") KUKA機器人銑削控制
KUKA機器人銑削控制
一般銑削
1.吹掃帽切割器
有三種變量可用于啟動“KF吹掃”
變量1:(F330)
吹掃是通過“將旋轉(zhuǎn)接頭旋轉(zhuǎn)到工作位置”命令開始的。對于機器人導向鉗子,吹掃是根據(jù)“關閉鉗子”命令開始。
變量2:(F331)
吹掃是通過命令“關閉鉗子”開始的。
變量3:(F332)
吹掃是通過命令“打開鉗子”開始的。
配置是在宏57中完成的。
示例配置在文檔中:
“KS_Part_2_2_01_KS26_ROB-KUKA_project-specific_specifications”
2.銑削過程中調(diào)整行程
在開始銑削的基本設置中提供2個沖程。
對于普通銑削,在基本設置中提供行程。
筆劃數(shù)可以通過Macro57中的技術調(diào)用進行更改。(工藝參數(shù)P76 pP79和P84 pP91)
第一行程的銑削轉(zhuǎn)數(shù)可以單獨調(diào)節(jié)。
第二行程的銑削車削也適用于所有進一步的行程。
正常銑削過程中2沖程的夾緊力也適用于所有進一步的沖程。
銑削機器人導向焊槍
帽蓋銑削有兩種類型,一種是在更換帽蓋后立即進行的“開始銑削”,另一種是取決于銑削間隔的“正常銑削”。
開始銑削也被稱為維修順序!!!
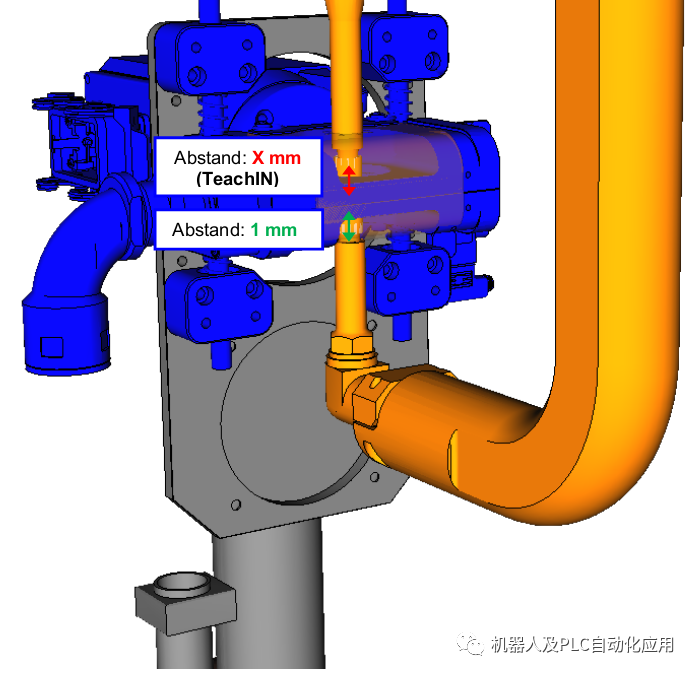
銑削位置的校正(機器人引導)
先決條件
-僅使用新的取消上限進行點校正(必須執(zhí)行宏上限更改!)
-刀具的攻角必須為90°
程序
-使用單步停止啟動銑削位置
-將實心電極與刀片對齊90°,距離為1mm
-用“Koord”接管銑削位置的坐標
-選擇句子的簡歷要點
-執(zhí)行TeachIN機器人的鉗子功能(18,EZ1/KE1)
-使用SingleStep+啟動TeachIN機器人序列(這決定了最佳夾具開口尺寸)
-用“Koord”接管Fr?位置的坐標
在子程序技術中,用R機器人引導的焊鉗可以實現(xiàn)端蓋銑削。
對于EZ1/SP1/PZ1/KE1 SZ1,使用子程序101。
對于EZ1/SP1/PZ1/KE1 SZ2,使用子程序102。
對于EZ1/SP1/PZ1/KE1 SZ3,必須使用Unt程序103。
對于EZ1/SP1/PZ1/KE1 SZ4,使用子程序104。
盡可能早地,優(yōu)化是在條件UP調(diào)用之前的一個點,必須對所用的鉗子/焊接控制進行相應的Tech ch包調(diào)用以更新銑削請求!
TECH1 EZ / SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset =0 [1/10 mm]
Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN ~帶EZ/SP 使用焊接控制器
如果在開始成幀之后需要額外的帽組,
因此,在宏83“測量”之后,在UP銑削中將宏87稱為“Set 2 caps”(設置2個蓋帽)
工作順序示例:
用SK1在機器人上銑削EZ1/SP1 SZ1
Folgex(開始)
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=0 [1/100s]
1: FB PSPS = EIN
2: TECH1 EZ /SP/KE Steuerung=Nr1 Serv ice EZ/SP - ProgNr=31 Offset =0 [1/10 mm]Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN ~使用焊接控制器SK
Folge x(完)
X: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5 [1/100s]
1: FB PSPS = EIN
2: TECH1 EZ/SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset=0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN ~使用焊接控制器 SK
UP 101 EZ/SP或KE蓋帽切割器
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ/SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset=0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN
銑削位置
技術包中的“銑削”調(diào)用激活了機器人更換帽子磨損。
C: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ /SP/KE Steuerung=Nr1 Fraesen EZ/SP - ProgNr=31 Offset =0 [1/10 mm]Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN
4: SPS MAKRO82 = EIN ~ Fraesen
5: WARTE BIS E23
6: FB PSPS = M95 & E14 & E24
固定焊鉗的銑削
有兩種類型的端蓋銑削,第一種是在端蓋更換后立即進行的“開始銑削”,第二種是取決于銑削間隔的“正常銑削”。
開始銑削也被稱為維修順序!!
如果在開始取景后需要額外的蓋帽組,則必須在Macro57中使用Flag335激活“在開始取景之后使用第二個蓋帽組”選項。
要銑削的靜態(tài)鉗子的編程開口尺寸必須從程序項目“銑削開始”到程序項目“銑刨結(jié)束”相同!!!
如果不是這種情況,并且程序項“銑削端”處的編程開口尺寸與當前開口尺寸的差異大于允許的拖動誤差,則將鉗子定位在程序項“銑端”處。
這是必須避免的!!!
固定焊鉗的端蓋銑削有兩種變體。
變體A:
機器人的部件處理比固定焊槍的銑削周期更長。
隨后,在焊接之后開始銑削,并且在順序銑削結(jié)束時完成銑削。
變體B:
固定焊槍的銑削周期比機器人的部件處理需要更長的時間。
因此,在焊接之后開始銑削,并且在序列的開始處完成銑削。(在連續(xù)端上銑削)
將靜態(tài)EZ1/SP1銑削成SK1或KE 1
請注意,在UP的101 e102中沒有對使用固定鉗進行ss銑削進行編程。
機器人在EZ/SP/KE的正常程序序列中報告需要正常銑削。旋轉(zhuǎn)裝置和銑削循環(huán)的控制由機器人步進器執(zhí)行。
B: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ / SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset =0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - T yp=0 Techaufruf=EIN ~使用焊接控制器SK
焊鉗前方和旋轉(zhuǎn)裝置外側(cè)
X: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]
1: FB PSPS = EIN
2: TECH1 EZ / SP/KE Steuerung=Nr1 Service EZ/SP - ProgNr=31 Offset =0 [1/10 mm] Weg=0 [1/10 mm] SK/KE- PktNr =31 Fzg - Typ =0 Techaufruf=EIN
-
機器人
+關注
關注
211文章
28380瀏覽量
206918 -
銑削機
+關注
關注
0文章
2瀏覽量
4837
原文標題:VASS06KUKA機器人電焊-銑削控制
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關推薦
工業(yè)機器人的末端關節(jié)旋轉(zhuǎn)該精確控制?
KUKA機器人問題解答
KUKA庫卡機器人伺服驅(qū)動器相關型號舉例
KUKA焊接機器人伺服電機常見故障及維修處理
工業(yè)機器人組成結(jié)構(gòu)相關資料分享
庫卡機器人MGV電源模塊維修
機器人系統(tǒng)與控制需求簡介
KUKA機器人伺服驅(qū)動模塊維修
沒有有前輩用LabVIEW控制kuka機器人c2的經(jīng)驗?通訊是怎么做到的?
KUKA機器人相關分類及型號一覽





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論