀態卡的下部“復制開狀態”鍵可以直接復制“開”狀態的文字內容。
4. 在“基本”卡中,設置關聯的控制元件地址。
5. 按“確定”后,可以拖拽指示燈到需要位置,并拖拽大小。
6. 雙擊指示燈可以繼續編輯修改其它內容。
四、編輯開關、按鈕
1. 按“觸摸鍵”快捷鍵,進入編輯界面。
2. 用“類型”卡,可以設置外形、文字、顏色、大小,以及開文本、閉文本等。
3. 類似指示燈,它可以通斷分開設置。
4. 用“動作”卡,可以設置動作方式。
5. 用“基本”卡,可以設置控制元件地址。如“位”——元件——輸入地址——確定。
6. 按“確定”并拖拽到合適位置,同時可以拖拽大小。
7. 雙擊按鈕后可以再次編輯修改。
五、編輯數據顯示
1. 按數值鍵“123”進入設置界面。
2. 按基本設定卡左上角“元件”,可以設置元件類型及地址、顏色、閃爍效果等。
3. 用窗體卡,可以設定數據格式、尺寸、長度等。
4. 按“確認”后,拖拽到合適位置。對應地址的數據被顯示在屏幕上。
5. 雙擊編輯后的圖形,可以重新進入編輯修改。
6. 用鼠標可以拖拽圖形的大小。
六、編輯報警表
1. 按“報警列表”快捷鍵。
2. 選“基本”卡。
3. 類型欄選擇“系統”或“用戶”,用戶自行編輯報警時,選“用戶”。
4. “圖形”前復選框打鉤,點擊“圖形”按鈕。
5. 在打開的圖形設置界面中,選擇圖形形狀。確認。
6. 在“基本”卡上設置圖形邊框顏色及底色。
7. 設置文字大小。
8. 進入“窗體”卡。
9. 選擇“點數”和工作方式“隨機”或“連續”。一般點數設置為1。
10. 在窗體卡上,點擊“元件”,設置地址。
11. 如要記錄報警次數,在“報警次數存儲”前打鉤。點擊“元件”,并輸入記錄元件地址。
12. 選擇注釋號,按瀏覽鍵進入編輯文字畫面。
13. 在中間大文本編輯框中,輸入文字,點擊下部“確認”。文字顯示在上端文本列表中。點擊上部“確認”。
14. 點擊主編輯界面“確認”,拖拽到合適位置。
15. 用鼠標可以拖拽大小。
16. 再次點擊新編輯圖標,可以重新進入編輯。
七、多界面編輯
當一個界面不夠使用時,可以設計多個操作界面。用如下快捷鍵操作:
1.點擊“新建屏幕”——設計新的界面。
2.切換不同屏幕
1)用快捷鍵“打開屏幕”進入打開屏幕對話框。
2)選擇“屏幕類型”。
3)選擇屏幕“編號”。確認。
或者在選擇屏幕類型后,直接確認,再點擊快捷鍵“上一屏幕”、“下一屏幕”,也可以逐屏切換。
3.編輯中,可按“存儲屏幕”存盤。
八、現場傳輸
由筆記本電腦到GOT叫做DOWNLOAD,反之叫做UPLOAD。
(一)、由筆記本到GOT——DOWNLOAD
DOWNLOAD方法如下:
1. 筆記本的RS232C接口和GOT相連。
2. 送電,點擊圖標進入設計器界面。
3. 打開“程序”菜單,點擊“另存”,設置路徑,把新設計的界面存儲到該路徑下,以作為備份使用。
4. 打開“通訊”菜單。
5. 點擊“下載至GOT ”。
6. 選擇“ALL DATA”,確定。按提示操作,界面被傳輸到GOT。
(二)、由GOT到筆記本——UPLOAD
把GOT現有界面傳到筆記本電腦存儲。
1. 筆記本的RS232C接口和GOT相連。
2. 送電,點擊圖標進入設計器界面。
3. 打開“通訊”菜單。
4. 點擊“從GOT上載”命令。
5. 以下按提示操作,界面被傳輸到筆記本。
(三)、安裝GOT的系統環境
一個新GOT使用時,必須裝系統環境。
1. 筆記本的RS232C接口和GOT相連。
2. 送電,點擊圖標進入設計器界面。
3. 打開“通訊”菜單。
4. 點擊“安裝”命令。
5. 下級菜單有“操作系統”、“ROM BIOS”兩項。選擇要安裝的項目。
6. 選擇GOT型號。
7. 在安裝“操作系統”選項時,要在下面復選框中,選擇要安裝的內容(如外掛監視器、梯形圖監視器、打印)和通訊驅動程序等。點擊“安裝”。
8. 以下按提示操作,系統環境將被安裝到GOT。
九、GOT操作
設計的按鈕、開關、指示燈可以按照設計要求,用手指觸摸操作,如同操作普通操作臺一樣。同時,它還能進行PLC、GOT等的監控和診斷。
審核編輯:湯梓紅
-
plc
+關注
關注
5013文章
13331瀏覽量
464211 -
計數器
+關注
關注
32文章
2256瀏覽量
94725 -
編程
+關注
關注
88文章
3628瀏覽量
93827 -
定時器
+關注
關注
23文章
3252瀏覽量
115040 -
總線
+關注
關注
10文章
2891瀏覽量
88186
原文標題:PLC與總線(結構原理、硬件結構)
文章出處:【微信號:電子技術控,微信公眾號:電子技術控】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
51單片機硬件結構是如何構成的
PLC基本結構和原理概述
CNC系統的硬件構成
PLC控制系統構成及應用技術
PLC系統的基本硬件結構_PLC的工作過程

PLC的內部結構和基本結構的教程說明
PLC的硬件結構配置與工作原理

關于PLC硬件和軟件方面的問題

通用型PLC的硬件基本結構





 工商網監
工商網監
評論